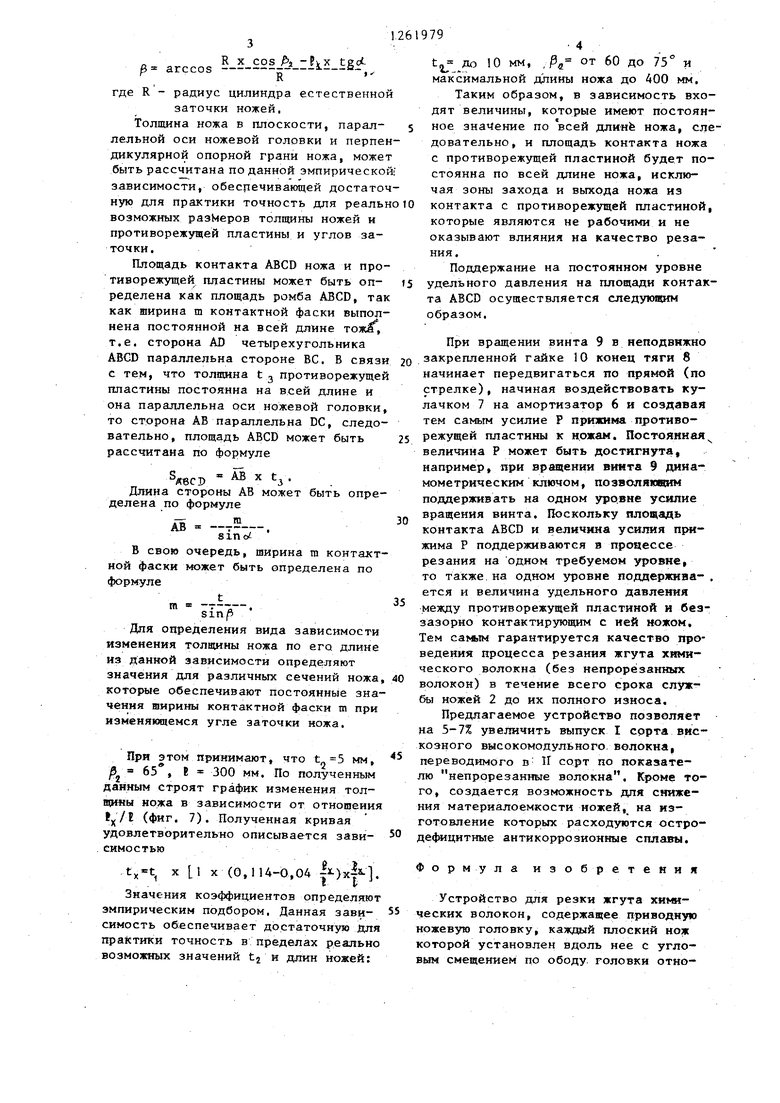
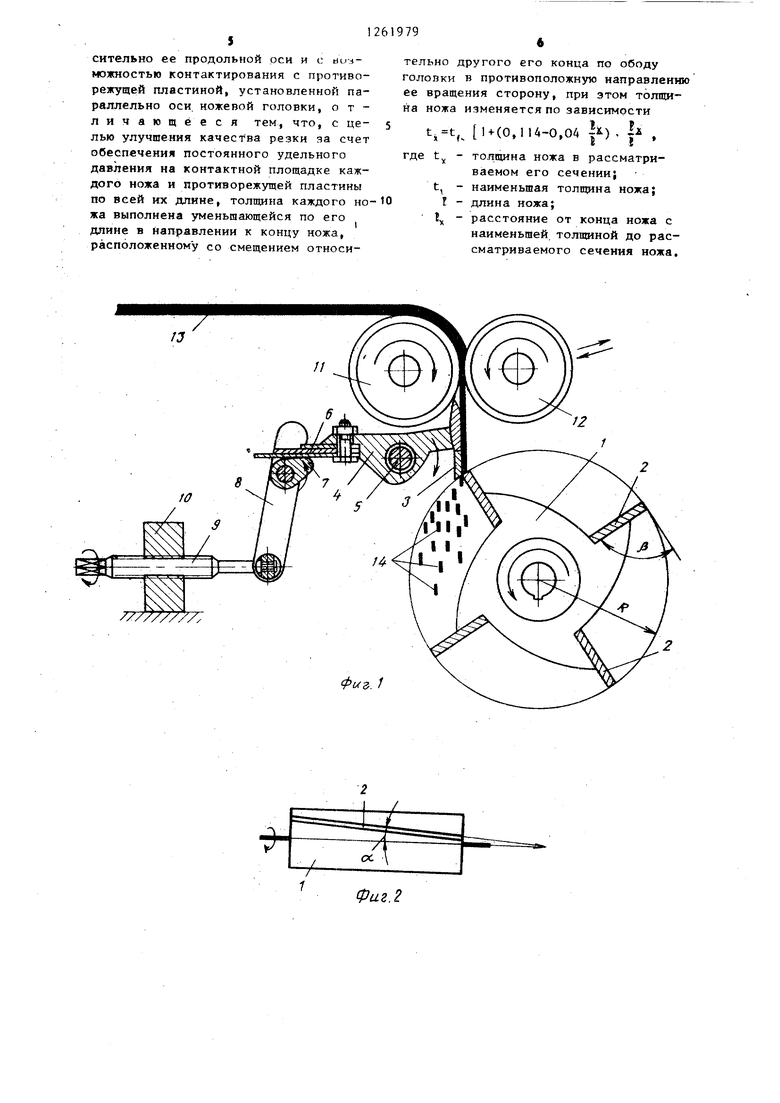
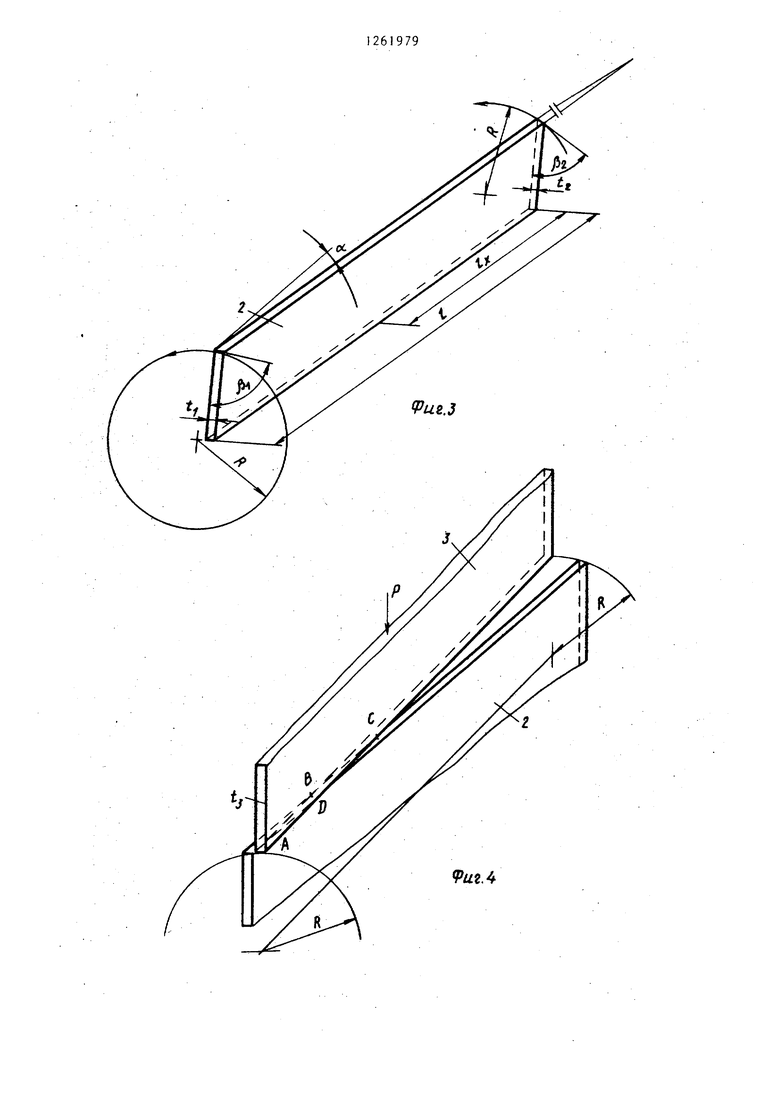
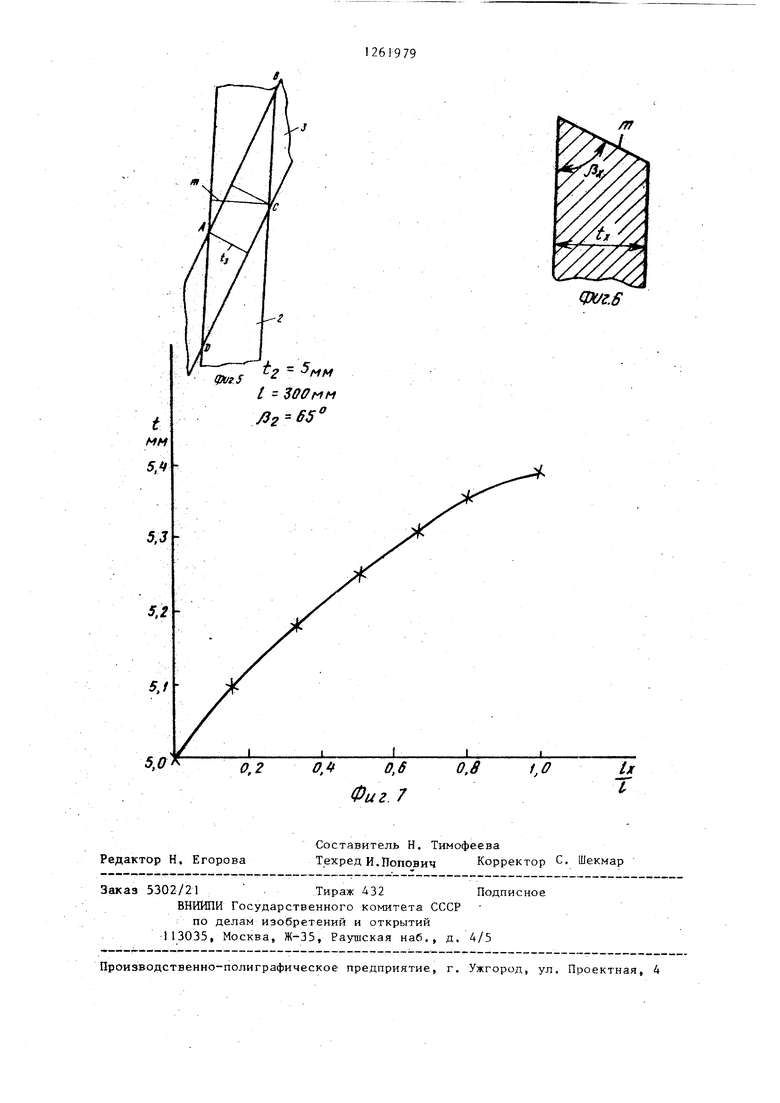
Изобретение относится к области производства химических волокон различного ассортимента в резаном виде в частности к устройствам для резки жгута химических волокон на отрезки конечной длины, Целью изобретения является улучше ние качества резки за счет обеспечения постоянного удельного давления н контактной площадке каждого ножа и противорежущей пластины по всей их длине. На фиг. 1 схематично изображено устройство; на фиг. 2 - ножевая головка, вид спереди; на фиг. 3 - нож ножевой головки.в аксонометрии; на фиг. 4 - схема взаимодействия ножа ножевой головки и противорежущей пластины; на фиг. 5 - то же, вид сверху; на фиг, 6 - поперечное сече ние ножа на расстоянии 1 от его ко та с наименьшей толщиной; на фиг. 7 график изменения толщины ножа в пло кости, параллельной оси ножевой головки взависимости от отношения Устройство содержит приводную но жевую головку 1 с закрепленными на - ней плоскими ножами 2, каждый из ко торых установлен вдоль головки с уг ловым смещением по ободу головки относительно ее продольной оси под углом oL и с возможностью контактиро вания с противорежущей пластиной 3, закрепленной параллельно оси ножево головки на качалке 4. Качалка установлена на оси 5 и имеет пластинчатый рессорный амортизатор 6, взаимо действующий с кулачком 7. Кулачок жестко закреплен на тяге 8, которая взаимодействует с регулировочным винтом 9 и через него - с неподвижной гайкой 10. Ведущий П и ведомый 12 ролики подают жгут 13 химических волокон в зону резания его на отрез ки t 4 . Толщина каждого ножа выполнена уменьшающейся по его длине в направ лении к концу ножа, расположенному со смещениемотносительно другого е конца по ободу головки в противоположную направлению §е вращения в ст рону, при этом толщина ножа изменяется по зависимости IU(0,114-0,04 Ь, 6 I где t - толщина.ножа в рассматрив емом его сечении; t - наименьшая толщина ножа; t - длина- ножа ; - расстояние от конца ножа с наименьшей толщиной до рассматриваемого сечения ножа. Устройство работает следующим образом. Непрерывный жгут химических, например вискозных, волокон 13 заправляется на ведущий ролик 11. Зажатый между роликами 11 и 12 жгут с необходимой скоростью подается в зону резания - в зону беззазорного контакта ножей 2 с противорежущей пластиной 3, где происходит резание жгута на отрезки 14 заданной длины при вращении ножевой головки 1, на которой закреплены ножи 2. При зтом ножи 2 установлены с некоторым наклоном под углом oi-к оси ножевой головки 1. Это вызвано необходимостью предотвратить взаимодействие ножей одновременно всей их длиной В с противорежущей пластиной, избежать разрушения режущей пары. Вследствие такой , установки ножи в процессе резания всегда беззазорно контактируют с противорежущей пластиной по площади ABCD. Для сохранения постоянной по величине площади контакта ABCD ножи выполнены переменными по толщине в форме усеченного клина в плоскости, параллельной оси вращения ножевой головки и перпендикулярной опорной широкой грани ножа. При этом ножи установлены на ножевой головке 1 так, что вершина клина находится со стороны края ножа, отстающего по ходу вращения ножевой головки (т.е. спереди идущего края ножи имеют толщину t а с отстающего края - t,). Уменьшение толщиной ножей 2 от величины t, до величины (;„ позволяет сохранить при изменяемом угле заточки ножей на одном уровне ширину ta контактной фаски ножей, а следовательно, и площадь контакта ножей с противорежущей пластиной. Величина заточки угла р ножей при беззазорном взаимодействии с противорежущей пластиной уменьшается из-за наклона ножей под углом с к оси ножевой головки от большего значения р у впереди идущего края ножей до меньшего значения р у отстающего края ножей 2 по ходу вращения ножевой головки 1, и определяется по зависимостиR X cos Л tgd arccos °-, где R - радиус цилиндра естественно заточки ножей, Толщина ножа в плоскости, параллельной оси ножевой головки и перпе дикулярной опорной грани ножа, може быть рассчитана поданной эмпирическо зависимости, обесречивающей достато ную для практики точность для реаль возможных размеров толщины ножей и противорежущей пластины и углов заточки. Площадь контакта ABCD ножа и противорежущей пластины может быть определена как площадь ромба ABCD, так как ширина m контактной фаски выполнена постоянной на всей длине тожа, т.е. сторона AD четырехугольника ABCD параллельна стороне ВС. В связи с тем, что толщина t противорежущей пластины постоянна на всей длине и она параллельна оси ножевой головки то сторона АВ параллельна DC, следовательно, площадь ABCD может быть рассчитана по формуле АВ X tj . Длина стороны АВ может быть определена по формуле В свою очередь, ширина m контактной фаски может быть определена по формуле t sin Для определения вида зависимости изменения толщины ножа по его длине из данной зависимости определяют значения для различных сечений ножа, которые обеспечивают постоянные значения ширины контактной фаски m при изменяющемся угле заточки ножа. При этом принимают, что t 5 мм, б 65 , Е 300 мм. По полученным даИным строят график изменения толщи«ы ножа в зависимости от отнощеиия t)(/E (фиг. 7). Полученная кривая удовлетворительно описывается зави. симостью . t,t X 11 X (0,1 14-0,04 |)х|Ч. Значения коэффициентов определяют эмпирическим подбором. Данная зависимость обеспечивает достаточную Для практики точность в пределах реально возможных значений tj и длин ножей: t до 10 мм, ,Ра от 60 до 75° и максимальной длины ножа до 400 мм. Таким образом, в зависимость входят величины, которые имеют постоянное значение по всей длине ножа, следовательно, и площадь контакта ножа с противорежущей пластиной будет постоянна по всей длине ножа, исключая зоны захода и вьпсода ножа из контакта с противорежущей пластиной, которые являются не рабочими и не оказывают влияния на качество резания . Поддержание на постоянном уровне удельного давления на площади контакта ABCD осуществляется следукщим образом. При вращении винта 9 в неподвижно закрепленной гайке 10 конец тяги 8 начинает передвигаться по прямой (по стрелке), начиная воздействовать кулачком 7 на амортизатор 6 и создавая тем самым усилие Р прижима противо- режущей пластины к ножам. Постоянная величина Р может быть достигнута, например, при вращении виита 9 динамометрическим ключом, позволяюфш поддерживать на одном уро.вне усилие вращения винта. Поскольку площадь контакта ABCD и величина усилия прижима Р поддерживаются в процессе резания на одном требуемом уровне, то также, на одном уровне поддержива- . ется и величина удельного давления между противорежущей пластиной и беззазорно контактирующим с ней ножом, Тем cahbw гарантируется качество проведения процесса резания жгута химического волокна (без непрорёзакных волокон) в течение всего срока службы ножей 2 до их полного износа. Предлагаемое устройство позволяет на 5-7% увеличить выпуск I сорта вискозного высокомодульного, волокиа, переводимого в 1Г сорт по показатею непрорезанные волокна. Кроме того, создается возможность для снижения материалоемкости ножей, на изготовление которых расходуются остроефицитные антикоррозионные сплавы. ормула изобретения Устройство для резки жгута химиеских волокон, содержащее приводную ожевую головку, каждый плоский нож оторой установлен вдоль нее с углоым смещением по ободу головки относительно ее продольной оси и с ыичможностью контактирования с противорежущей пластиной, установленной параллельно оси ножевой головки, отличающееся тем, что, с це- s лью улучшения качества резки за счет обеспечения постоянного удельного давления на контактной площадке каждого ножа и противорежутцей пластины по всей их длине, толщина каждого но-Ю жа выполнена уменьшающейся по его длине в Направлении к концу ножа, расположенному со смещением относителгол ее на где ьно другого его конца по ободу овки в противоположную направленню вращения сторону, при этом толщиножа изменяется по зависимости t,t, U(0,114-0,OA |i). |i , t - толщина ножа в рассматриваемом его сечении; t, - наименьшая толщина ножа; I - длина ножа; - расстояние от конца ножа с наименьшей толщиной до рассматриваемого сечения иожа.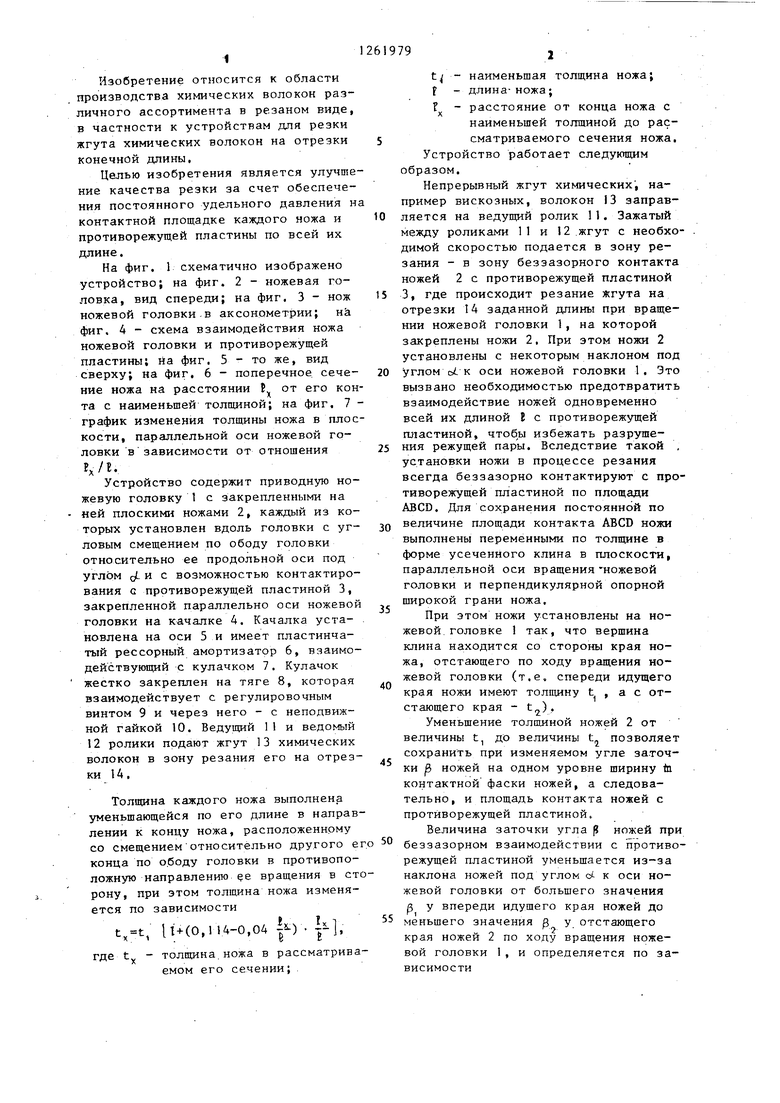
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки химических волокон | 1984 |
|
SU1222720A1 |
| Устройство для резки жгута химических волокон | 1983 |
|
SU1133315A1 |
| Устройство для резки жгута свежесформованных вискозных нитей | 1988 |
|
SU1663067A1 |
| Машина для резки жгута | 1990 |
|
SU1747551A1 |
| Устройство для резки жгута химических волокон | 1989 |
|
SU1701761A1 |
| Устройство для резки жгута химических волокон | 1980 |
|
SU937549A1 |
| Устройство для резки волокон | 1984 |
|
SU1439162A1 |
| ПРОФИЛЬНАЯ НОЖЕВАЯ ГОЛОВКА | 1996 |
|
RU2125924C1 |
| ИЗМЕЛЬЧИТЕЛЬНЫЙ АППАРАТ | 2011 |
|
RU2497346C2 |
| МАШИНА ДЛЯ ШТАПЕЛИРОВАНИЯ ХИМИЧЕСКИХ ВОЛОКОН | 1969 |
|
SU240160A1 |
Изобретение относится к производству химических волокон в резаном виде - устройству для резки жгута химических волокон на отрезки конечной длины и позволяет улучшить качество резки за счет обеспечения постоянного удельного давления на контакт-, ной площадке каждого ножа и противорежушей пластине по всей их длине. Каждый плоский нож установлен на приводной ножевой головке вдоль нее с угловым смещением по ободу головки относительно ее продольной оси и с возможностью контактирования с противорежущей пластиной, которая размещена параллельно оси ножевой головки. Толщина каждого ножа выполнена уменьшающейся по его длине в направлении к концу ножа, расположенному со смещением относительно другого его конца по ободу головки в противоположную направлению ее вращения сторону. Толщина ножа изменяется по зависимости t. + 
| Устройство для резки жгута химических волокон | 1983 |
|
SU1133315A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
