Изобретение может быть использовано в любой отрасли машино- и приборостроения при правке наружных поверхностей вращения с прямолинейной образующей с одновременным накатыванием.
Цель изобретения - повышение качества обработанных деталей.
На фиг.1 представлена общая схема воздействия инструмента на обрабатываемую деталь; на фиг.2 - ролик со средним упругим элементом; на фиг.З - то же. средний элемент выполнен в форме пустотелой тонкостенной замкнутой полости, заполненной упругой средой.
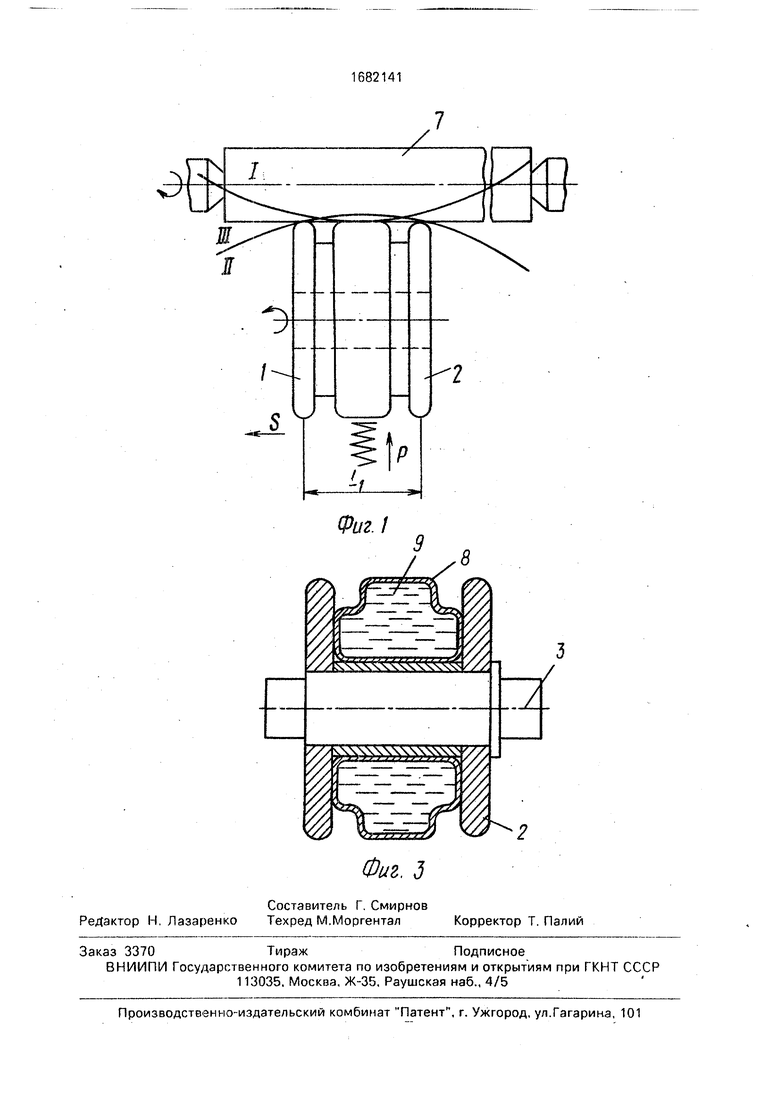
Ролик (фиг.2) состоит из двух накатных дисков 1 и 2 весьма высокой жесткости, напрессованных на ось 3. Диски разделяет втулка 4, на которую напрессовано кольцо 5, изготовленное из упругой резины с высокой жесткостью, На кольцо 5 напрессовано тонкостенное стальное кольцо 6. Диаметры дисков 1 и 2 и кольца 6 равны. В накатном приспособлении предусмотрена самоустановка ролика по образующей обрабатываемой детали 7.
Приспособление с роликом устанавливают в начале обрабатываемой поверхности и создают усилие накатывания Р, например, пружиной. Детали 7 сообщают вращение ролику - осевую подачу S. Ролик, вращаясь от детали 7, производит ППД ее поверхности.
На фиг.З показан вариант ролика, средний накатной элемент которого выполнен в форме пустотелой замкнутой тонкостенной полости 8, заполненной упругой средой 9.
При обкатывании обрабатываемой детали все описанные ролики последовательно занимают относительно нее три характерных положения (фиг.1). При этом усилие накатывания Р будет по-разному распределяться на накатные элементы ролика,
Пример. Необходимо выправить вал диаметром Оз 65 мм (Нз 32, 5 мм), длиной d 700 мм. Максимальная ожидаемая величина его прогиба F 0,35 мм. Конструктивно принимаем диаметр ролика D2 60 мм (R2 30 мм).
Для повышения эффективности процесса правки радиусы профилей крайних накат- ных дисков RI следует принимать минимально возможными.
Принимаем радиусы профилей крайних накатных дисков равными между собой: RI 1 мм.
Глубину упрочненного слоя а подсчитываем по формулам р
(1)
т 1+0,07р;(2)
,JL,
р Ri R2 R3 (
где Р - усилие накатывания на ролике; ат - предел текучести материала обрабатываемой детали;
р- приведенный радиус кривизны. Рассмотрим вначале работу ролика по фиг.1. Принимаем: усилие накатывания 0 р 1520 кг -const; расстояние между крайними профилями ролика t 220 мм, тогда f 0,04 мм. Принимаем жесткости роликов одинаковыми.
При обкатывании вогнутой поверхности 5 вала (положение II на фиг.1) усилие Р распределяется на два крайних элемента поровну. Глубина наклепанного слоя ai, pai читанная по формулам (1)-(3), составит ai 3,05 мм.
0 При обкатывании выпуклой поверхности детали (положение I) усилие Р полностью передается через средний накатный элемент. Однако, так как он выполнен цилиндрическим, то в формуле (3) слагаемое 5 i/R i обращается в ноль, а глубина наклепанного слоя 32 2,19 мм
31 32.
Когда вал в процессе обкатывания выпрямителя полностью или изначально ока0 жется не искривленным, усилие Р (положение III) распределится равномерно на все три профиля. В этом случае аз 1,27 мм.
5 Рассмотрим работу ролика по фиг.2. Принимаем те же исходные данные, что и в предыдущем примере. Кроме того, выбираем следующие величины жесткостей: жесткость нагружающей пружины, создающей
0 усилие накатывания Pj 100 кг/мм, жесткость крайних накатных элементов ji 60000 кг/мм, жесткость среднего элемента J2 40000 кг/мм.
При обкатывании вогнутой поверхности
5 вала, как и в предыдущем примере ai 3,05 мм.
При обкатывании выпуклой поверхности вала в связи с пониженной жесткостью среднего накатного элемента его радиус R2
0 искажается и увеличивается до R. Принимаем R12 90 мм. Тогда а12 1,72 мм.
При определенном соотношении жест- костей ji и J2, расстояния Ји прогиба вала f при обкатывании выпуклой поверхности вала она может прийти в соприкосновение со всеми тремя профилями. Тогда а 2 1,27 мм. После того, как вал в процессе правки выпрямится, усилие накатывания Р распределится между накатными элементами неравномерно, так как ji э J2. Известно, что
5
,Р У
Перепишем это уравнение для крайних накатных элементов в виде
Pl YlJl(5)
для СНЭ - в виде
Р2 Y2J2.(6)
Поделим почленно уравнения (5) и (6) друг на друга:
PI yiii
Р2
У2 J2
(7)
Кроме того, очевидно, что,.
2Pi + P2 P.(H)
Решая совместно систему уравнений (7) и (8), находим силы Pi и Р2. В нашем случае Pi 345 кг, Р2 830 кг. аз 1, 27 мм.
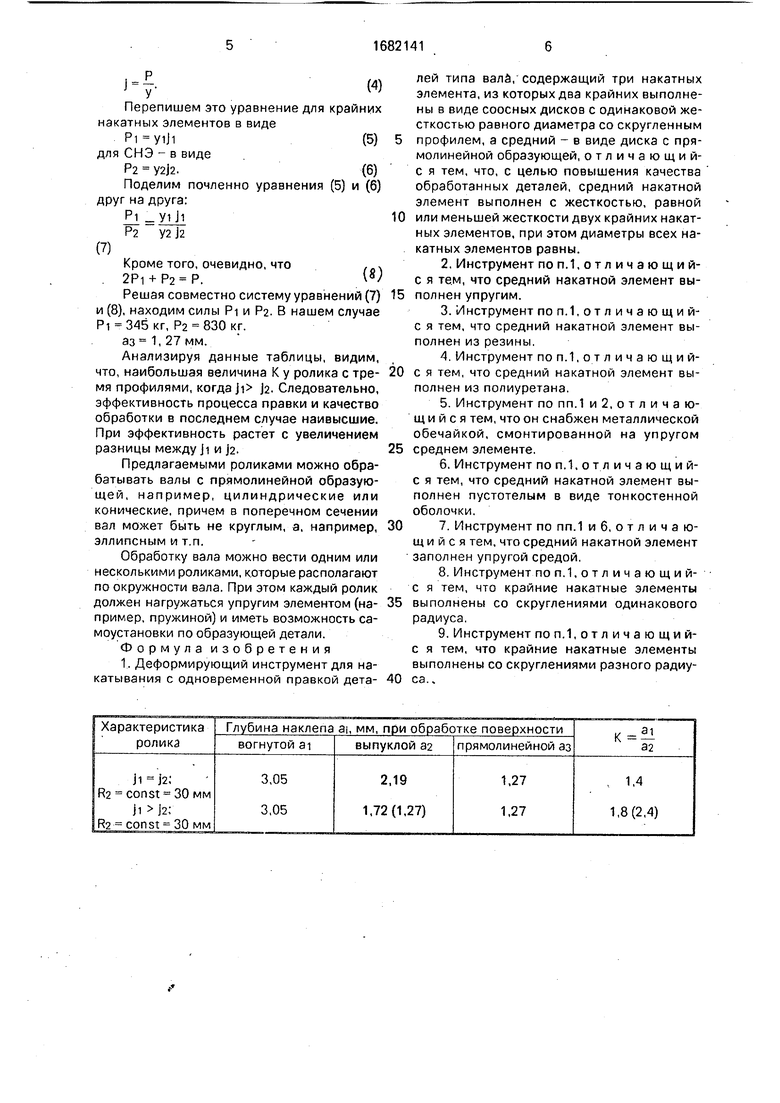
Анализируя данные таблицы, видим, что, наибольшая величина К у ролика с тре- мя профилями, когда ji J2. Следовательно, эффективность процесса правки и качество обработки в последнем случае наивысшие. При эффективность растет с увеличением разницы между ji и J2.
Предлагаемыми роликами можно обрабатывать валы с прямолинейной образующей, например, цилиндрические или конические, причем в поперечном сечении вал может быть не круглым, а, например, эллипсным и т.п.
Обработку вала можно вести одним или несколькими роликами, которые располагают по окружности вала. При этом каждый ролик должен нагружаться упругим элементом (на- пример, пружиной) и иметь возможность самоустановки по образующей детали. Формула изобретения 1. Деформирующий инструмент для накатывания с одновременной правкой дета-
10
15
20 25
30
35 40
лей типа вала, содержащий три накатных элемента, из которых два крайних выполнены в виде соосных дисков с одинаковой жесткостью равного диаметра со скругленным профилем, а средний - в виде диска с прямолинейной образующей, отличающий- с я тем, что, с целью повышения качества обработанных деталей, средний накатной элемент выполнен с жесткостью, равной или меньшей жесткости двух крайних накатных элементов, при этом диаметры всех накатных элементов равны.
2.Инструмент поп.1,отличающий- с я тем, что средний накатной элемент выполнен упругим.
3.Инструмент поп.1,отличающий- с я тем, что средний накатной элемент выполнен из резины.
4.Инструмент по п.1, о т л и ч а ю щ и й- с я тем, что средний накатной элемент выполнен из полиуретана,
5.Инструмент по пп.1 и2,отличаю- щ и и с я тем, что он снабжен металлической обечайкой, смонтированной на упругом среднем элементе.
6.Инструмент поп.1,отличающий- с я тем, что средний накатной элемент выполнен пустотелым в виде тонкостенной оболочки.
7.Инструмент по пп.1 и 6, отличающий с я тем, что средний накатной элемент заполнен упругой средой.
8.Инструмент по п.1, о т л и ч а ю щ и й- с я тем, что крайние накатные элементы выполнены со скруглениями одинакового радиуса.
9.Инструмент поп.1,отличающий- с я тем, что крайние накатные элементы выполнены со скруглениями разного радиуса..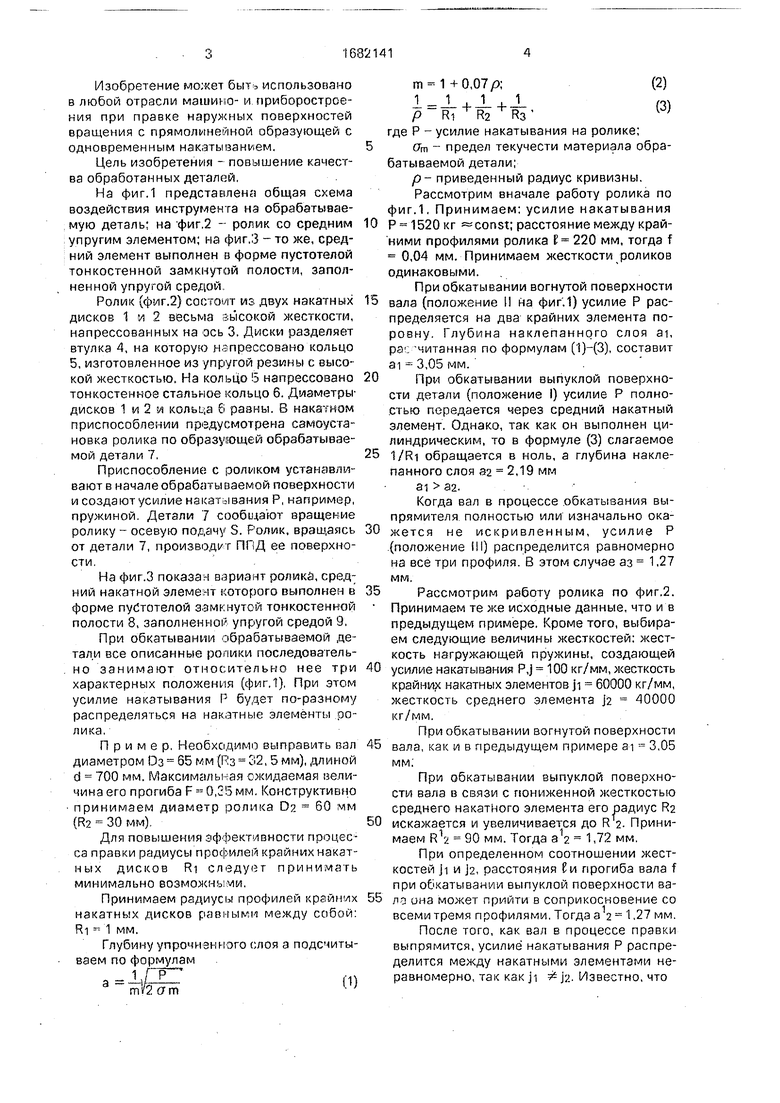
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатной ролик | 1990 |
|
SU1816669A1 |
| Накатной ролик | 1990 |
|
SU1816670A1 |
| Накатной ролик | 1990 |
|
SU1816671A1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812081A1 |
| Накатная головка | 1990 |
|
SU1816668A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812082A1 |
| Головка для правки с одновременным накатыванием деталей типа вала | 1989 |
|
SU1682148A1 |
| Способ комбинированной обработки цилиндрических валов | 1990 |
|
SU1771933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
Изобретение относится к машино- и приборостроению при обработке валов с прямолинейной образующей для правки и накатывания. Цель изобретения - повышение качества обработанных деталей Ролик 7 выполнен из трех накатных элементов. Два крайних элемента выполнены в виде дисков 1 и 2 высокой жесткости, которые имеют радиусный профиль, напрессованы на ось 3 и разделены втулкой 4. Средний накатной элемент имеет меньшую жесткость - на втулку 4 напрессовано кольцо 5 из упругого материала, например резины, а на него надето тонкостенное стальное кольцо 6 Ролик самоустанавливается по образующей детали 7 При обкатывании вогнутой поверхности вала (положение II) работают диски 1 и 2, осуществляя интенсивное ППД поверхности. При обработке выпуклой поверхности (положение I) в связи с упругостью среднего элемента интенсивность ППД резко уменьшается За счет этой разницы ППД идет процесс правки 8 з п ф-лы, 3 ил , 1 табл (л 2
э
Фиг. I
А
t
| Кудрявцев П.П | |||
| Новые способы правки валов | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
