Изобретение относится к производству химических нитей и касается устройства для резки жгута свежесформованных высокомодульных вискозных нитей.
Цель изобретения -увеличение реверса работы ножей при резке жгута высокомодульных вискозных волокон и повышение качества резки.
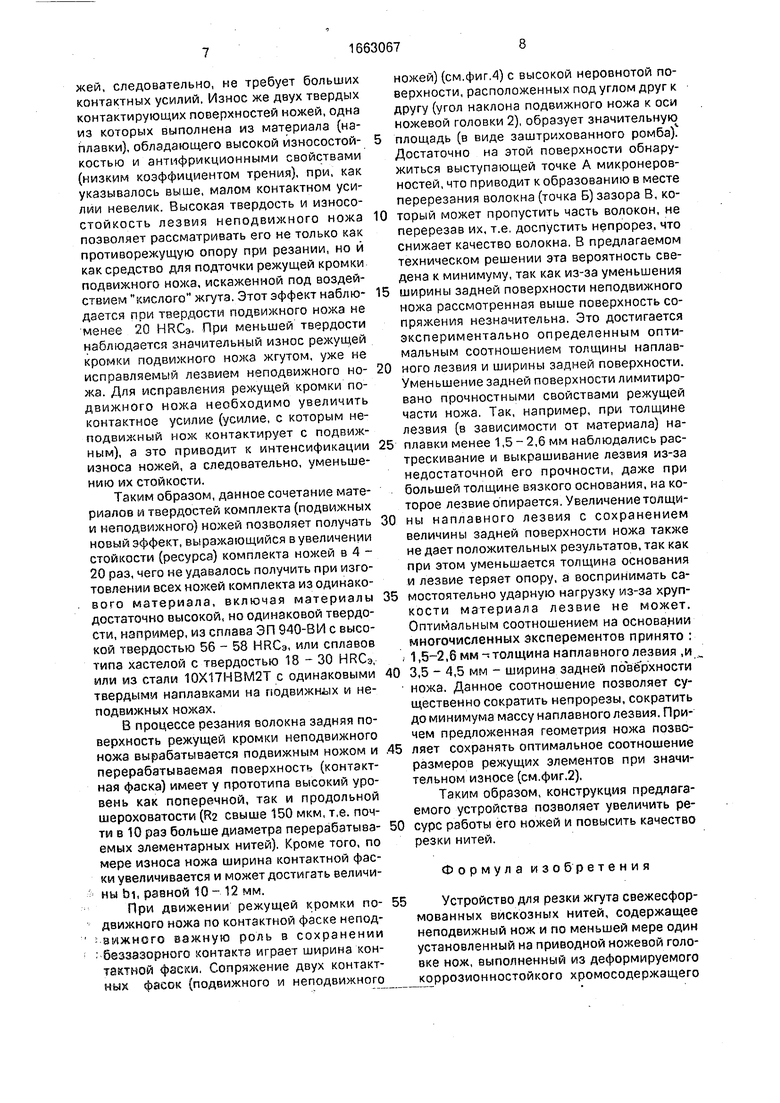
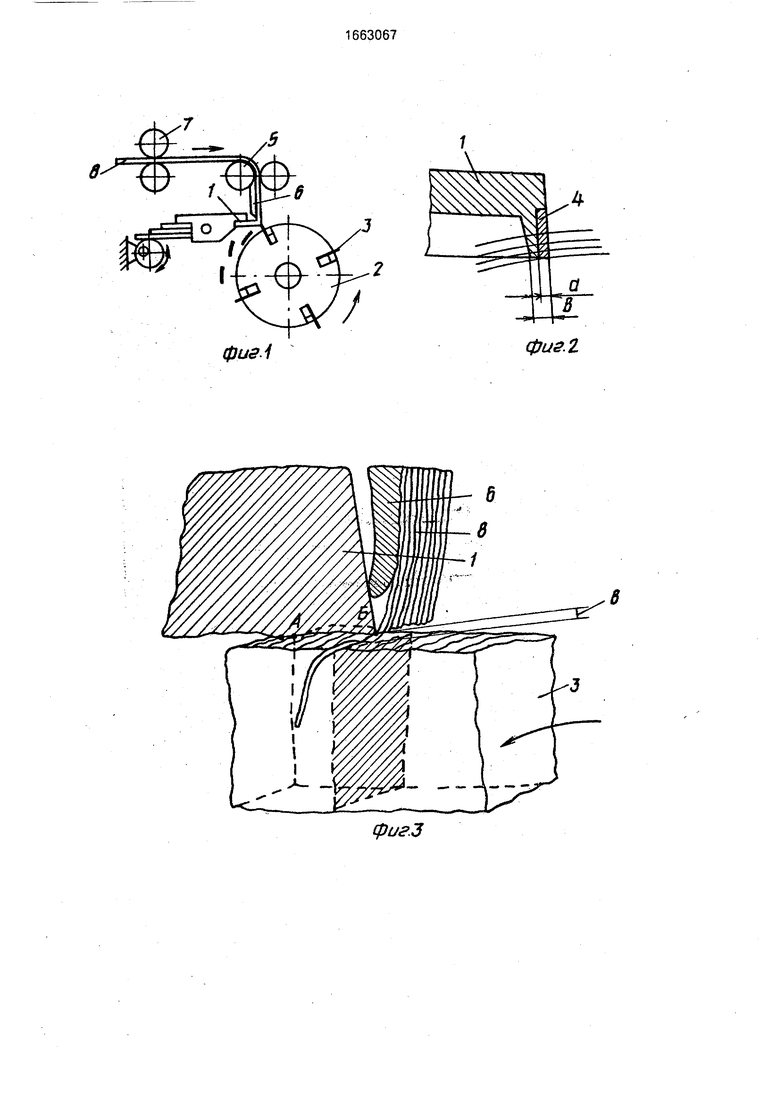
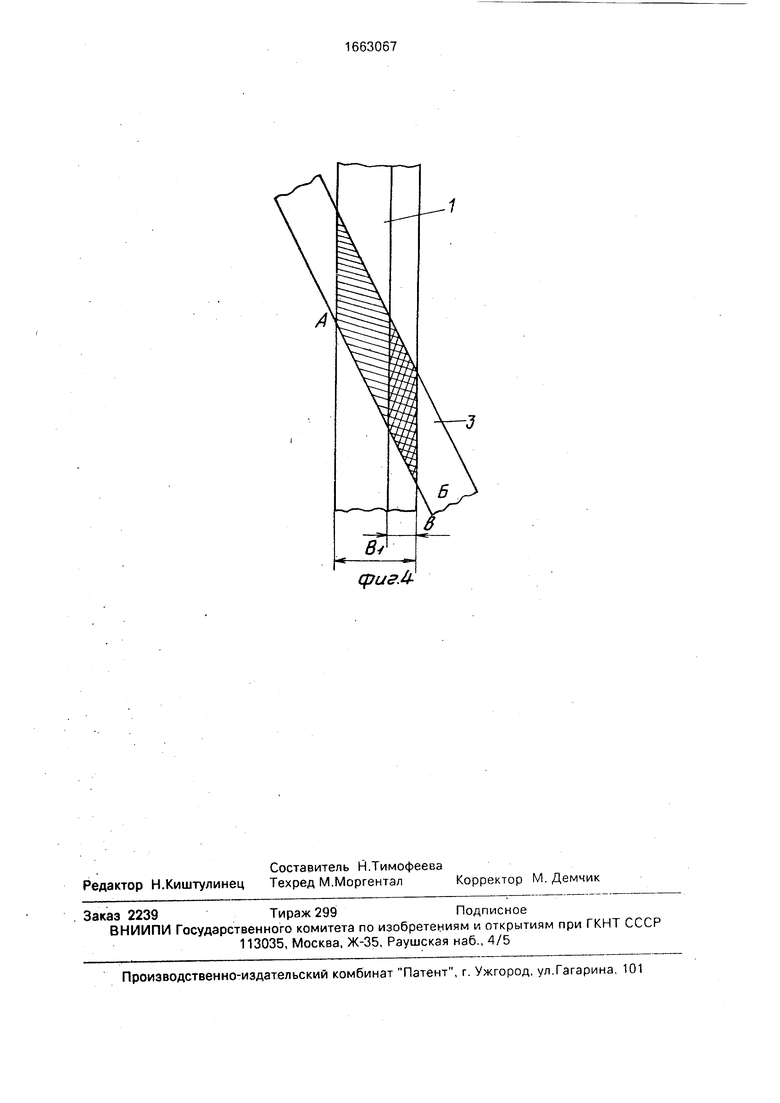
На фиг.1 изображена общая схема устройства; на фиг.2 - неподвижный нож с траекториями его износа подвижными ножами; на фиг.З - схема образования непрорезов нитей; на фиг.4 - схема контакта ножей.
Устройство содержит неподвижный нож 1 и установленные на приводной ножевой головке 2 подвижные ножи 3, выполненные из деформируемого коррозионностойкого хромо- содержащего сплава на никелевой основе с твердостью 20-58 HRCa. В качеств такого сплава могут быть использованы сплавы марки 38 ХНБЮ-ВИ(ЭП-940-ВИ) или 36ХНЮФВИ, твердость которых обеспечивается режимами термообработки, в частности путем закалки при 1100-1180°С и старения при 700- 750°С в течение 5 ч.
Неподвижный нож выполнен из вязкого сплава, представляющего собой аустенитную хромомолибденовую нержавеющую сталь марки 10Х17Н13М2Т или никельмолибдено- вый сплав марки ОЗХН60МБ (ЭП-758), и имеет наплавное лезвие 4 твердостью 45 - 58 HRCs, выполненное из корозионностойкого и износостойкого антифрикционного сплава на кобальтовой или никелевой основе. В качестве таких сплавов могут быть использованы самофлюсующие порошковые сплавы марок ПГ- 10К-01, ПГСР-3, ПГСР-4. ПР-Н73Х16СЗРЗ. П-Н70Х13Р4С4, наносимые на автоматической установке плазменнопорошкового ги- fia или ручным газотермическим способом, а также прутковый сплав типа стеллат Пр- ВЗК и Пр-ВЗК-Р, наносимый с помощью
сл
с
о
Os
со о о
электросварки (с присадкой этим сплавом). Оптимальная толщина а твердого наплавного слоя по задней поверхности неподвижного ножа составляет 1,5 - 2,6 мм при ширине b всей задней поверхности ножа, равной 3,5 - 4,5 мм.
Над неподвижным ножом 1 и над ножевой головкой 2 установлены подающая пара роликов 5 со скребком 6 и направляющая пара роликов 7.
Устройство работает следующим образом.
Жгут 8 свежесформованных высокомодульных вискозных кислых нитей, несущий осадительную и пластификационную ванны, после орошения водой и прохождения через триовалыды с помощью направляющей 7 и подающей 5 пар роликов перемещается в зону резания, т.е. в зону взаимодействия подвижных ножей 3 с неподвижным ножом 1, где происходит разрезание жгута на отрезки.
Лезвие ножа, выполненное в виде твердой наплавки из коррозионностойкого, износостойкого, антифрикционного, но относительно хрупкого материала, удовлетворительно работает (высокая стойкость комплекта, хорошее качество резки) только при наличии вязкой основы, принимающей ударную нагрузку, прочного сцепления с нею и в паре с определенным типом материала подвижных ножей, а именно с коро- змонностойкимдеформируемым
хромсодержащим никелевым сплавом, обладающим достаточной вязкостью и твердостью в диапазоне 20 - 58 HRCa. Сочетание данных материалов обеспечивает хорошую прирабатываемость режущих кромок подвижных и неподвижного ножей, исключает выкрашивание и поломки наплавного лезвия неподвижного ножа в период приработки, сохраняет минимальную контактную фаску на лезвиях подвижных ножей после приработки и при длительной эксплуатации. Причем эта прирабатывающая способность сохраняется даже при высокой твердости подвижных ножей - до 58 ННСэ, равной и даже несколько большей, чем у неподвижного ножа (см, варианты 5 и 10 в таблице), в то время как при выполнении подвижных и неподвижных ножей из одинакового твердого материала, например из сплава ЭП 940-ВИ с твердостью 56 - 58 НРСэ или с твердой стеллитовой наплавкой как неподвижного, так и подвижных ножей (см. варианты 2 и А в таблице), ножи очень плохо прирабатываются - механические повреждения лезвий ножей отмечаются уже в период приработки, до заправки жгута
Результаты испытаний различных вариантов комплектов экспериментальных ножей в сопоставлении со стандартными ножами при переработке высокомодульнос
го вискозного волокна на резальных машинах РФ-400 в условиях ПО Сибволокно приведены в таблице.
Указанные в таблице диапазоны твердости подвижных и неподвижных ножей из
0 предлагаемых коррозионностойких материалов были выбраны на сновании многочисленных экспериментов, проведенных в производственных условиях.
Как видно из данных таблицы, при пере5 работке свежесформованного высокомодульного вискозного волокна в жгуте предельной линейной плотности 400 ктекс были испытаны неподвижные ножи с твердыми наплавны- ми лезвиями нескольких вариантов,
0 отличающихся химическим составом наплавки (две наплавки на кобальтовой основе типа стеллит; остальные четыре на никелевой основе системы Ni - Сг - В - SI - С - Fe); видом наплавочного материала (порошок, пруток),
5 способом нанесения наплавки(автоматическая плазменнопорошковая, ручная газотермическая порошковая; ручная электродуговая с присадкой - прутком из стеллита), материалом основы (сталь
0 10Х17Н13М2Т и сплав ОЗХН60МБ - ЭП 758). уровнем твердости - от 46 до 58 НЯСэ. Для любого из испытанных вариантов наплавленных лезвий при работе их в паре с подвижными ножами из коррозионностойкого
5 деформируемого хромосодержащего сплава на никелевой основе трех опробованных марок (ЭП 940-ВИ, ЭК6-ВИ, ЭП 758) обнаружен весьма существенный положительный эффект - повышение стойкости ножевых
0 комплектов не менее чем в 4 раза по сравнению со стандартными (в 4 - 20 раз, см. таблицу), резкое снижение количества подтяжек ножей во время работы и повышение качества выпускаемой продукции по пока5 зателю непрорезанное волокно. Однако при этом было отмечено, что вышеуказанные положительные признаки при прочих равных условиях в большей степени проявляются на порошковых наплавках с большим уров0 нем твердости (52 - 58 ННСэ} и в меньшей степени на ручных наплавках с меньшим уровнем твердости (46 - 48 ).
Эксперименты показали, что чем тверже лезвие неподвижного ножа, тем меньше
5 изнашивается не только сам неподвижный нож, но и сопряженные с ним подвижные ножи, о чем можно судить пр результатам замеров ширины контактной фаски, образующейся в процессе работы на подвижных
ножах, заточеных под углом 45
о
Так, например, в стандартных комплектах с неподвижным ножом из сплава хасте- лой ЭП 758 (20 - 28 НЯСэ) через 48 - 50 ч работы на подвижных ножах из того же сплава образуется фаска шириной 4-4,5 5 мм, при которой возникающие непрорезы уже невозможно устранить подтяжкой ножей, и ножи снимаются с эксплуатации. За это же время на подвижных ножах из того же материала с той же твердостью, но при 10 работе в паре с наплавным лезвием неподвижного ножа, имеющим твердость 46,5 - 47,5 НЯСэ, образуется фаска шириной 2 - 2,5 мм, а при работе с наплавным лезвием, имеющим твердость 52 - 56 НЯСэ, ширина 15 фаски, образующейся в это же время, равна 1-1,2 мм, Даже к моменту снятия с испытаний комплектов, проработавших в 4 - 14 раз больше стандартных комплектов, ширина фаски на подвижных ножах не достигает 20 предельных размеров, при которых стандартные ножи снимаются с эксплуатации.
Однако применять наплавные.лезвия с твердостью выше 58 НЯСэ уже нецелесообразно вследствие их повышенной хрупко- 25 сти и склонности к поломкам и выкрашиванию при работе на удар даже в паре с подвижными ножами относительно невысокой твердости - 20 - 25 HRC3.
Нижний предел твердости лезвия не- 30 подвижного ножа расширяется до 45 НЯСэ, что соответствует нижнему пределу твердо- сти доступного наплавочного материала как ПГСР-3, легко наносимого как автоматическим, так и ручным газотермическим спосо- 35 бом и оказавшегося достаточно эффективным при переработке вискозного высокомодульного волокна.
Применять коррозионностойкие напла- вочн ые материалы с более низким уровнем 40 твердости уже нецелесообразно из-за снижения эффективности.
Что касается диапазона твердости подвижных ножей, то он выбран достаточно широким (от 2 до 58 НЯСэ) также на основа- 45 нии фактических данных - результатов про- изводственныхиспытанийи
ограничивается снизу уровнем твердости сплава типа хастелой марки ЭП 758 в состоянии поставки, а сверху уровнем твердости 50 высокопрочных прецизионных дисперсион- но-твердеющих сплавов на основе системы Ni-Cr-AI-W(V) марок 38ХНВЮ-ВИ (ЭП 940- ВИ) и 36ХНЮФ-ВИ (ЭК6-ВИ), достигаемым в результате закалки (с 1180 - 1100°С, в 55 холодную воду) и старения при 700 - 750°С в течение 5 ч.
На сплавах вышеназванных марок может быть достигнут и более высокий уровень твердости - до 62 - 63 НЯСэ при
соответствующей термообработке, однако при такой твердости сплавы теряют вязкость, пластичность и становятся хрупкими.
Попытки применить сплав ЭП 940-ВИ с уровнем твердости выше 60 НЯСэ как для подвижных, так и для неподвижного ножей дали отрицательные результаты. В то же время ножи с уровнем твердости 55 - 58 НЯСэ хорошо работали в паре с твердым наплавным лезвием из корозионностойко- го, износостойкого и антифрикционного сплава, в частности из сплава типа стеллит марки ПГ-10К-01.
Возможность изменения твердости подвижных ножей в широком диапазоне за счет режима термообработки (в основном за счет температуры старения после закалки) расширяет возможность использования предлагаемого резального устройства для резки различных видов волокон в различных условиях.
В качестве вязкой аустенитной основы, т.е. материала корпуса неподвижного ножа, предлагаются два варианта: никелехромо- молибденовый сплав типа хастелой марки ОЗХН60МБ (ЭП 758) и хромоникельмолибде- новая нержавеющая сталь марки 10Х17Н13М2Т. Первый вариант обеспечивает максимальную коррозионную стойкость и долговечность ножа, возможность его многократного использования (перезаточки, реставрация наплавного лезвия). Второй вариант значительно дешевле, менее дефицитен, однако коррозионная стойкость контактной поверхности ножа, включая и само наплавное лезвие, при этом существенно ниже, чем в 1 варианте, так как в процессе высокотемпературной наплавки компонентной стали, в частности, железо, диффундируют в наплавляемый твердый сплав на кобальтовой или никелевой основе, снижая его коррозионную стойкость.
Использование высококоррозион- ностойкого сплава ЭП 758 экономически целесообразно в тех случаях, когда есть возможность реставрации наплавных лезвий. При отсутствии такой возможности для однократного использования неподвижного ножа целесообразнее применять более дешевый вариант исполнения - из нержавеющей стали с относительно большей толщиной наплавленного слоя.
Механизм скачкообразного повышения стойкости комплекта ножей в теоретическом аспекте выглядит следующим образом. Фрикционная пара подвижный - неподвижный нож благодаря достаточно высокой твердости и коррозионной стойкости хорошо противостоит износу последних волокном ,т. е. сохраняет остроту лезвия ножей, следовательно, не требует больших контактных усилий. Износ же двух твердых контактирующих поверхностей ножей, одна из которых выполнена из материала (наплавки), обладающего высокой износостойкостью и антифрикционными свойствами (низким коэффициентом трения), при, как указывалось выше, малом контактном усилии невелик. Высокая твердость и износостойкость лезвия неподвижного ножа позволяет рассматривать его не только как противорежущую опору при резании, но и как средство для подточки режущей кромки подвижного ножа, искаженной под воздействием кислого жгута. Этот эффект наблюдается при твердости подвижного ножа не менее 20 HRC3. При меньшей твердости наблюдается значительный износ режущей кромки подвижного ножа жгутом, уже не исправляемый лезвием неподвижного ножа. Для исправления режущей кромки подвижного ножа необходимо увеличить контактное усилие (усилие, с которым неподвижный нож контактирует с подвижным), а это приводит к интенсификации износа ножей, а следовательно, уменьшению их стойкости.
Таким образом, данное сочетание материалов и твердостей комплекта (подвижных и неподвижного) ножей позволяет получать новый эффект, выражающийся в увеличении стойкости (ресурса) комплекта ножей в 4 - 20 раз, чего не удавалось получить при изготовлении всех ножей комплекта из одинакового материала, включая материалы достаточно высокой, но одинаковой твердости, например, из сплава ЗП 940-ВИ с высокой твердостью 56 - 58 HRC3, или сплавов типа хастелой с твердостью 18-30 HRC3, или из стали 10Х17НВМ2Т с одинаковыми твердыми наплавками на подвижных и неподвижных ножах.
В процессе резания волокна задняя поверхность режущей кромки неподвижного ножа вырабатывается подвижным ножом и перерабатываемая поверхность (контактная фаска) имеет у прототипа высокий уровень как поперечной, так и продольной шероховатости (R2 свыше 150 мкм, т.е. почти в 10 раз больше диаметра перерабатываемых элементарных нитей). Кроме того, по мере износа ножа ширина контактной фаски увеличивается и может достигать величины bi, равной 10 - 12 мм.
При движении режущей кромки подвижного ножа по контактной фаске неподвижного важную роль в сохранении беззазорного контакта играет ширина контактной фаски. Сопряжение двух контактных фасок (подвижного и неподвижного
ножей) (см.фиг.4) с высокой неровнотой поверхности, расположенных под углом друг к другу (угол наклона подвижного ножа к оси ножевой головки 2), образует значительную
площадь (в виде заштрихованного ромба). Достаточно на этой поверхности обнаружиться выступающей точке А микронеровностей, что приводит к образованию в месте перерезания волокна (точка Б) зазора В, который может пропустить часть волокон, не перерезав их, т.е. доспустить непрорез, что снижает качество волокна, В предлагаемом техническом решении эта вероятность сведена к минимуму, так как из-за уменьшения
ширины задней поверхности неподвижного ножа рассмотренная выше поверхность сопряжения незначительна, Это достигается экспериментально определенным оптимальным соотношением толщины наплавного лезвия и ширины задней поверхности. Уменьшение задней поверхности лимитировано прочностными свойствами режущей части ножа. Так, например, при толщине лезвия (в зависимости от материала) наплавки менее 1,5 - 2,6 мм наблюдались растрескивание и выкрашивание лезвия из-за недостаточной его прочности, даже при большей толщине вязкого основания, на которое лезвие опирается. Увеличение толщины наплавного лезвия с сохранением величины задней поверхности ножа также не дает положительных результатов, так как при этом уменьшается толщина основания и лезвие теряет опору, а воспринимать самостоятельно ударную нагрузку из-за хрупкости материала лезвие не может. Оптимальным соотношением на основании многочисленных эксперементов принято : , 1,5-2,6 мм-толщина наплавного лезвия ,и
3,5 - 4,5 мм - ширина задней поЪерхности ножа. Данное соотношение позволяет существенно сократить непрорезы,сократить до минимума массу наплавного лезвия. Причем предложенная геометрия ножа позволяет сохранять оптимальное соотношение размеров режущих элементов при значительном износе (см.фиг.2),
Таким образом, конструкция предлагаемого устройства позволяет увеличить ресуре работы его ножей и повысить качество резки нитей.
Формула изобретения
Устройство для резки жгута свежесформованных вискозных нитей, содержащее неподвижный нож и по меньшей мере один установленный на приводной ножевой головке нож, выполненный из деформируемого коррозионностойкого хромосодержащего
сплава на никелевой основе с твердостью до 58 НРСэ, отличающееся тем, что, с целью увеличения ресурса работы ножей при резке жгута высокомодулированных вискозных волокон и повышения качества резки, неподвижный нож выполнен из вязкого сплава, представляющего собой аустенитную хромомолибденовую нержавеющую сталь или никельхромомолибденовый сплав, и имеет наплавное лезвие твердостью 45 - 58 НРСэ, выполненное из корро- зионностойкого и износостойкого антифрикционого сплава на кобальтовой или никелевой основе.
Продолжение таблицы
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки жгута свежесформованных вискозных нитей | 1987 |
|
SU1498838A1 |
| Устройство для резки волокнистого материала | 1988 |
|
SU1606544A1 |
| Способ обработки колец шарико-подшипника из дисперсионнотвердеющего сплава на хромо-никелево-алюминиевой основе | 1990 |
|
SU1754953A1 |
| Устройство для резки жгута химических волокон | 1985 |
|
SU1261979A1 |
| СПОСОБ РЕМОНТА ЛОПАТКИ СОПЛОВОГО АППАРАТА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2177862C1 |
| Комплект унифицированных стоечно-корпусных принудительно-микровибрационных приводов модельных сборок со сменными почвообрабатывающими дисковыми орудиями и рабочими частями "ВИКОСТ" | 2016 |
|
RU2654869C1 |
| УНИВЕРСАЛЬНОЕ ДИСКОВОЕ ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ СО СМЕННЫМИ РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2007 |
|
RU2371899C2 |
| КУЛЬТИВАТОР РОТАЦИОННЫЙ С УНИВЕРСАЛЬНЫМИ ДИСКОВЫМИ ОРУДИЯМИ "ВИКОСТ" | 2008 |
|
RU2387118C2 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНО-МОДЕЛЬНЫХ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРУДИЙ, СТОЕЧНОКОРПУСНЫХ МИКРОВИБРАЦИОННЫХ ПРИВОДОВ С ПРУЖИННОЙ ЗАЩИТОЙ И РАБОЧИХ ЧАСТЕЙ "ВИКОСТ" | 2012 |
|
RU2513714C2 |
Изобретение относится к производству химических нитей и позволяет увеличить ресурс работы ножей при резке жгута высокомодульных вискозных волокон и повысить качество резки. Устройство содержит выполненные из деформируемого коррозионностойкого хромосодержащего сплава на никелевой основе с твердостью до 58 HRCэ подвижные ножи, закрепленные на приводной ножевой головке и последовательно взаимодействующие с неподвижным ножом. Неподвижный нож выполнен из вязкого сплава, представляющего собой аустенитную хромомолибденовую нержавеющую сталь или никельхромомолибденовый сплав, и имеет наплавное лезвие твердостью 45-58 HRCэ, выполненное из коррозионностойкого и износостойкого антифрикционного сплава на кобальтовой или никелевой основе. 4 ил., 1 табл.
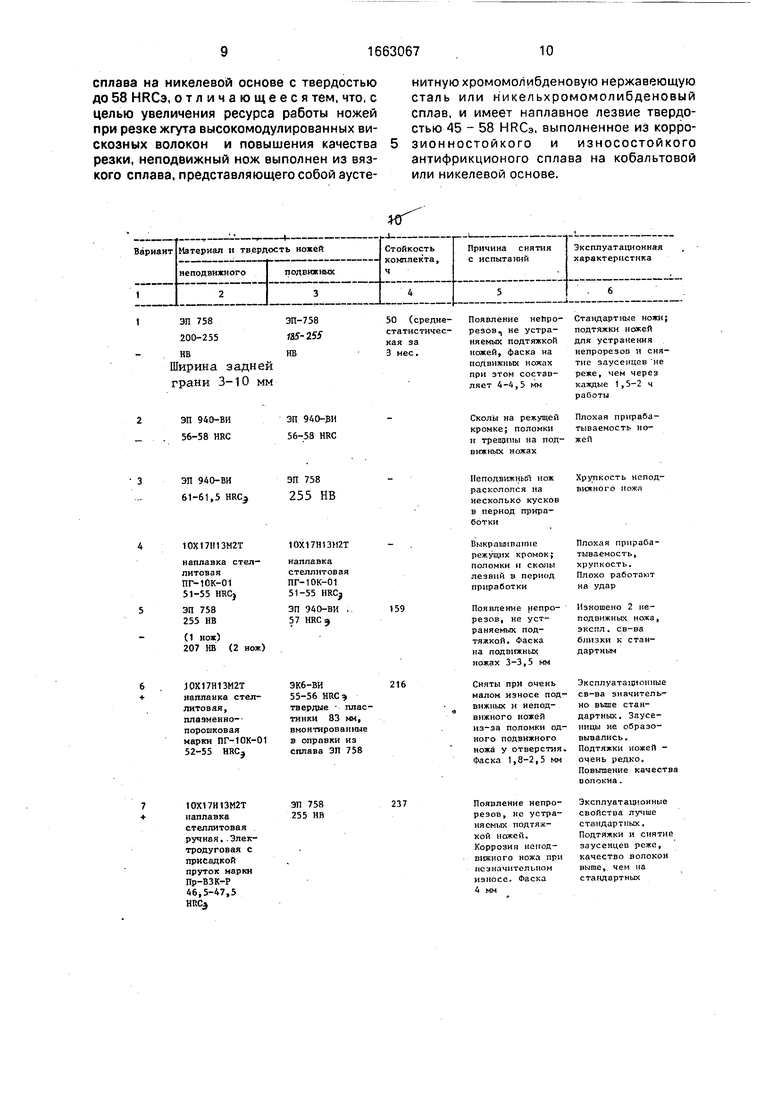
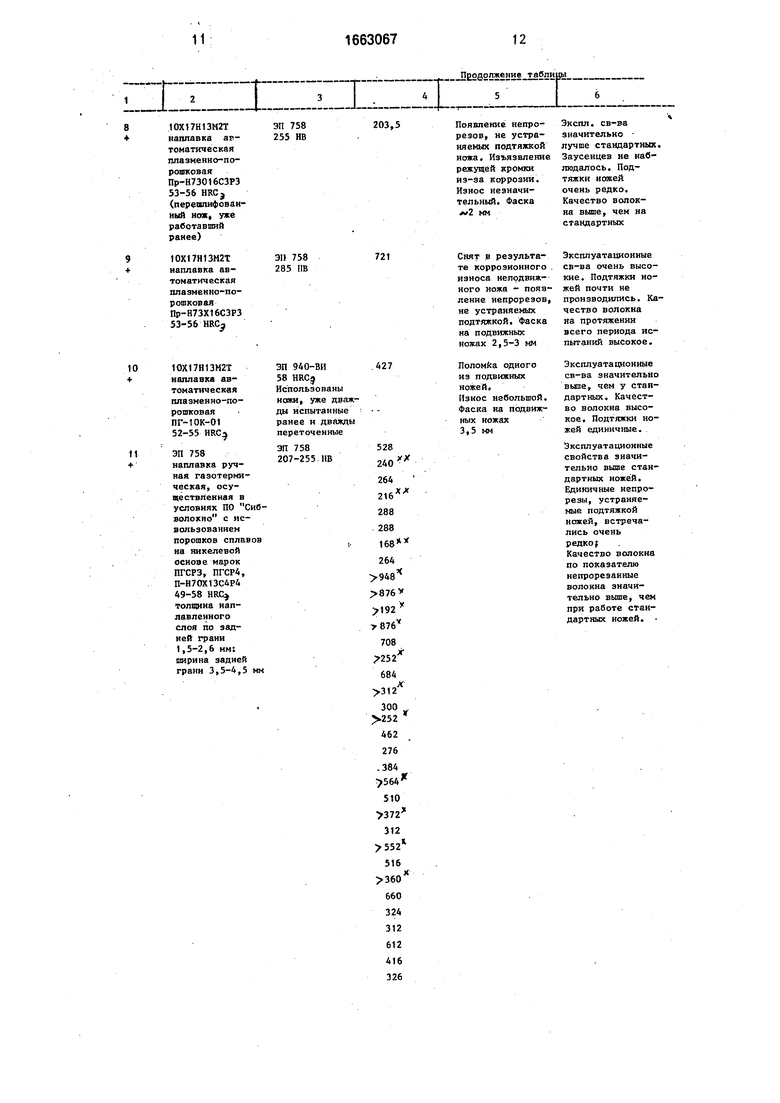
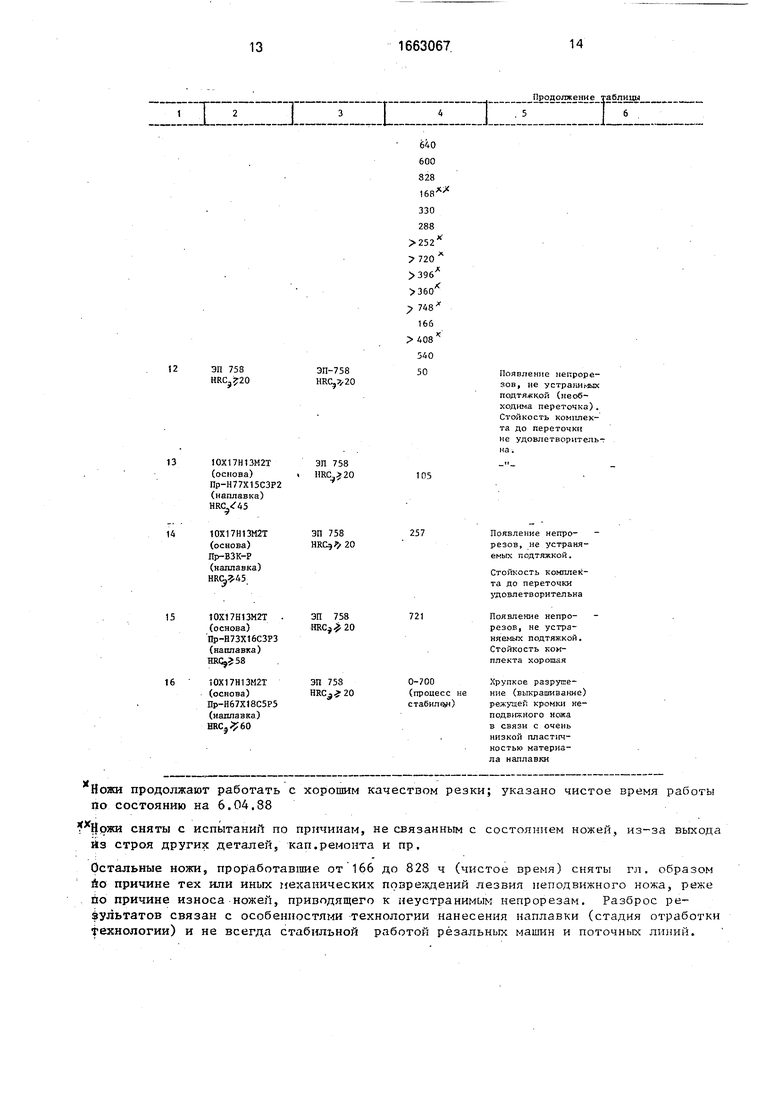
Ножи продолжают работать с хорошим качеством резки; указано чистое время работы По состоянию на 6.04.88
сняты с испытаний по причинам, не связанным с состоянием ножей, из-за выхода из строя других деталей, кап.ремонта и пр.
Остальные ножи, проработавшие от 166 до 828 ч (чистое время) сняты гл. образом йо причине тех или иных механических повреждений лезвия неподвижного ножа, реже по причине износа ножей, приводящего к неустранимым непрорезам. Разброс результатов связан с особенностями технологии нанесения наплавки (стадия отработки Технологии) и не всегда стабильной работой резальных машин и поточных лилий.
Ъ епф
апф
A90C99L
фигЛ
| Авторское свидетельство СССР N21498838, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
