Изобретение относится к машиностроению и может быть использовано при металлообработке деталей методом поверхностного пластического деформирования.
Целью изобретения является повышение качества обработки за счет увеличения глубины наклепанного слоя, исключения перенаклепа и волнистости обрабатываемой поверхности.
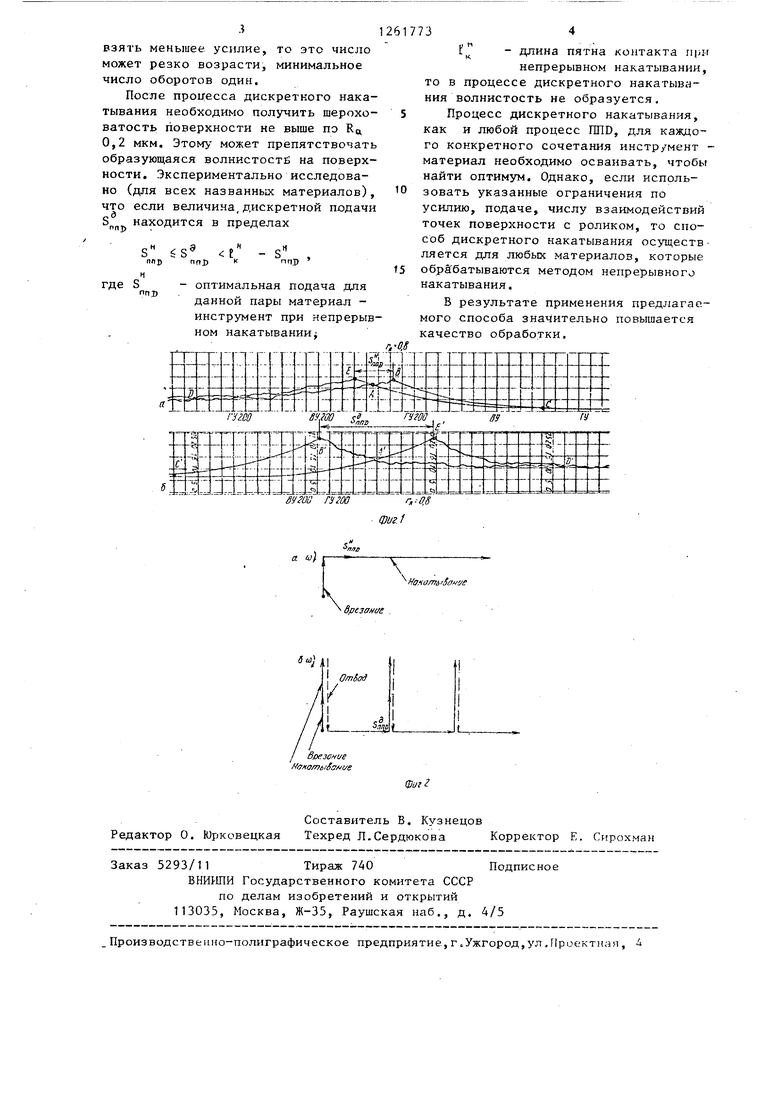
Па фиг. 1 представлены профилограммы непрерывного накатывания (а) и дискретного накатывания (б), на фиг. 2 - схемы непрерывного накатьшания (а) и дискретного накатывания (б)
После периодического воздействия ролика на обрабатьшаемую поверхность и его отвода снимают профилограмму D А в С в одинаковом масштабе по вертикали и горизонтали, равном 200 на профилографе мод. 252 с фиксацией определенной базы отсчета. Затем происходит смещение ролика на величину подачи S и снова цикл обработки. От единой точки отсчета на той же бумаге и в том же масштабе записывают вторую профилограмму D Е А С . Следовательно, объем металла А Вс, смещаемый за цикл обработки, является главным фактором, оказывающим влияние на деформационное упрочнение поверхностного слоя. Схема деформации при этом по сравнению с известным накатыванием совершенно иная В этом случае деформационно упрочнен . ньй объем металла раздавливается преимущественно вглубь и частично вперед, а при известном накатывании металл смещается преимущественно вперед и частично вглубь, т.е. при предлагаемом способе дискретного накатывания поле линий скольжения металла иное. Аналогично по технологии получены профилограммы фиг. 1а . При непрерывном накатывании (фиг. 2 с ) деталь, зажатая в суппорте токарного станка, приводится во вращение с угловой скоростью uJ , Роликовьй инструмент после врезания в поверхность детали начинает непрерывную обработку с подачей накатывания S. При дискретном накатывании (фиг. 28) после осуществления врезания во вращающуюся деталь с oJ начинается период обработки, т.е. качение ролика по поверхности детали без осевой подачи. Затем осуществляют отвод ролика из зоны контакта, смещение свободного инструмента на неличину подачи S и далее врезание, и цикл повторяется.
П р и.м е р. Режимы способа: Р 3,0 кН, 0,4 мм/об, h 12,5 об/мин, число взаимо;;ействия точек поверхности с роликом 4. Технология способа; включение вращения зажатой в патроне станка детали; врезание ролика с усилием 3,0 кН без осевой подачи в поверхность и продолжение процесса в течение четырех оборотов детали; отвод вручную роликового инструмента ПИВ из зоны конта та, осуществление вручную осевой подачи на величину 0,4 мм; врезание роллка с усилием 3,0 кН и т.д.
В результате получена шероховатость поверхности 0,2 нкм, т.е. как при известном накатывании. Однако глубина наклепанного слоя при непрерывном накатывании, принятом за прототип и базовый объект, составляет 0,4 - 0,65 мм, а при дискретном 1,5 - 2,0 мм, т.е. примерно в 3 раза больше. Если использовать качение без осевой подачи до девяти взаимодействий точек поверхности с роликом, то в вершине осевой волны первыми начинают зарождаться трещины. Это приводит к ухудшению качества обработки. Аналогичная картина наблюдается и при обработке сталей ШХ-15, 40Х, У8, Если использовать оптимальное усилие непрерывного накатывания, то для того же сочетания инструмент - материал число взаимодействий точек поверхности с роликом при обработке сталей не должно превышать восьми.
Аналогичные эксперименты проведены при обработке титановых сплавов ВТ-16 отож., ВТ-16 терм., ВТЗ-1, которые относятся к разряду труднодеформируемых. В данном случае число взаимодействий точек поверхности не должно превышать двадцать. Ограничение восемью сверху охватывает и другие материалы, обрабатываемые методом ППВ, т.е-, превышение этого значения приводит к такому накоплению деформации в вершине волны, что для некоторых материалов начинается процесс разрушения. Для различных материалов эти значения различны и всегда меньше или равны восьми (при использовании оптимального усилия непрерывно1о накать вания) . Если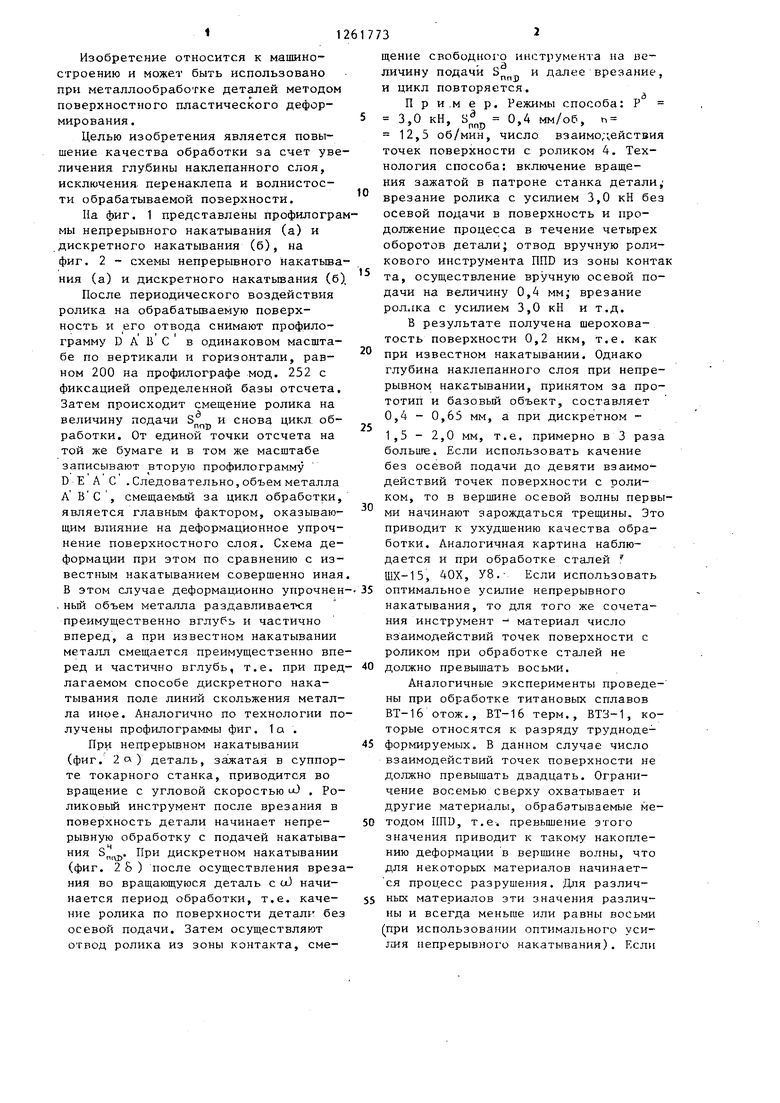
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2423219C2 |
| Накатной ролик | 1990 |
|
SU1816671A1 |
| Способ изготовления профильных абразивных кругов | 1979 |
|
SU770768A2 |
| Деформирующий инструмент для накатывания с одновременной правкой деталей | 1989 |
|
SU1682141A1 |
| Устройство для чистовой упрочняющей обработки поверхностей вращения | 1985 |
|
SU1696285A1 |
1. СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ, включающий вращение детали и принудительную осевую подачу инструмента относительно поверхности детали, отличающийся тем, что, с целью повьппения качества обработки за счет увеличения глубины наклепанного слоя, на обработанную поверхность инструментом воздействуют периодически, причем его осевую подачу осуществляют дискретно после вывода инструмента из контакта с обрабатьшаемой поверхностью, 2.Способ поп, 1, отличающийся тем, что, с целью повышения качества обработки за счет исключения возможности возникновения перенаклепа, число взаимодействий каждой точки обрабатьшаемой поверхности с инструментом не превышает восьми.. 3.Способ по пп, 1 и 2, о т л ичающийся тем, что, с целью повышения качества обработки за счет исключения волнистости, величину дискретной подачи накатывания S выбиа и рают в пределах ,Э S - S, ппЗ) nnD nnj) где S, оптимальная подача для ПГЦ) данной пары материал - ий- 2 струмент при непрерывном накатывании j tS№& длина пятна контакта при ю непрерывном накатьшакии. о «i ч ш
| Шнейдер Ю.Г | |||
| Инструмент для чистовой обработки металлов давлением | |||
| - Л.: Машиностроение, 1971, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
