Известны ванны для закалки листов непосредственно носле прокатки с использованием прокатного нагрева, снабженные брызгалами.
Описываемая ванна отличается от известных тем, что она смонтирована на рольганге и снабжена подпружиненным подвижным дном, которое при перемегцении вверх поднимает уровень закалочной среды в ванне торцовыми затворами и подвижной траверсой, прижимающей в момент закалки лист к роликам рольганга.
Такое устройство ванны повышает производительность и устраняет коробление листа при закалке.
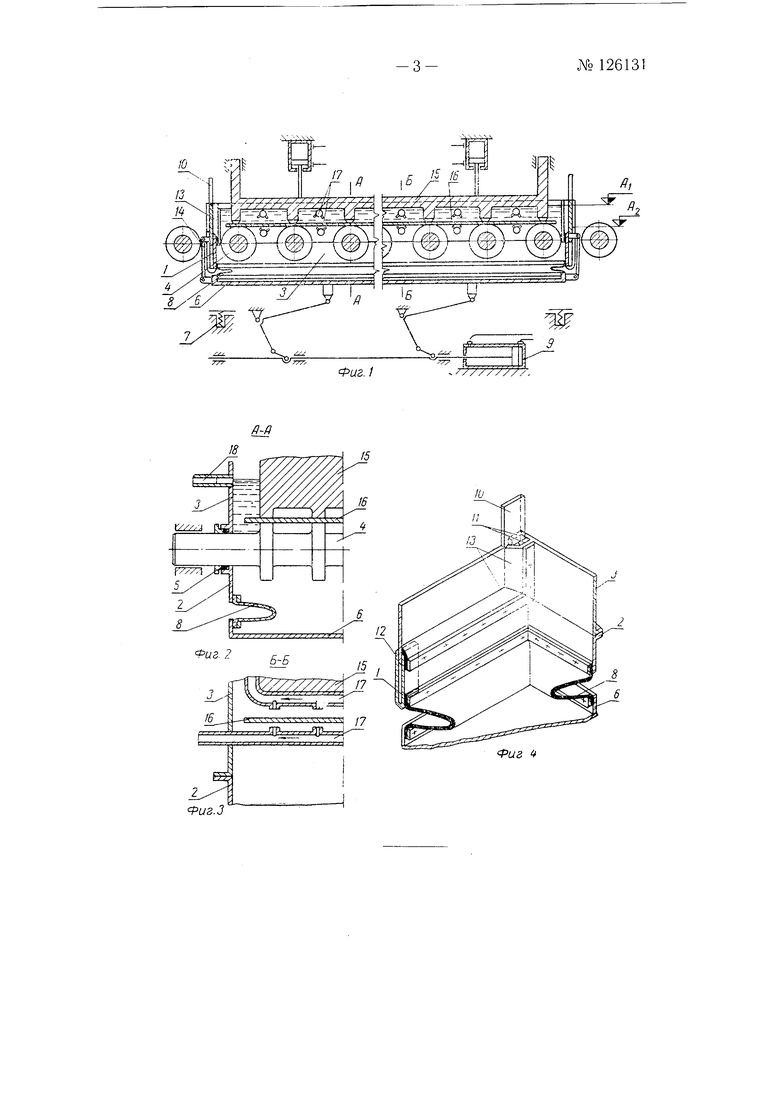
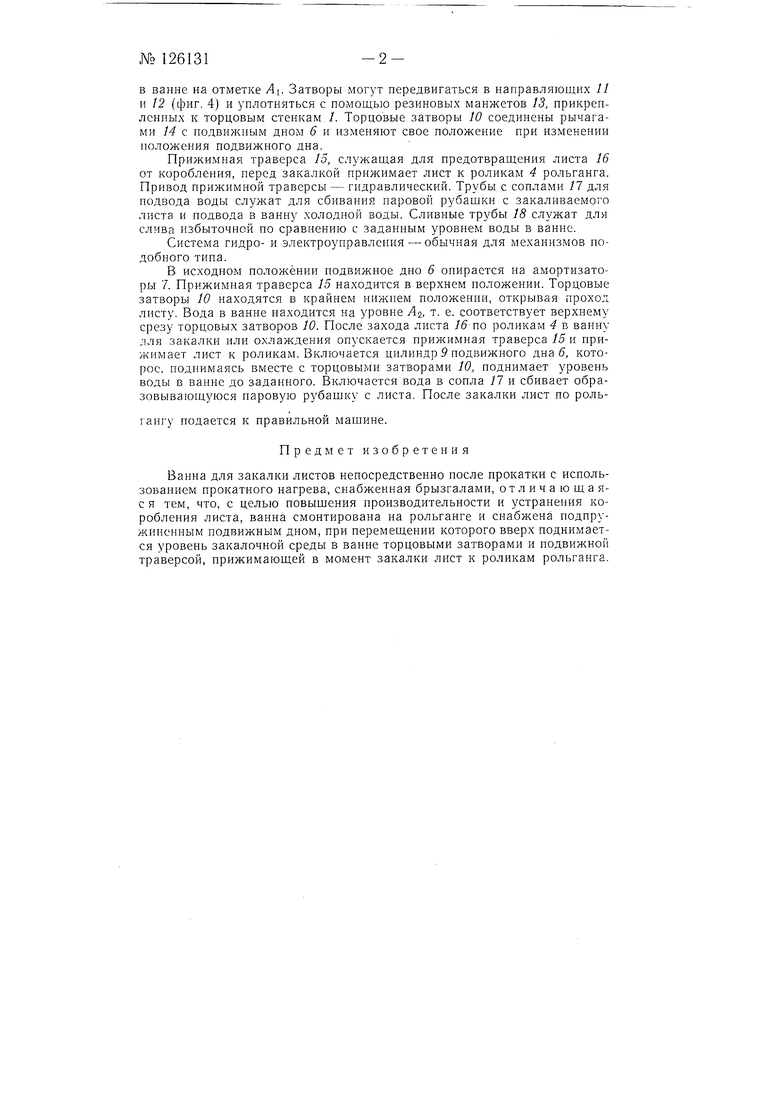
На фиг. 1 схематически изобрал ена ванна для закалки листов; на фиг. 2 - устройство ролика рольгаига, сечение по А А на фиг. 1; на фиг. 3 - устройство труб с соплами, сечение по ББ на фиг. 1; на фиг. 4- устройство торцовых затворов, в аксонометрии.
Описываемая ванна для закалки листов монтируется на рольганге в потоке стана и состоит из: подвижного дна, привода подвижного дна, торцовых затворов, прижимной траверсы, труб с соплами для подвода воды и сливных труб, систем гидро- и электроуправления. Ванна имеет две торцовые стенки / и две боковые стенки. Нижние части 2 боковых стенок крепятся к фундаменту или раме рольганга. Верхние части 3 боковых стенок крепятся к нижним болтам. В приливах боковых стенок сделаны расточки, через которые проходят шейки роликов 4, уплотняемые сальниковым унлотнением 5.
Подвижное дно 6 служит для изменения уровня воды в ванне. В исходном состоянии дно 6 опирается на пружинные амортизаторы 7 и соединяется с ванной при помош;и резиновой или другой эластичной полосы S, чтобы находящаяся в нем вода не имела утечки. Изменение положения подвижного дна 6 производится с помош ыо гидравлического цилиндра 9, соединенного с дном системой рычагов. Торцовые затворы 10 служат для предотвращения утечки воды через торцовые стенки 1 при перемещении подвижного дна б в верхнее положение, соответствующее уровню вод1л
М 126131-2в ванне на отметке AI. Затворы могут передвигаться в направляющих 11 и 12 (фиг. 4) и уплотняться с помощью резиновых манжетов 13, прикрепленных к торцовым стенкам /. Торцовые затворы 10 соединены рычагами 14 с подвижным дном 6 и изменяют свое положение при изменении положения подвижного дна.
Прижимная траверса 15, служащая для предотвращения листа 16 от коробления, перед закалкой прижимает лист к роликам 4 рольганга. Привод прижимной траверсы - гидравлический. Трубы с соплами 17 для подвода воды для сбивания паровой рубащки с закаливаемого листа и подвода в ванну холодной воды. Сливные трубы 18 служат для слива избыточной по сравнению с заданным уровнем воды в ванне.
Система гидро- и электроуправления - обычная для механизмов подобного типа.
В исходном положении подвижное дно 6 опирается на амортизаторы 7. Прижимная траверса 15 находитея в верхнем положении. Торцовые затворы 10 находятся в крайнем нижнем положении, открывая проход листу. Вода в ванне находится на уровне А-2, т. е. соответствует верхнему срезу торцовых затворов 10. После захода листа 16 по роликам 4 в ванну для закалки или охлаждения опускается прижимная траверса/5 и прижимает лист к роликам. Включается цилиндр 5 подвижного дна 5, которос, поднимаясь вместе с торцовыми затворами 10, поднимает уровень воды в ванне до заданного. Включается вода в сопла 17 и сбивает образовывающуюся паровую рубашку с листа. После закалки лист по рольгангу подается к правильной машине.
Предмет изобретения
Ванна для закалки листов непосредственно после прокатки с использованием прокатного нагрева, снабженная брызгалами, отличающаяс я тем, что, с целью повышения производительности и устранения коробления листа, ванна смонтирована на рольганге и снабжена подпружиненным подвижным дном, при перемешении которого вверх поднимается уровень закалочной среды в ванне торцовыми затворами и подвижной траверсой, прижимающей в момент закалки лист к роликам рольганга.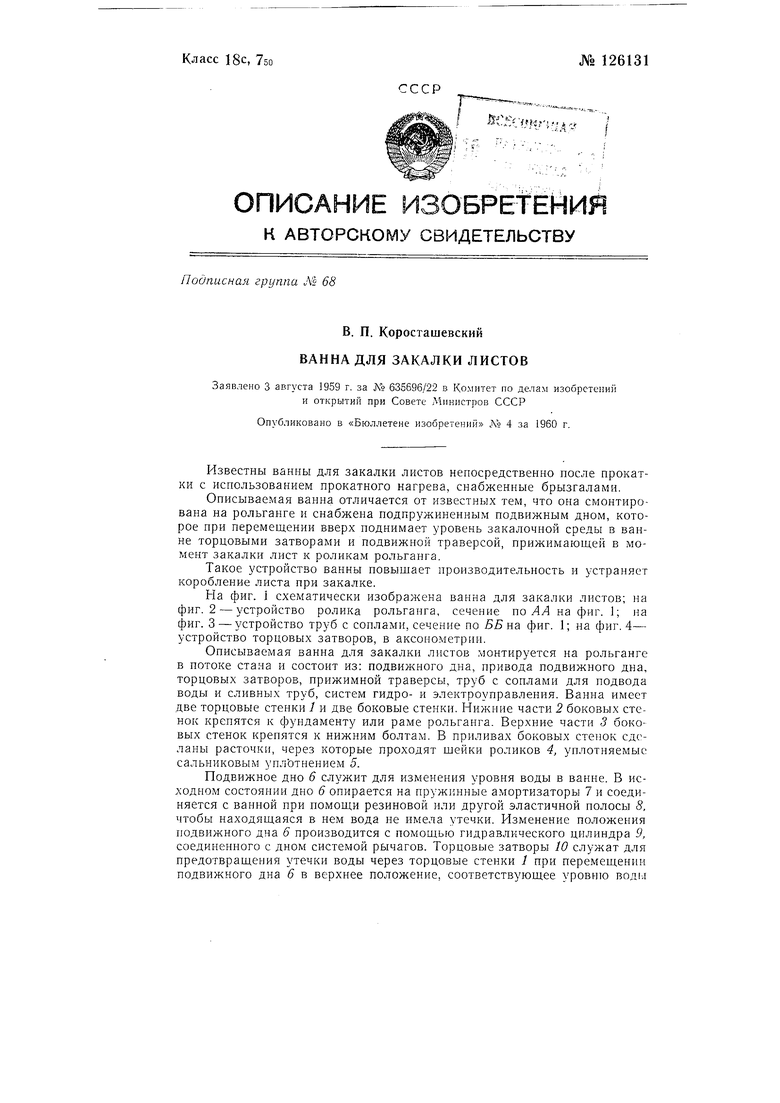
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разметки листов | 1959 |
|
SU127427A1 |
| Устройство для закалки листового проката | 1976 |
|
SU611941A1 |
| Машина для маркировки листового металла | 1956 |
|
SU108068A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Устройство для закалки изделий | 1981 |
|
SU1100323A1 |
| Устройство для закалки рельсов | 1932 |
|
SU52001A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА | 1973 |
|
SU382696A1 |
| АГРЕГАТ ДЛЯ ОБЪЕМНОЙ ЗАКАЛКИ РЕЛЬСОВ | 1969 |
|
SU232994A1 |
| Закалочный агрегат для термического упрочнения длинномерного проката | 1969 |
|
SU298217A1 |
| Приспособление для захвата грузов | 1959 |
|
SU127013A1 |