(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ АБРАЗИВНЫХ
1
Изобретение относится к области изготовления профильных абразивных кругов.
Известен способ изготовления профильных абразивных кругов, по кото- 5 рому профилирование круга осуществляют накатным роликом, используя пластическое деформирование связующего абразивного круга Cll .
Недостаток известного способа 10 заключается в низкой производительности, что обусловлено медленным протеканием процесса пластического деформирования.
Целью изобретения является повы- 5 шение производительности процесса путем снижения остаточных напряжений в абразивном слое и увеличения его деформируемости.
Цель достигается тем, что в из- 20 вестном способе изготовления профильных абразивных кругов одновременно с профилированием рабочей поверхности круга накатным роликом осуществляют электрохимическую обработ- 25 ку связки круга фасонным .катодоминструментом, профиль которого идентичен профилю накатного ролика.
Известно, что скорость анодного растворения деформированного метсШКРУГОВ
2
:ла выще, чем недеформированного 2, При профилировании кругов пластическим деформированием, когда накатной ролик постепенно внедряется в обрабатываемую поверхность круга, недеформированные участки круга чередуются с деформированными. Следовательно, при одновременном осуществлении процесса электрохимического растворения рабочей поверхности круга имеет место избирательный процесс анодного растворения. Это приводит.к увеличению производительности формирования фасонного профиля. Совмещение данных процессов во времени приводит к непрерывному удалению образующегося в процессе накатывания наклепанного слоя, что снижает остаточные напряжения в абразивном слое и увеличивает его деформируемость.
Для увеличения эффективности процесса изготовления профиля круга электрохимическую обработку ведут фасонным катодом-инструментом, профиль которого идентичен профилю накатного ролика, при этом профили ролика и катода-инструмента совмещают с осевым направлением круга.
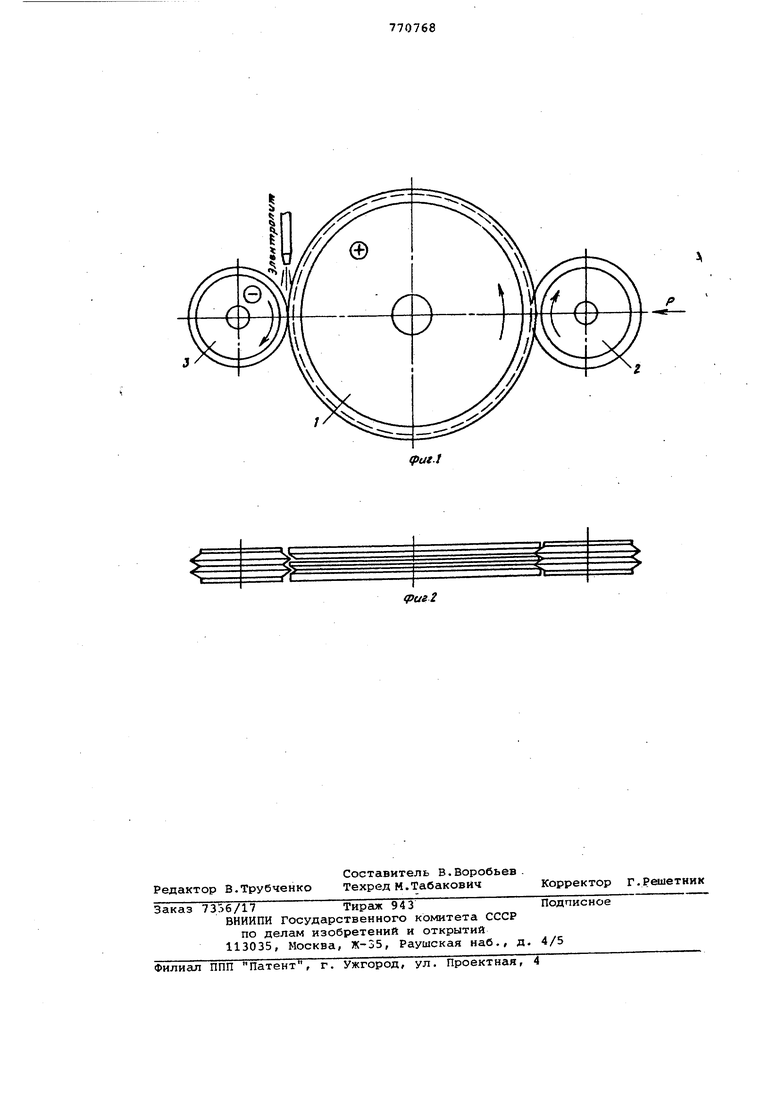
На фиг. 1 и 2 изображена схема изготовления профильного абразивно го круга по предлагаемому способу. Принудительно вращагащийся абразивный круг 1 обкатывают накатным роликом 2 при нормальном усилии деформирования . Одновременно с обкатыванием к кругу подводят катод-инструмент 3с некоторым зазором, в кторый подается электролит. Процесс электрохимического растворения проиходит при подключении круга и катодинструмента к источнику постоянного тока. Использование фасонного катода-инструмента (фиг. 1) приводит к пpeи ryu ecтвeннo дy анодному растворению связки круга в местах с наименьшим зазором. При совмещении профиля катода-инструмента с профилем ролика в осевом направлении круга значительно повышается точность обработки.
Пример. Проводят профилирование резьбового многониточного круга с шагом резьбы 2 мм из круга АПП 150x10x32x5 АСВ 100/80 Ml 100% на токарно-винторезном станке мод. 16К20 при помощи накатного приспособления, установленного на суппор.те станка. Алмазный круг, закрепленный в оправке, устанавливают в шпинделе станка. Дисковый фасонный катод-инструмент устанавливают в специальном приспособлении на суппорте станка с обратной стороны алмазного круга. Приспособление представляет собой корпус, в котором в подшипниках установлен шпиндель, приводимый во вращение электродвигателем. Приспособление с катодоминструментом, закрепленным в шпинделе,, перемещается по направляющим типа ласточкин хвост при помощи ходового винта в направлении, параллельном оси алмазного круга для совмещения профилей катода-инструмента и накатного ролика..
При профилировании в качестве . источника тока используют выпрямитель ВСА 600/300 с регулятором напряжения РНТ-220-200.
Процесс профилирования осуществляют следующим образом. К вращаг ющемуся со скоростью 12,5 об/мин алмазному кругу с усилием б кН поджимается накатной ролик. С обратной стороны к алмазному кругу подводитя ся вращающийся со скоростью 13бОоб/мин фасонный катод-инструмент, профиль которого предварительно совмещен в осевом направлении с профилем накатного ролика. При включении напряжения 12 В и подаче электролита 5 в межэлектродный промежуток одновременно с процессом пластического деформирования происходит электрохимическая обработка поверхности гшмазного круга. Время профилирования 0 по предлагаемому способу 1 мин.
Использование предлагаемого способа обеспечивает j
увеличение производительности
процесса изготовления абразивных
5 кругов на металлических связках;
увеличение точности получаемого .профиля.Формула изобретения
Спосо.б изготовления профильных абразивных кругов по авт. св. 218004, отличающийся тем, что, с целью повышения производительное- ти процесса, одновременно с профилированием абразивного круга накатным роликом приводят операцию электрохимического растворения связки.
Источники информации, принятые во внимание при экспертизе 0 1. Авторское свидетельство СССР № 218004, кл. В 24 D 5/02, 1966.
2. Электрохимическая размерная обработка металлов. Издательство Штиинца, 1974, с. 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| Способ изготовления профильного шлифовального круга на металлической связке | 1977 |
|
SU691288A1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| Способ изготовления профильных шлифовальных кругов из сверхтвердых материалов | 2016 |
|
RU2624879C1 |
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| Способ профилирования шлифовального круга | 1988 |
|
SU1645117A1 |
| Способ изготовления алмазного червячного электрода-инструмента | 1980 |
|
SU973279A1 |
| Способ изготовления профильныхАбРАзиВНыХ КРугОВ | 1979 |
|
SU795923A2 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ изготовления профильного шлифовального круга | 1982 |
|
SU1073083A1 |