1
Изобретение относится к контролю деталей в машиностроении, а именно . к механизиро акному контролю резьб резьбовыми Ксишбрами.
Известно устройство для контроля резьбы резьбовыми калибрами, содержащее основание, базирующую каретку для контролируемой детали, механизм возвратно-поступательного перемете- . ния базирующей каретки, :йзмерительную головку, включающую привод, шпиндель с резьбовым калибром, расположенный параллельно базирующей каретке и механизм вращения и реверсирования шпинделя 1 ,
.Однако это устройство имеет недостаточную производительность при контроле соосных резьб и повышенный износ резьбовых калибров.
Цель, изобретения - повышение производительности контроля и уменьшение износа резьбовых калибров.
Поставленная цель достигается тем, что устройство снабжено дополнительной измерительной головкой, расположенной на основании соосно первой измерительной головке, шпиндели измерительных .головок выполнены подвижными IB направлении, параллельном ходу баЬирующей каретки с ограничением хода.
базирующая каретка снабжена двумя пружинами, а механизм возвратно-поступательного перемещения базирующей каретки выполнен в виде кулисного механизма с ползуном с регулируемой длиной хода, установленного с зазором между пруж15 нами базирующей каретки.
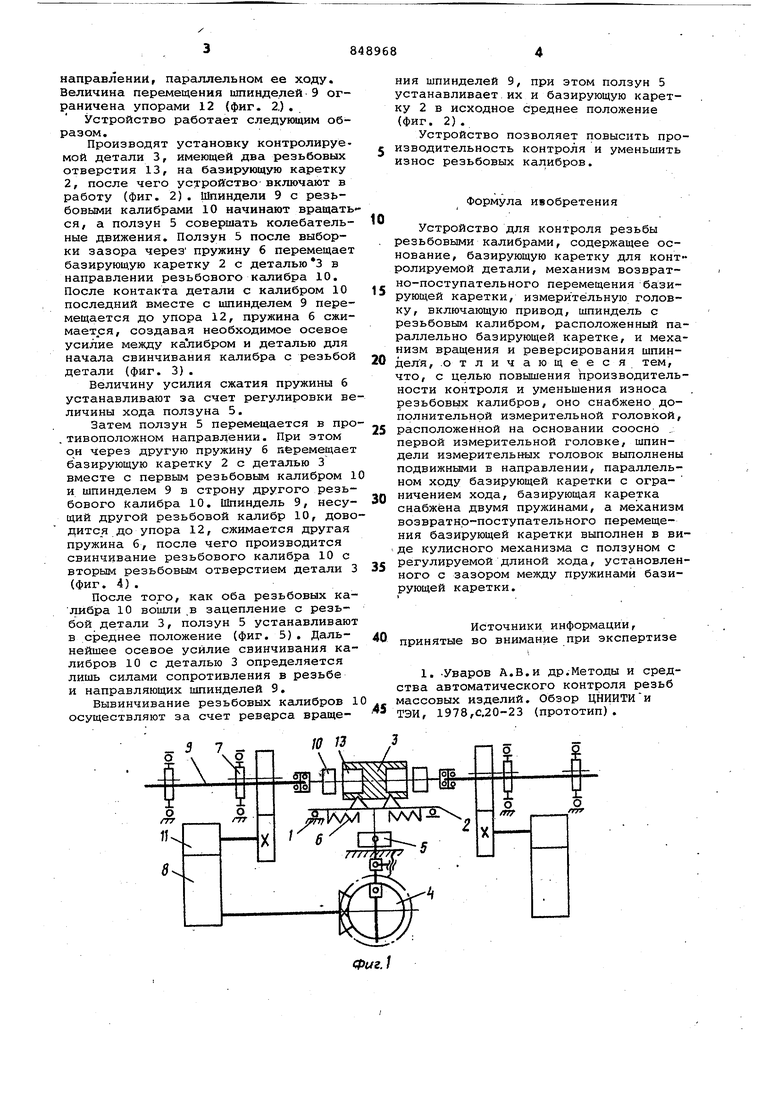
На фиг. -1 представлена кинемати10ческая схема устройства; на фиг. 25 - различные взаимные положения контролируемой детали и peз збoвыx калибров во время работы устройства. ,
Устройство содержит основание 1,
15 базирующую каретку 2 для,контролируемой детали 3,- механизм 4 возвратнопоступательного .переме.щения базирующей каретки 2, выполненный в виде кулисного механизма с ползуном 5 с ре20гулируемой длиной хода. Базирующая каретка 2 снабжена двумя пружинами 6, между которыми с зазором помещен ползун 5. На основании i установлены соосно друг другу две измерительные
25 головки 7, каждая из которых включает привод 8, шпиндели 9 с резьбовым калибром ,10 и механизм 11 вращения и реверсированияшпинделя 9. Шпиндели 9 расположены параллельно базируюдей
30 каретке 2 и выполнены подвижными в направлений, параллельном ее ходу. Величина перемещения шпинделей 9 ограничена упорами 12 (фиг. 2.} , Устройство работает следующим образом. Производят установку контролируе мой детали 3, имеющей два резьбовых отверстия 13, на базирующую каретку 2, после чего устройство включают в работу (фиг. 2). Шпиндели 9 с резьбовыми калибрами 10 начинают вращать ся, а ползун 5 совершать колебательные движения. Ползун 5 после выборки зазора через пружину 6 перемещает базирующую каретку 2 с деталью 3 в направлении резьбового калибра 10. После контакта детали с калибром 10 последний вместе с шпинделем 9 перемещается до упора 12, пружина б сжимается, создавая необходимое осевое усилие между калибром и деталью для начала свинчивания калибра с резьбой детали (фиг. 3) . Величину усилия сжатия пружины 6 устанавливают за счет регулировки ве личины хода ползуна 5. Затем ползун 5 перемещается в про , тивоположном направлении. При этом он через другую пружину б перемещает базирующую каретку 2 с деталью 3 вместе с первым резьбовым калибром 1 и шпинделем 9 в строну другого резьбового калибра 10. Шпиндель 9, несущий другой резьбовой калибр 10, дово дится до упора 12, сжимается другая пружина б, после чего производится свинчивание резьбового калибра 10 с вторым резьбовым отверстием детали 3 (фиг. 4) . После того, как оба резьбовых калибра 10 вошли .в зацепление с резьбой детали 3, ползун 5 устанавливают в среднее положение (фиг. 5). Дальнейшее осевое усилие свинчивания калибров 10 с деталью 3 определяется лишь силами сопротивления в резьбе и направляющих шпинделей 9. Вывинчивание резьбовых калибров 1 осуществляют за счет реверса вращения шпинделей 9, при этом ползун 5 устанавливает их и базирующую каретку г в исходное среднее положение (фиг. 2). Устройство позволяет повысить производительность контроля и уменьшить износ резьбовых калибров. Формула ивобретения Устройство для контроля резьбы резьбовыми калибрами, содержащее основание, базирующую каретку для контролируемой детали, механизм возвратно-поступательного перемещения базирующей каретки, измерительную головку, включающую привод, шпиндель с резьбовым калибром, расположенный параллельно базирующей каретке, и механизм вращения и реверсирования шпинделя, .отличающееся тем, что, с целью повышения производительности контроля и уменьшения износа резьбовых калибров, оно снабжено дополнительной измерительной головкой, расположенной на основании соосно первой измерительной головке, шпиндели измерительных головок выполнены подвижными в направлении, параллельном ХОДУ базирующей каретки с ограничением хода, базирующая каретка снабжена двумя пружинами, а механизм возвратно-поступательного перемещения базирующей каретки выполнен в виде кулисного механизма с ползуном с регулируемой длиной хода, установленного с зазором между пружинами базирующей каретки. Источники информации, принятые во внимание при экспертизе 1. -Уваров А.В.и др.Методы и средтва автоматического контроля резьб ассовых изделий. Обзор ЦНИйТИи ЭИ, 1978,С,20-23 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля резьбы резьбовыми калибрами | 1988 |
|
SU1532801A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| Автомат для контроля наружной резьбы с помощью калибра | 1985 |
|
SU1312369A1 |
| СПОСОБ КОНТРОЛЯ НЕДОРЕЗА РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2349873C1 |
| Устройство для автоматического контроля резьбы | 1983 |
|
SU1260658A1 |
| Устройство для контроля внутренней резьбы калибром | 1985 |
|
SU1357687A2 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| Устройство для контроля натяга конической резьбы | 1981 |
|
SU1025990A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| УСТРОЙСТВО для КОНТРОЛЯ РЕЗЬБЫ РЕЗЬБОВЫМИ КАЛИБРАМИ | 1970 |
|
SU278133A1 |

