Cf
3 J
I //
,.iivl-,:УШШШ
X
rc
I
О OO
I
Й
H
23
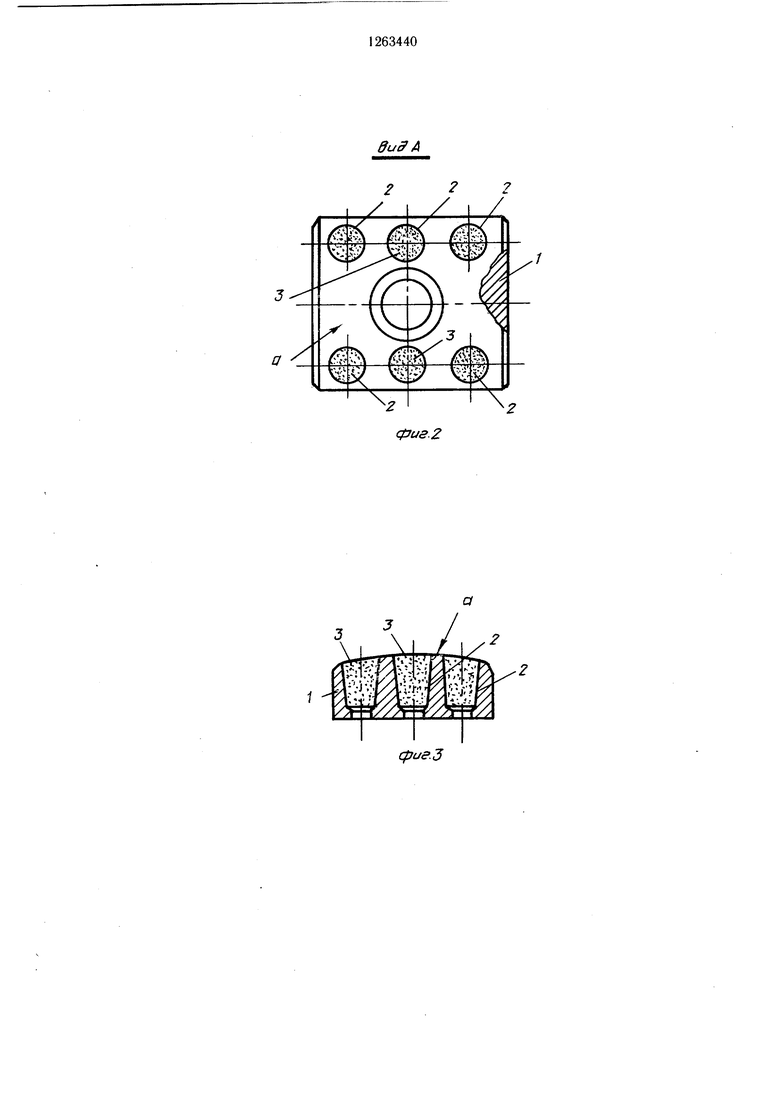
cpLie.l Изобретение относится к обработке ме-. таллов резанием, а именно к конструкции инструмента для обработки глубоких отверстий, в частности к направляющим этого инструмента, и может быть использовано в сборном инструменте при обработке глубоких отверстий. Известна направляющая инструмента для обработки глубоких отверстий, выполненная в виде износостойкой, например твердосплавной, шпонки, запрессованной в корпусе инструмента 1. Такие направляющие закрепляются непосредственно в корпусе инструмента консольно. Выкрашивание или поломка подобной направляющей в процессе работы приводит к повреждению посадочного места и порче корпуса инструмента,. Известна также направляющая, содержащая стальную колодку, в гнезде которой впаяна износостойкая вставка. Направляющую закрепляют в пазу корпуса инструмента, шлифуют износостойкие вставки на определенный размер, соответствующий диаметру обрабатываемого отверстия 2. Однако при этом износостойкие вставки также консольно выступают над корпусом колодки. Растягивающие напряжения, возникающие в твердосплавной вставке вследствие пайки, суммируются с напряжениями, возникающими во вставке при )аботе инструмента вследствие ее KosjcojibHoro закрепления. Это приводит к растрескиванию и выкрашиванию твердосплавных вставок, ухудшению качества обработанной поверхности и снижению стабильности протекания процесса скоростн(;й обработки глубоких отверстий. Цель изобретения - увеличение работоспособности направляющей и улучшение качества обр.чботанной поверхности отверстия. Указанная достигается тем, что в направляющей сборного инструглента для обработки глубоких отверстий, содержащей корпус в виде колодки, име;ои ей гнезда на рабочей поверхности с гановлекиыии в них износостойкими вставка /;, последние установлены в них с катягом i; заподлицо с поверхностью колодки. Износостойкие вставки н OTBepeiiin под них могут быть выполнены ц:1;1И 1д;;;1ческими, а также коническими с у1/п,гл конусности, не превышающим угла самоторможения. Выполнение в колодке гнезд для износостоиких вставок в виде отверстии и устаковка этих вставок в отверстия с натягом заподлицо с поверхностью колодки обеспечивают наведение сжима,ющих напряжений в материале вставок, что препятствует трещинообразованию и выкрашиванию материала износостойких вставок в процессе работы инструмента. Выполнение колодки из антифрикционного материала, например из твердой бронзы, препятствует образованию надиров на обрабатываемой поверхности. Выполнение износостойких вставок и гнезд для них цилиндрическими является наиболее простым по сравнению со всеми другими формами гнезд и вставок, что упрощает изготовление направляющей. Выполнение износостойких вставок и гнезд для них коническими с углом конусности, не превышающим угла самоторможения, обеспечивает увеличение сжимаюших напряжений во вставках при увеличении на них нагрузок во время работы инструмента. На фиг. приведена предлагаемая направляющая сборного инструмента для обработки глубоких отверстий в варианте, общий вид; {износостойкие вставки и гнезда для них выполнены цилиндрическими); на фиг. 2 - вид А на фиг. 1; на фиг. 3 - предлагаемая направляющая в варианте, когда износостойкие вставки и гнезда для „их выполнены коническими; на фиг. 4 - показана направляющая после ее закрепления на корпусе инструмента, аксонометрическая проекция. Направляющая содержит колодку 1, имеющую гнезда 2 с установленными в н:;.; с натягом и заподлицо с поверхностью а колодки 1 износосто.йки.ми (например, твер.аосплавными) вставками 3. Износостойкие вставки 3 и гнезда 2 для них могут быть выполнены как цилиндрическими, гак и коническими. Колодка 1 выполнена из антифрикционного материала, например из твердой боонзы. Направлящую крепят на корпусе 4 -фиг. 4) инструмента при помощи винтг. о, . после чего рабочую поверхность а колодки 1 вместе со вставками 3 шлифуют на размер, соответствующий диаметру обрабатываемого отверстия. Вследствие того, что каждая износостойкая вставка 3 обж.1та со всех сторон стенками гнезда 2, исключается их растрескивание и выкрашивание во время работы инструмента. Это увеличивает работоспособность направляющей и повышает качество обработанной поверхности.
duff А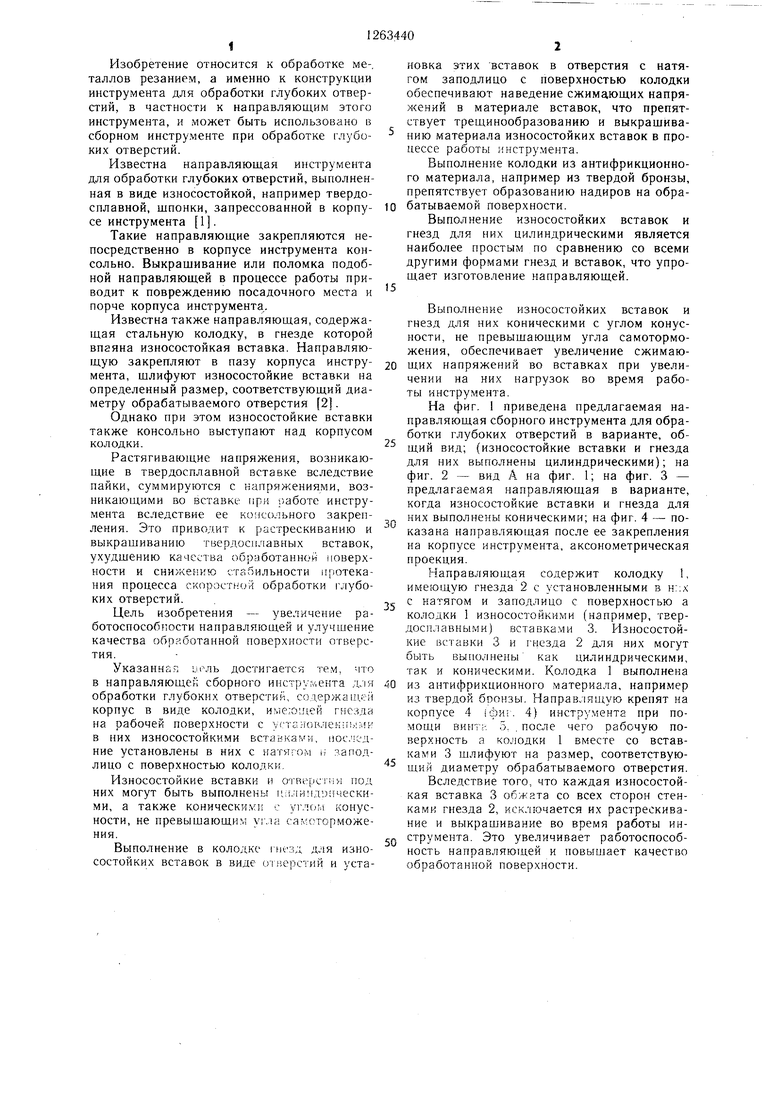
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| БУРОВАЯ КОРОНКА | 1994 |
|
RU2083793C1 |
| Сборная фреза | 1975 |
|
SU618212A1 |
| Цанга для зажима цилиндрической заготовки | 2021 |
|
RU2775596C1 |
| КАЛИБРАТОР ЛОПАСТНОЙ | 2007 |
|
RU2345209C1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| СПОСОБ КРЕПЛЕНИЯ ВСТАВОК ИЗ КАРБИДА ВОЛЬФРАМА НА ПОДЛОЖКЕ КОЛОННЫХ ЦЕНТРАТОРОВ | 2016 |
|
RU2643397C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ТРУБ И ГИЛЬЗ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2144455C1 |
| БУРОВОЕ ДОЛОТО С КОНИЧЕСКИМИ ШАРОШКАМИ С УЛУЧШЕННЫМ СОПРОТИВЛЕНИЕМ ЭРОЗИИ | 2017 |
|
RU2724680C2 |
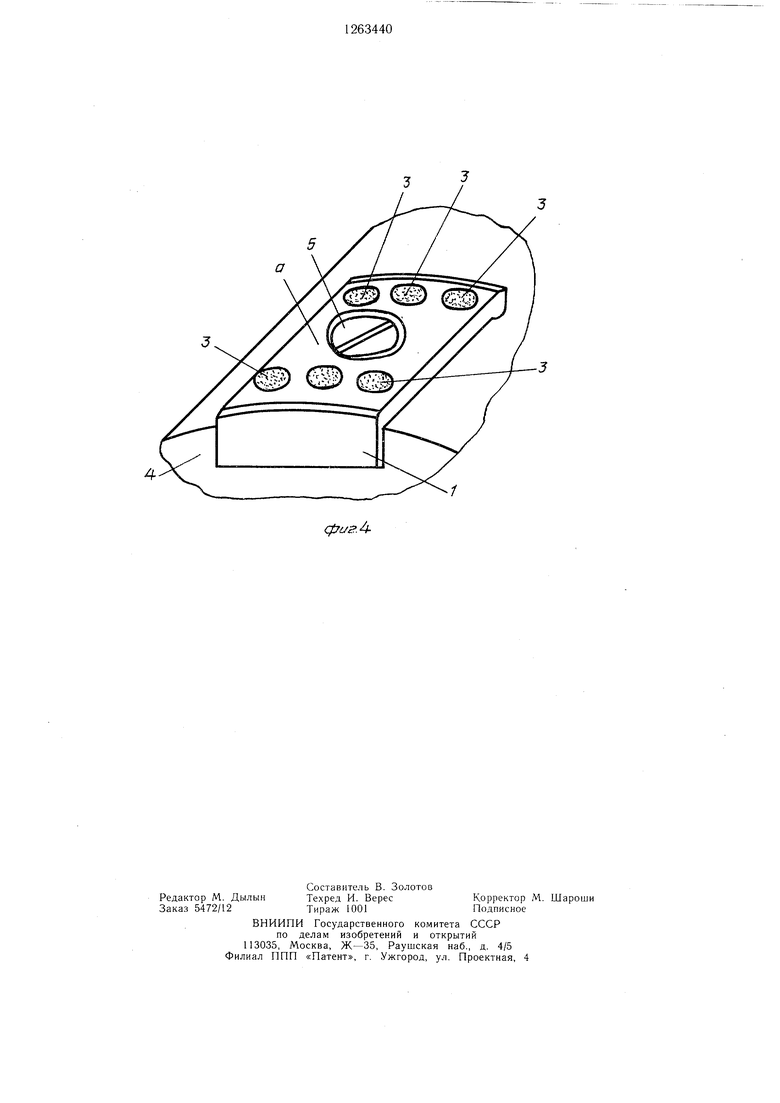
НАПРАВЛЯЮЩАЯ СБОРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ, содержащая корпус в виде колодки, имеющей гнезда на рабочей поверхности с установленными в них износостойкими вставками, отличающаяся тем, что, с целью повышения ее работоспособности и улучшения качества обработанной поверхности, износостойкие вставки установлены в гнездах с натягом и заподлицо с поверхностью колодки.
а
фигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 620126, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Троицкий Д | |||
| Н | |||
| Глубокое сверление | |||
| - Л.: Машиностроение, 1971, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
