Изобретение относится к гальванотехнике, в частности к устройствам для восстановления канавок поршней двигателей,
Цель изобретения - улучшение качества покрытия путем повышения равномерности распределения металла по поверхности и повьшение надежности.
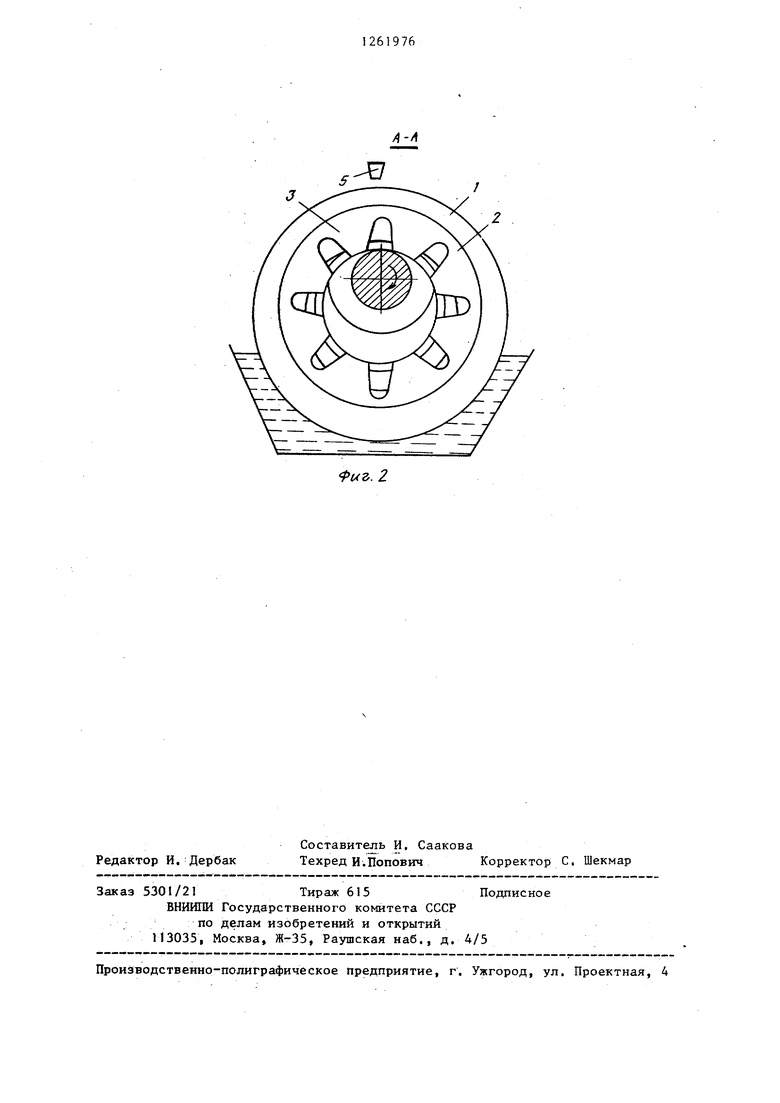
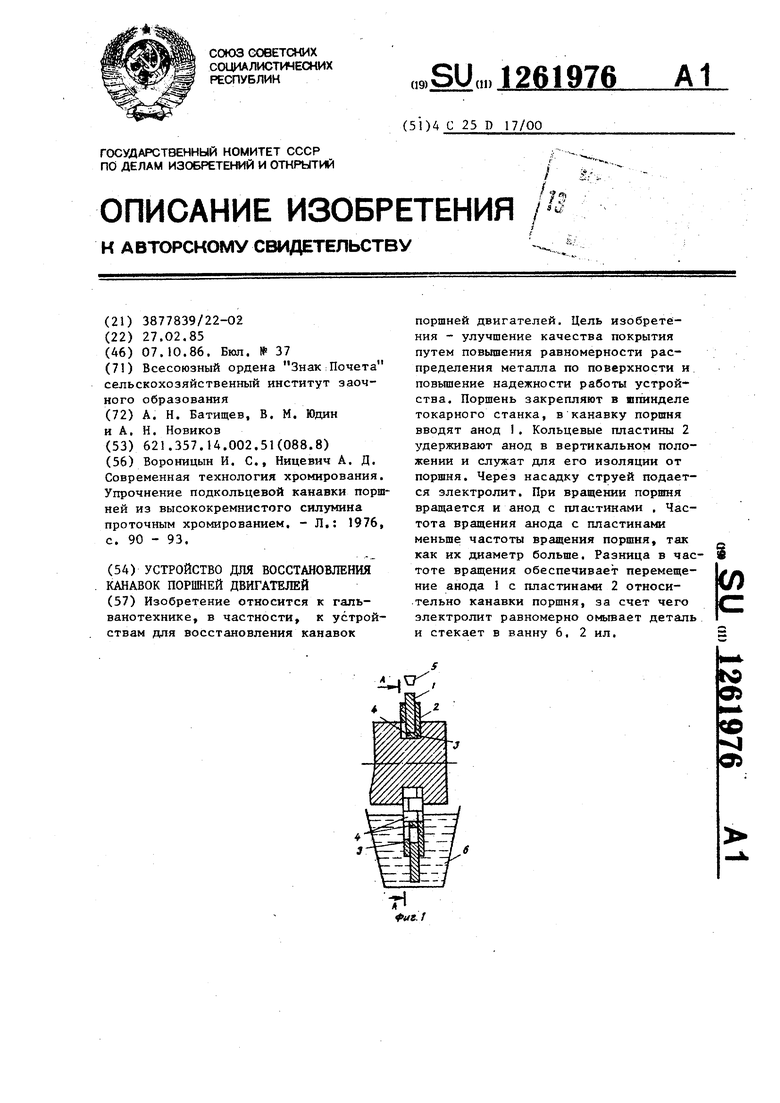
На фиг. 1 представлено устройство, общий вид; на фиг, 2 - разрез А-А на фиг, 1,
Устройство содержит анод I, выполненный в виде плоского токопроводящего кольца, и опорные пластины 2 в форме двух колец с внутренней кромкой в виде чередующихся выступов 3 и впадин одинаковой ширины, выступы 3 снабжены буртиками 4, установленными перпендикулярно плоскости кольца. Кроме того, устройство содержит насадку 5 для подачи электролита и ванну 6 для его сбора.
Устройство работает следующим образом,
Анод 1 помещают между опорными пластинами 2, при этом буртики 4 одной кольцевой пластины размещают между буртиками 4 другой кольцевой пластины с образованием опорной поверхности. Поршень закрепляют в шпинделе токарного станка, в канавку поршня вводят а;нод 1, Кольцевые пластины 2, выполняемые из изоляционного материала, ударзкивают анод в вертикальном положении и служат для его изоляции от поршня. Через насадку 5 струей подается электролит. Шпиндель станка, а следовательно, и поршень вращают с заданным числом оборотов. При вращении детали (поршня) вращается и анод с пластинами. Частота вращения анода с пластинами меньще частоты вращения порщня так как их диаметр больше. Разница в частоте вращения обеспечивает перемещение анода 1 с пластинами 2 относительно канавки порщня, за
счет чего электролит равномерно омывает деталь и стекает в ванну 6.
Процесс восстановления проводят до получения необходимой толщины
покрытия.
Использование предлагаемого устройства позволяет повысить качество покрытий путем повьш1ения равномерности распределения металла и свойств
покрытия по поверхности за счет вращения поршня и создания тем самым одинаковых условий для формирования покрытия. Кроме того, снижается трудоемкость проведения процесса нанесения покрытий, так как исключается необходимость точного центрирования анода и установки всего устройства на обрабатываемый поршень, что сокращает вспомогательное время,
Благодаря применению схемы подачи электролита, обеспечивающей его свободное протекание из насадки .по канавке порЩня в ванну для его сбора, исключается необходимость применения
уплотнителей, что упрощает конструкцию устройства и повьппает надежность его работы.
Формула изобретения
Устройство для восстановления канавок поршней двигателей, содержащее анод и опорные пластины, отличающееся тем, что, с целью
улучшения качества покрытия путем повышения равномерности распределения металла по поверхности и повышеjВИЯ надежности в работе, анод выполнен в виде плоского кольца, размещенного между опорными пластинами, каждая из которых выполнена в виде кольца с внутренней кромкой, И1 1еющей форму чередукшщхся выступов и впадин одинаковой пгарины, при этом выступы снабжены буртиками, размещенными перпендикулярно плоскости кольца.
| Вороницын И | |||
| С., Ницевич А | |||
| Д | |||
| Современная технология хромирования Упрочнение подкольцевой канавки пор ней из высококремнистого силумина проточным хромированием | |||
| - Л,: 1976 с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
