Изобретение относится к способам испытаний электротехнических изделий тепловыми средствами.
Цель изобретения - повышение качества контроля за счет определения распределения пропиточного состава в обмотке.
Сущность способа заключается в следующем.
При разогреве обмотки мощностью Р тепло из обмотки начинает распределяться в окружающую среду и в пакет железа статора.
По окончании переходного теплового процесса устанавливается стационарный тепловой режим, для которого характерно равенство подводимой к обмотке мощности и мощности рассеиваемой обмоткой в окружающую среду и пакет железа статора. В стационарном режиме устанавливается статическое температурное поле в элементах
10
П - периметр паза;
.N- щирина элементарного участка;
бс - толщина листа стали в макете статора;
(6c-n) -число листов стали в элементарном участке;
Lrt - длина пазовой части обмотки;
п - число элементарных участков по длине зубца.
Тепловое сопротивление участка стали толщиной бет. равно
15
Rcf
бет.
Хст. 5э.
(2)
гдеЛм.- теплопроводность стали.
Эквивалентное тепловое сопротивление на i-OM участке между центром обмотизделия. При этом температура обмотки ос- л ки и точкой на зубце статора равно
тается неизменной и равной То, неизменны
и температуры в любых точках на поверхности зубца пакета стали. Температурным перепадом вдоль обмотки можно пренебречь, поскольку теплопроводность меди на три порядка превышает теплопроводность изоля- 25 ционного состава, поэтому температура обмотки равна TO. В результате этого, каждая из стальных пластин пакета железа статора является своеобразным датчиком, тепловая картина которого позволяет сделать вывод о качестве пропитки обмотки 30 в зоне, примыкающей к данной пластине. Локальные места обмотки, имеющие более глубокую пропитку лучше отводят тепло в пакет железа статора, чем места не- допропитанные, покольку теплопроводность пропиточных составов значитльно превышает 35 теплопроводность воздуха. В результате этого температура в тех местах железа статора выше, примыкающие части обмоток к которым лучше пропитаны.
Эквивалентное тепловое сопротивление 40 в элементарном поперечном сечении можно представить в виде выражения
бп SfI бпр
(1)
R3. R«-|- ROT.
/6п I 6 1 бпр.
- V l f i г Лп АВ Лпр.
бс.. 1
(3)
с другой Стороны, тепловое эквивалентное сопротивление Rэ может быть определено по результатам изерения температур То иТ; по выражению
Т,Rn
f
Я,п 5э Я.Л5э А,пр. S
+ (4)
где TO - температура провода обмотки; Т, - температура зубца статора i-ro участка;
.а/ 7- мощность, выделяемая на элемен- /2{Ln-}-Lл) тарном участке обмотки;
L.™ -длина лобовой части обмотки. С учетом (4) выражение (3) можно переписать в виде
То-Т,- бп
:
бв, бпр. - соответственно толщины корпусной изоляции, эквивалентного воздушного промежутка между проводами двусторонней изоляции провода;
соответственно теплопроводность корпусной изоляции, эквивалентная теплопроводность смеси пропиточной состав - воздух, изоляции провода;
а.П - площадь элементарного учас- ка;
Дпр.
П - периметр паза;
.N- щирина элементарного участка;
бс - толщина листа стали в макете статора;
(6c-n) -число листов стали в элементарном участке;
Lrt - длина пазовой части обмотки;
п - число элементарных участков по длине зубца.
Тепловое сопротивление участка стали толщиной бет. равно
Rcf
бет.
Хст. 5э.
(2)
R3. R«-|- ROT.
/6п I 6 1 бпр.
V l f i г Лп АВ Лпр.
бс.. 1
(3)
с другой Стороны, тепловое эквивалентное сопротивление Rэ может быть определено по результатам изерения температур То иТ; по выражению
Т,(4)
где TO - температура провода обмотки; Т, - температура зубца статора i-ro участка;
.а/ 7- мощность, выделяемая на элемен- /2{Ln-}-Lл) тарном участке обмотки;
L.™ -длина лобовой части обмотки. С учетом (4) выражение (3) можно переписать в виде
То-Т,- бп
:
В выражении (4) все величины известны и оНределяются материалами и конструкцией обмотки, кроме величины Х-в.Обоз- 50 начим через R выражение
бп , бпр Хп 5э
X,np. S
4Я,ст 5э
(6)
С учетом выражения (6) выражение (5) 55 можно переписать в виде
То- Т;.
-R+(7)
Выразим из выражения (7) величину
Рэбв
° - 5э То-Т,-НРэ
(8)
Д.
Величина Ав, является эквивалентной теплопроводностью смеси пропиточный состав - воздух. Эквивалентную теплопроводность смеси можно представить выражение
+
(9)
.+ (),
где Яв, Кп
- соответственно ность воздуха и состава;
теплопровод- пропиточного
Определяют коэффициент пропитки известным способом 0,44.
В стационарном режиме методом сопротивления определяют температуру провода
V,- - объем пропиточного состава в об- 20 ,..°Jlt Ji,,.::: ,-lS-n F« °«.lP° Vo-V/ -
щем объеме смеси Vo; объем воздуха в общем объеме смеси Vo; Vo - объем элементарной полости в обмотке, относящейся к элементарной поверхности паза. Величина Vi/Vo есть коэффициент пропитки в элементарном сечении обмотки.
Поэтому выражение (9) можно преобразовать в виде
gXt R,- lgXn.+ (1- К,-) Igb.(10)
Из выражения (10) имеем lg, lgA,B+ K;lg A,n/A,B (11)
Прологарифмировав выражение (8), лучим
, ., Рэ-бв
, . R-РЭ .(12)
25
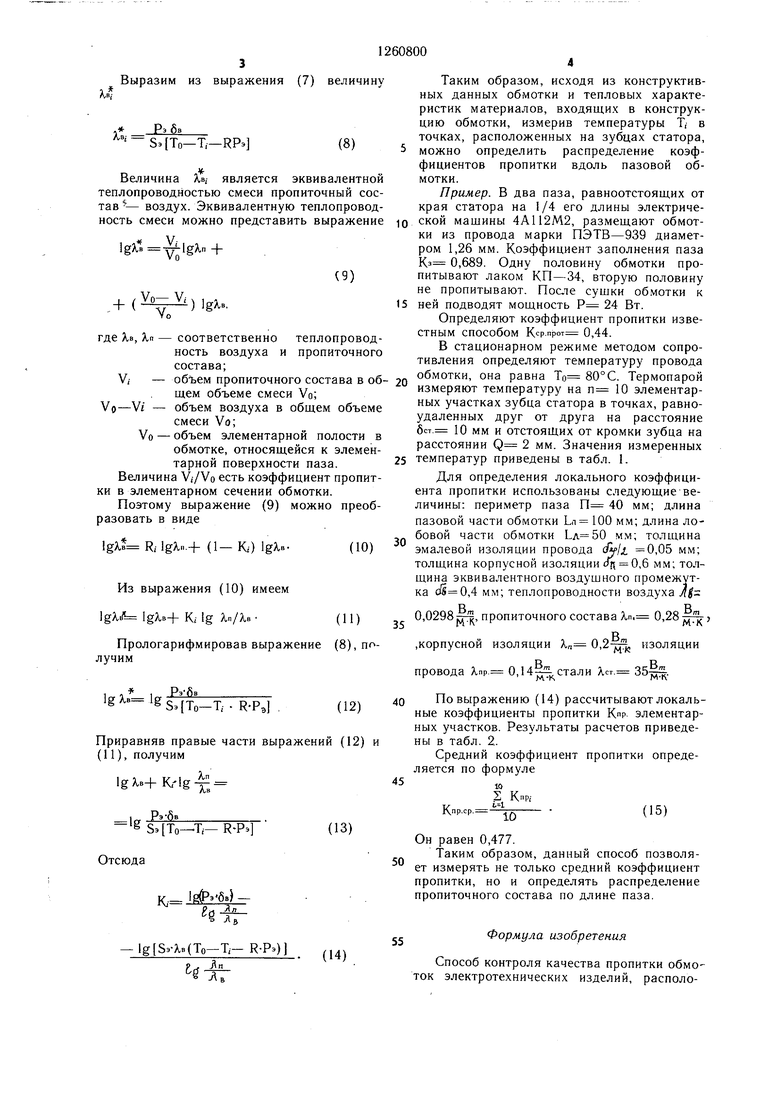
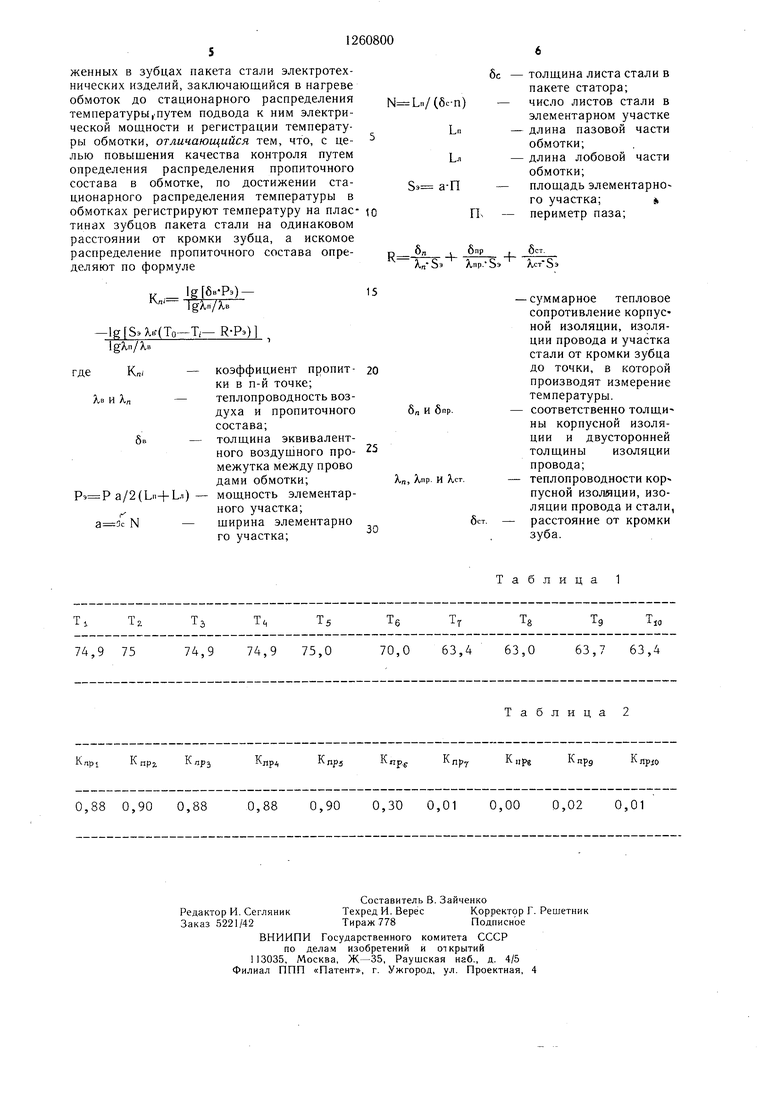
измеряют температуру на п 10 элементарных участках зубца статора в точках, равноудаленных друг от друга на расстояние бст. 10 мм и отстоящих от кромки зубца на расстоянии Q 2 мм. Значения измеренных температур приведены в табл. 1.
Для определения локального коэффициента пропитки использованы следующие величины: периметр паза П 40 мм; длина пазовой части обмотки Ln 100 мм; длина лобовой части обмотки мм; толщина эмалевой изоляции провода (fy-Ji 0,05 мм; толщина корпусной изоляции « 0,6 мм; толщина эквивалентного воздушного промежутка ,4 мм; теплопроводности воздуха Л(
0,0298, пропиточного состава А,п. 0,28
30
,корпусной изоляции
г
1 о 9
Лп- U,Z .j.
изоляции
40
провода Хпр. о, 14 стали Хст. 35.
По выражению (14) рассчитывают локальные коэффициенты пропитки КПР элементарных участков. Результаты расчетов приведены в табл. 2.
Приравняв правые части выражений (12) и (11), получим
,gXB+K, lg-
Рэ-6
1„ ГЭ XIB
- 5э То-Ti-R-Рэ
(13)
Отсюда
К.- ) - Лв
- ,B(To-т,- R-Рэ)
(14)
Таким образом, исходя из конструктивных данных обмотки и тепловых характеристик материалов, входящих в конструкцию обмотки, измерив температуры Т, в точках, расположенных на зубцах статора, можно определить распределение коэффициентов пропитки вдоль пазовой обмотки.
Пример. В два паза, равноотстоящих от края статора на 1/4 его длины электриче- ской машины 4А112М2, размещают обмотки из провода марки ПЭТВ-939 диаметром 1,26 мм. Коэффициент заполнения паза Кз 0,689. Одну половину обмотки пропитывают лаком КП-34, вторую половину не пропитывают. После сушки обмотки к ней подводят мощность Р 24 Вт.
Определяют коэффициент пропитки известным способом 0,44.
В стационарном режиме методом сопротивления определяют температуру провода
,..°Jlt Ji,,.::: ,-lS-n F« °«.lP°
измеряют температуру на п 10 элементарных участках зубца статора в точках, равноудаленных друг от друга на расстояние бст. 10 мм и отстоящих от кромки зубца на расстоянии Q 2 мм. Значения измеренных температур приведены в табл. 1.
Для определения локального коэффициента пропитки использованы следующие величины: периметр паза П 40 мм; длина пазовой части обмотки Ln 100 мм; длина лобовой части обмотки мм; толщина эмалевой изоляции провода (fy-Ji 0,05 мм; толщина корпусной изоляции « 0,6 мм; толщина эквивалентного воздушного промежутка ,4 мм; теплопроводности воздуха Л(
0,0298, пропиточного состава А,п. 0,28 ,
,корпусной изоляции
г
1 о 9
Лп- U,Z .j.
изоляции
0
5
провода Хпр. о, 14 стали Хст. 35.
По выражению (14) рассчитывают локальные коэффициенты пропитки КПР элементарных участков. Результаты расчетов приведены в табл. 2.
Средний коэффициент пропитки определяется по формуле
Кпр.ср.
10
S КПР,
10
(15)
Он равен 0,477.
Таким образом, данный способ позволяет измерять не только средний коэффициент пропитки, но и определять распределение пропиточного состава по длине паза.
Формула изобретения
Способ контроля качества пропитки обмоток электротехнических изделий, расположенных в зубцах пакета стали электротехнических изделий, заключающийся в нагреве обмоток до стационарного распределения температуры,.путем подвода к ним электрической мощности и регистрации температуры обмотки, отличающийся тем, что, с це- лью повышения качества контроля путем определения распределения пропиточного состава в обмотке, по достижении стационарного распределения температуры в обмотках регистрируют температуру на плас тинах зубцов пакета стали на одинаковом расстоянии от кромки зубца, а искомое распределение пропиточного состава определяют по формуле
15
1е бв;Рэ) lgXn/Хв
-1е 5эХв-(То-т,-н-рэ)
IgXn/b
Кп.- коэффициент пропит- 20
ки в п-й точке;
1в и л- теплопроводность воздуха и пропиточного состава;
5в- толщина эквивалентного воздушного про- 25 межутка между прово дами обмотки; Р a/2(Ln+b) - мощность элементар ного участка;
N- ширина элементарно
го участка;
30
KnplК ПР2.Kjjpj
КЛР.;,К npiК пр.у
0,88 0,90 0,880,i
0,90 0,30 0,01 0,00 0,02 0,01
Ln/(6c-n) - Ln
Ьл
5э а-П-
П. -
бс - толщина листа стали в пакете статора; число листов стали в элементарном участке длина пазовой части обмотки;
длина лобовой части обмотки;
площадь элементарно- го участка;
периметр паза;
R
бп, бпр
Я.п 5э Я,пр.
5
0
5
бл и бпр.
Хп, Я,пр. и Я,ст
0
бет.
-суммарное тепловое сопротивление корпус- ной изоляции, изоляции провода и участка стали от кромки зубца до точки, в которой производят измерение температуры.
-соответственно толщи- ны корпусной изоляции и двусторонней толщины изоляции провода;
- теплопроводности кор пусной изоляции, изоляции провода и стали, расстояние от кромки зуба.
Таблица 1
Таблица 2
Кпр7КпрвКпрэ
ЛplO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества пропитки обмоток электротехнических изделий и устройство для его осуществления | 1989 |
|
SU1712904A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593600C1 |
| Способ изготовления статора электрической машины с всыпными обмотками | 1990 |
|
SU1778877A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593601C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2568144C2 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2532541C2 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593825C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2503116C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПРОПИТКИ ОТВЕРЖДАЕМЫМ ПОЛИМЕРНЫМ СОСТАВОМ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2521439C2 |
Изобретение относится к контролю распределения пропиточного состава в обмотках электротехнических изделий. Целью изобретения является повышение качества контроля за счет определения распределения пропиточного состава в обмотке. Для этого обмотку разогревают до стационарной температуры и регистрируют распределение температур на пластинах зубца пакета стали на одинаковом расстоянии от кромки зубца. Получено выражение для расчетов коэффициента пропитки, с помош,ью которого определяется распределение пропиточного состава в обмотках, 2 табл. ю Ю О5
| Барэмбо К | |||
| Н | |||
| и Берштейн Л | |||
| М | |||
| Сушка, пропитка и компаундирование обмоток электрических машин | |||
| М.: Энергия, 1967, с | |||
| Дровопильное устройство | 1921 |
|
SU302A1 |
| Способ контроля качества пропитки обмоток электрических изделий | 1980 |
|
SU868511A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
