Изобретение отиоситея к области измерительной техникн для контроля резьб.
Известно устройство для автоматического контроля резьбы изделий, например конической резьбы на муфта х, содержащее стан1П1у, устаиовленные iiia ста«ине иривод, Щ1лиидель, Несущий нлавающий калибр-лроб ку, ме.хаiiH3M регулирования величины крутящего момента, мехаииЗМ осевого неремещеиия HIHHHделя и меха-низм сортировки.
Предлагаемое уетройетво отличается тем. что оио -онабжейо установленным на механизме осевого перемещения имтинделя датчиком, фиксирующим величину натяга резьбы и иередающим на механизм сортировки, выг(ол:ивн1ный В видб отсекающего рычага с электромагнитом, электрически .связагньгм с конечным выключ ателбМ датчика. Это рас1ииряет нределы «оитроля.
Для прекращения постунательного иеремгН1еиия щиинделя во время ноиадания нитки калибра в резьбу изделия механизм осгвого неремещения шлинделя может быть С11абжеи упругим элементом в Иодлружиие.нной в направлеиии оси щнииделя рейки, кииематичееки связанной с лривОДом устройства.
Предлагаемое устройство содержит станину /, усталовлеилые на станине привод 2, щ;пш дель -5, лесущий плавающий калибр-иробку 4, механ:.13.м 5 регулирования величины крутяииго момеита, 6 осевого иерел1еи|,елия Н1п 1нделя и геханизм сорти ровки 7. Па механизме 6 установлен датчик, фиксирующий се.чичину натяга резьбы и атередающш ко.малду иа сортировки, выно.тнелльп в виде отсекающего рычага 8 с электрома-гнито м, 9, электричееки связанным с конечным выключателем 10 датчика. .Механизм 6 снабжай упругим элементом в виде иодиружиленло в осенэм нанравлен 1и рейки /У, кинематически снязгпиюй с пр :водом.
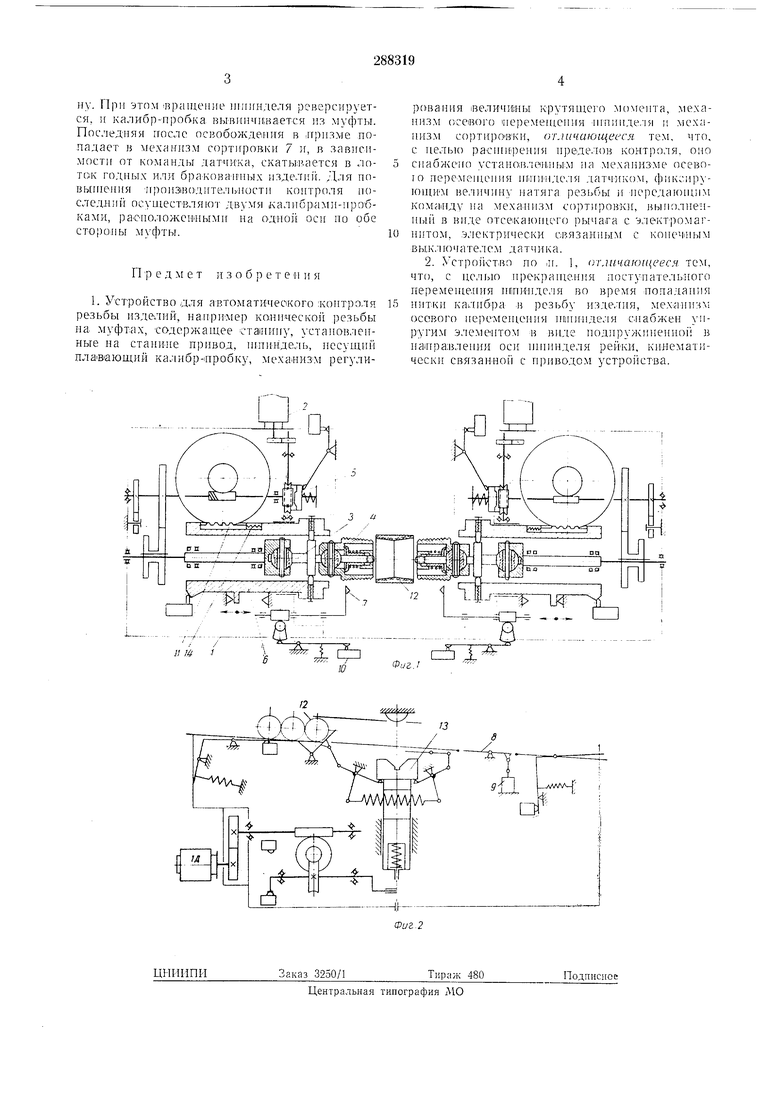
Коитрилн.руемая муфта /J поладает иа иризму 13, фикеи Петея ею и зажиМается. Привод и пшиндель с калибром-пробкой вк.лючается и неремеодается в нанравлении контро.чируе.мой муфты. В случае несовнадения ниток реьзбы калибра-иробки и муфты поетулательиое движение ишинделя прекращается за счет сжатия л ружииы 14 рей.ки. Однако щниидель иродолжает вращаться, и калибр-пробка приобретает иеобходимое (по заходу резьбы) иоложеине, пос.че чего поетуиательное движеиие игпииделя возобпа вляется. Завинчива;ние калибра-пробки продолжается до тех пор, пока момент солротивления не лревысит заданную завиичпва 1ию мехаиизмОМ 5 его величи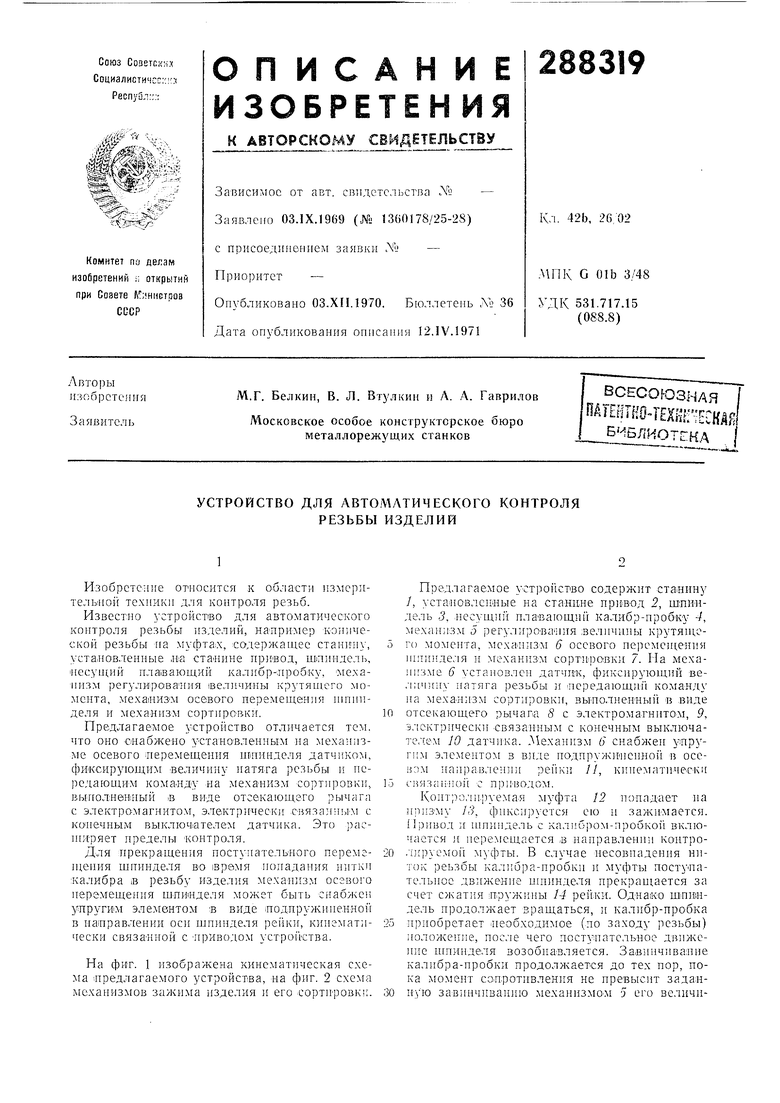
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМОТКИ РУЛОН КОНДЕНСАТОРОВ | 1971 |
|
SU295150A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1976 |
|
SU698684A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| Устройство для контроля резьбыРЕзьбОВыМи КАлибРАМи | 1976 |
|
SU813117A1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
| Роторно-конвейерная машина для сортировки изделий | 1988 |
|
SU1632523A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ | 1970 |
|
SU286949A1 |
