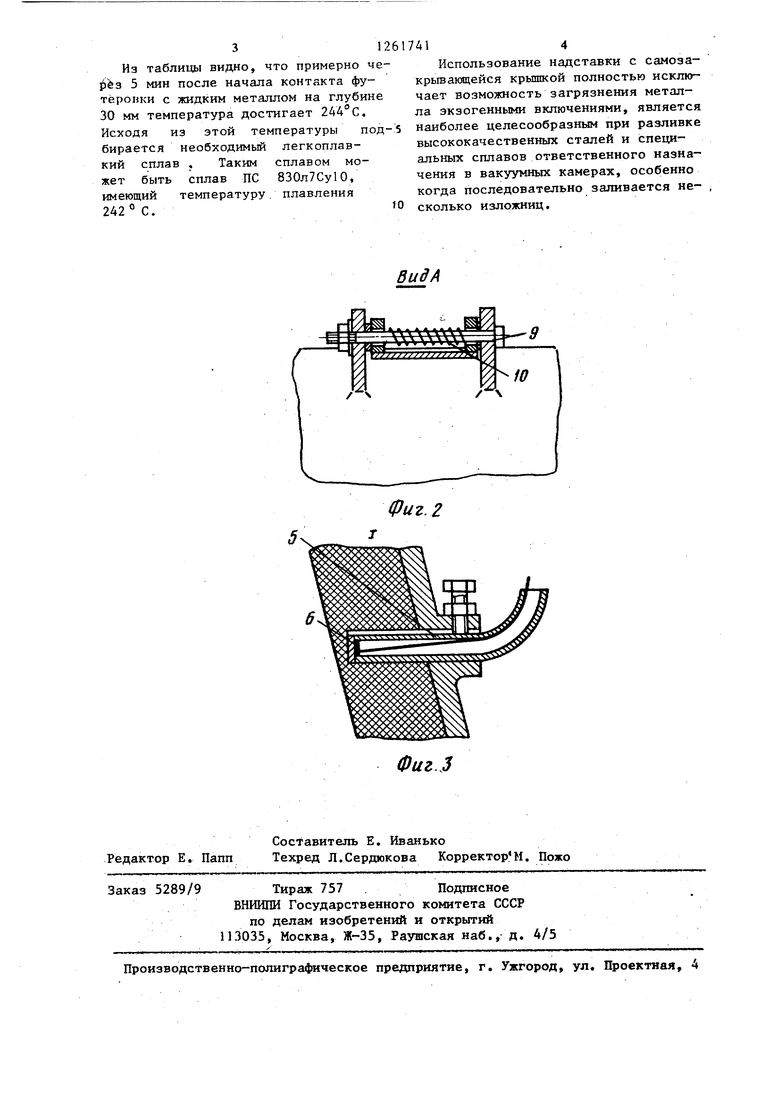
Изобретение относится к металлургическому производству и может быть использовано при разливке стали. Цель изобретения - повьшение качества слитка. На фиг о I изображена надставка в собранном виде; на фиг. 2 - вид А на фиг. 1 (пружина сжатия и шарнирное крепление крышки на оси); на фиг 3узел I на фиг. 1 (металлический стакан и жесткое крепление одного конца гибкой связи с его дном из легкоплав кого материала) Конструктивно надставка выполнена следукщим образом. На изложнице 1 установлен корпус 2, имеющий футерованную стенку 3 и теплоизоляционную крышку 4 В боковой стенке корпуса 2 и футерованной стенки 3 выполнено глуходонное отвер стие, в KOTopioe вставлен стакан 5, дно 6 которого выполнено из легкоплавкого материала, жестко связанного с одним концом 1 ибкой связи 7, выполненной, например, в виде тросика, другой конец жестко связан с крышсой t футерованной теплоизоляционным материалом 8. Крышка шарнир- но на оси 9 закреплена в проушинах корпуса 2 и связана с ним пружиной 10 Закрывание крышкой прибыльной над ставки осуществляется следуницим образом. По.мере наполнения изложницы жидким металлом происходит прогревание теплоизоляционной футеровки надставки. Максимальный нагрев этой футеровки происходит nocjle полного наполнения жидким металлом изложницы и 41J прибьшьной надставки. В этот момент расплавляется дно 6 стакана из легкоплавкого материала, освобождая при этом конец гибкой связи. После этого крьпцка 4 под действием пружины 10 накрывает прибыпьную надставку. Толщина теплоизоляционной футеровки между дном стакана и жидким металлом может рассчитываться или выбирается опытным путем таким образом, чтобы сразу же после необходимого наполнения изложницы и прибьшьной надставки происходило полное расплавление легкоплавкого материала дна стакана. П р и м е р. Разливка в изложницы емкостью 15 т. Время наполнения тела слитка (до прибыльной надставки) составляет примерно 6-8 мин. Время наполнения прибьшьной надставки составляет 2-3 мин. Еще 1-2 Мин необходимы для отъезда ковша от изложницы, если разливка производится из ковша. Исходя из этого время закрывания крьш1кой прибьшьной надставки должно составлять около -5 мин, считая от момента под ход а жидко го метал-ла к прибьшьной надставке. Это значит, что дно 6 стакана должно расплавиться через 5 мин. Расчет ТОЛ1Щ1НЫ теплоизоляционной футеровки между дном стакана и поверхностью соприкасающейся с жидким металлом рассчитывается. Данные расчета по определению температуры на разной глубине футеровки, выполненной из шамота, в зависимости от времени контакта с жидким металлом представлены в таблице.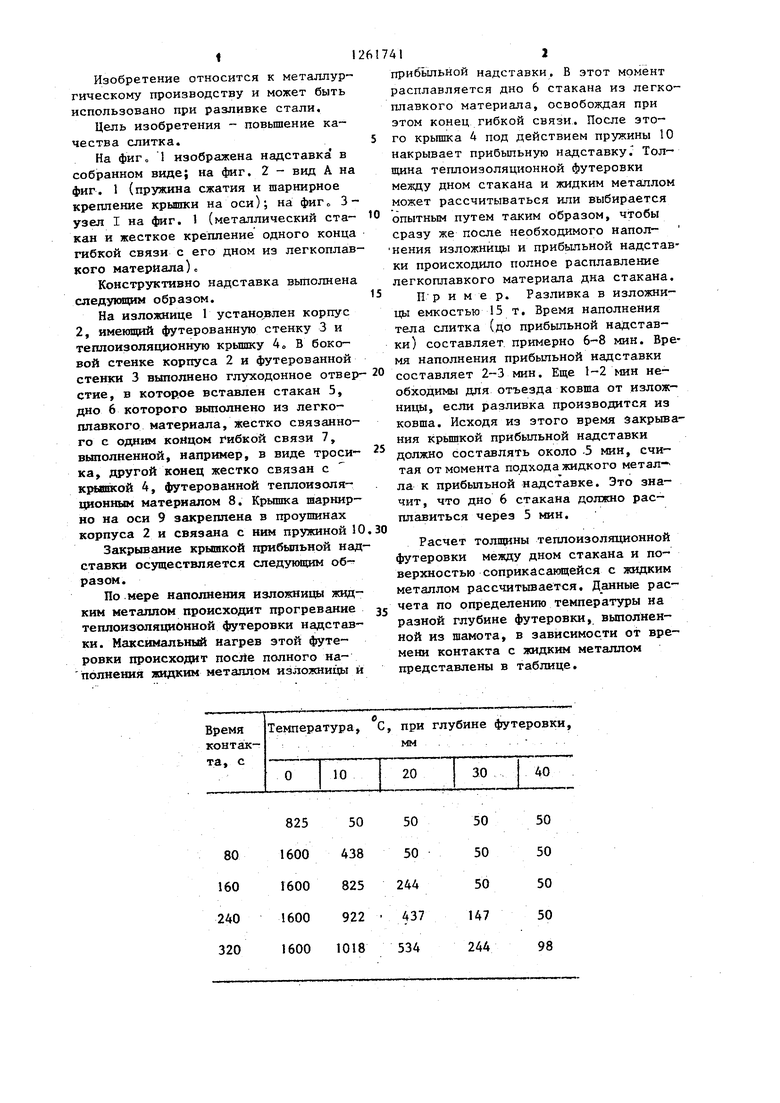
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Способ скоростной разливки спокойной стали и устройство для его осуществления | 1989 |
|
SU1675047A1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛА И ШЛАКА ПРИ РАЗЛИВКЕ СТАЛИ В ИЗЛОЖНИЦЫ | 2008 |
|
RU2410190C2 |
| УТЕПЛЯЮЩАЯ НАДСТАВКА ДЛЯ ПРИБЫЛЬНОЙ ЧАСТИ СЛИТКА | 2007 |
|
RU2368455C2 |
| Прибыльная надставка | 1979 |
|
SU772689A1 |
| Способ производства слитков коррозионно-стойких титансодержащих сталей | 1989 |
|
SU1713722A1 |
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2470735C2 |
| Изложница для слитков | 1977 |
|
SU728982A1 |
| Устройство для отливки слитков сверху | 1983 |
|
SU1189568A1 |

| Устройство для разливки металла снизу под слоем шлака | 1976 |
|
SU630028A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Крышка для изложницы | 1975 |
|
SU610607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
