Изобретение относится к металлообработке, в частности к резьбонарезанию и пластическому деформирующему резьбообразованию на заготовках из труднообрабатываемых сталей и кремнесодержащих алюминиевых сплавов на универсальных и специальных станках.
Известны цельные резьбонарезные плашки, содержащие корпус с пазами, сменные рабочие твердосплавные вставки, стружечные отверстия и крепежные винты для закрепления вставок (DE 102013103089, B23G 5/00, 08.05.2014).
Недостатком данных плашек является сравнительно низкие производительность, скорость резания и износостойкость, связанная с большой площадью контакта лезвий с профилем резьбы и повышенным коэффициентом трения стального инструмента со стальной заготовкой, что не отвечает современным требованиям серийного производства. Также они не предназначены для пластического деформационного резьбообразования поверхности заготовки, что не обеспечивает расширение технологических возможностей инструмента. К недостатками цельных плашек можно отнести и большую потребность инструментальных сталей на их изготовление, что повышает себестоимость инструмента.
Известна сборная плашка, содержащая корпус, радиальные пазы, в которых установлены резьбонарезные гребенки, последние имеют прорези, в которые вставлена пластинчатая пружина, подкладки и крепежные винты (патент РФ на изобретение 2043883, МПК B23G 5/04, опубл. 20.09.1995), выбранная авторами в виде прототипа.
Недостатком данной сборной плашки является сравнительно низкая износостойкость, связанная также с повышенным коэффициентом трения стального инструмента со стальной заготовкой. Также недостатком данной сборной плашки является также то, что она не предназначена для расширения технологических возможностей инструмента.
Техническим результатом является расширение технологических возможностей путем создания конструкции сборной плашки с различными сменными резьбообразующими вставками из различных классов твердосплавов, применение которых допускает обработку близких по типоразмерам резьб разного диаметра и разных шагов.
Технический результат достигается тем, что пазы корпуса представляют собой базовые гнезда, а режущими элементами служат комплект твердо-сплавных вставок, установленных в этих базовых гнездах с возможностью взаимодействия с их упорными и опорными поверхностями.
Кроме того, плашка снабжена комплектами резьбонарезных вставок для образования цилиндрических и конических резьб.
Кроме того, плашка снабжена комплектами пластически деформирующих резьбообразующих вставок для образования цилиндрических и конических резьб.
Кроме того, вставки выполнены из различных классов твердого сплава.
Повышение производительности и значительной стойкости достигается за счет снабжения инструмента вставками из современных твердых сплавов или с износостойкими покрытиями.
Расширение технологических возможностей инструмента достигается путем установки режущих вставок с другим шагом резьбы.
Сущность заявляемого изобретения поясняется чертежами.
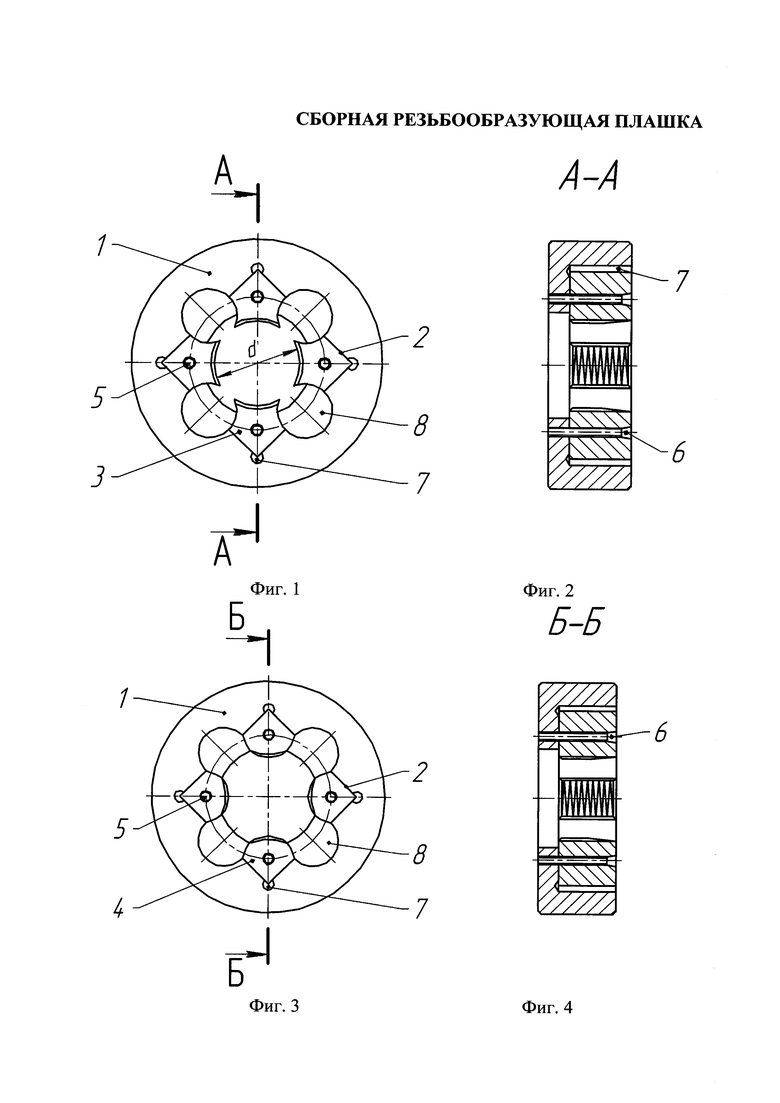
На фиг. 1 показан общий вид плашки со сменными режущими вставками; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - общий вид плашки со сменными пластически деформирующими вставками; на фиг. 4 - разрез по Б-Б на фиг. 3.
Сборная плашка содержит корпус 1, имеющий четыре базовых гнезда 2 под установку режущих 3 (см. фиг. 1, 2) или пластически деформирующих 4 (см. фиг. 3, 4) вставок из твердосплавов, закрепляемых винтами 5, крепежные конические углубления 6 и призматический паз 7 для ориентации при установке в плашкодержателе. Вставки 3 и 4, изготовленные из пластифицированного твердого сплава, легко обрабатываются обычными твердосплавными инструментами. Затем указанные вставки подвергаются спеканию и шлифованию базовых упорных и опорных поверхностей. Окончательно рабочие поверхности вставок шлифуют после их сборки в инструменте.
Сборка плашки осуществляется в следующей последовательности.
В точно изготовленные базовые гнезда 2 корпуса 1 устанавливают необходимые вставки и при смещении оси отверстия вставки и оси резьбового отверстия на величину 0,1 мм производят поджатие вставки к упорным и опорной поверхностям гнезда и надежно закрепляют винтами 5. Для большей надежности крепления вставки узел крепления сажают на клей цианоакрилат.
Для нарезания различных типоразмеров цилиндрических резьб в гнезда 2 корпуса плашки устанавливают вставки с цилиндрической рабочей частью. В случае нарезания резьб с одинаковым диаметром и разным шагом резьбы в гнезда 2 корпуса плашки устанавливают комплект вставок, отличающихся по шагу резьбы, а для нарезания резьб с одинаковым шагом и разным диаметром в гнезда корпуса плашки устанавливают комплект вставок, отличающихся по диаметру.
Для нарезания различных типоразмеров конических резьб в гнезда 2 корпуса плашки устанавливают вставки с конической рабочей частью. При нарезании резьб с одинаковым диаметром и разным шагом резьбы в гнездах 2 корпуса плашки закрепляют комплект вставок, отличающихся по шагу резьбы, а для нарезания резьб с одинаковым шагом и разным диаметром в гнезда корпуса плашки закрепляют комплект вставок, отличающихся по диаметру.
При резьбообразовании резьб на заготовках из различных классов металлов применяют комплекты вставок из различных классов твердосплавов.
Таким образом, сборная плашка позволяет значительно расширить технологические возможности, то есть производить обработку различных видов и типоразмеров резьб на заготовках из различных классов стальных и алюминиевых сплавов, повысить производительность и стойкость инструмента, сократить номенклатуру корпусов, снизить себестоимость, повысить конкурентоспособность, а также способствовать решению проблемы импортозамещения.
Стружка, образовывающаяся при нарезании (пластическом деформировании) резьбы, отводится с помощью стружечных отверстий 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАШКА | 2004 |
|
RU2258585C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Сборная дисковая фреза | 2016 |
|
RU2647202C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2008 |
|
RU2404031C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2013 |
|
RU2541245C2 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| Способ изготовления резьбообразующего инструмента и устройство для его осуществления | 1982 |
|
SU1026983A1 |
| Резьбовыдавливающий инструмент | 1980 |
|
SU940970A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
Плашка содержит корпус с пазами, сменные рабочие твердосплавные вставки, стружечные отверстия и крепежные винты для закрепления вставок. Пазы корпуса выполнены в виде базовых гнезд, а упомянутые сменные твердосплавные вставки выполнены с коническими углублениями, установлены в базовых гнездах с возможностью поджима к их упорным и опорным поверхностям и закреплены посредством указанных крепежных винтов. Вставки могут быть выполнены в виде комплекта для возможности нарезания цилиндрических или конических резьб или их образования пластическим деформированием. Достигается повышение производительности и стойкость инструмента, расширение его технологических возможностей. 3 з.п. ф-лы, 4 ил.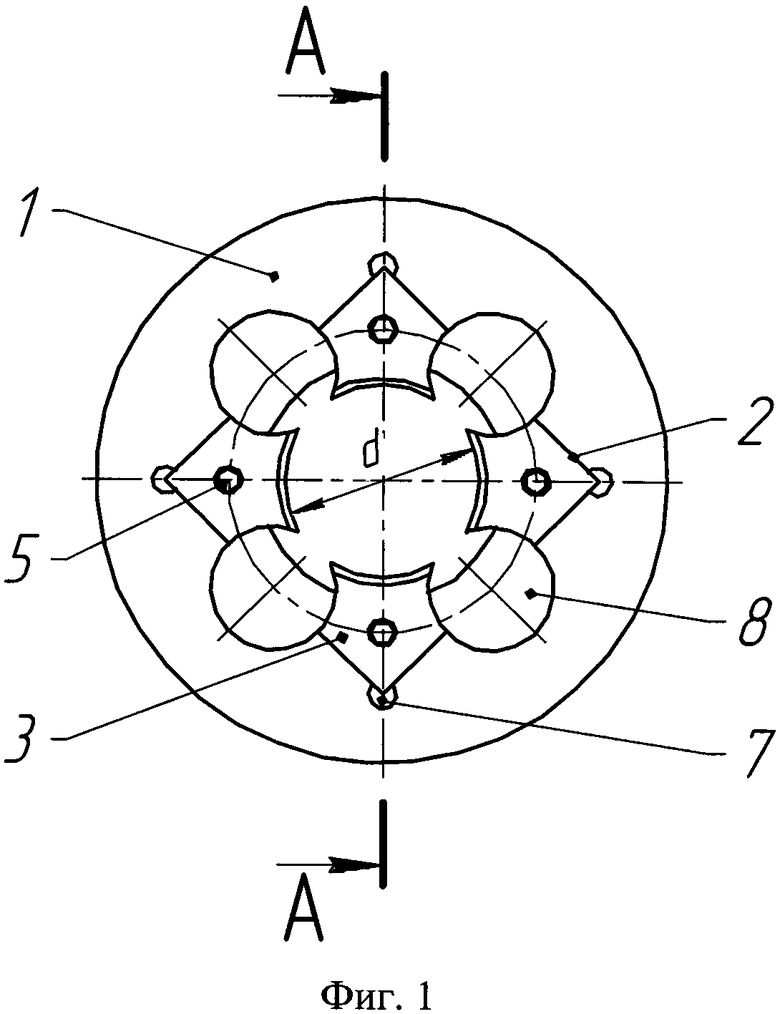
1. Сборная резьбообразующая плашка, содержащая корпус с пазами, сменные рабочие твердосплавные вставки, стружечные отверстия и крепежные винты для закрепления вставок, отличающаяся тем, что пазы корпуса выполнены в виде базовых гнезд, а упомянутые сменные твердосплавные вставки выполнены с коническими углублениями, установлены в базовых гнездах с возможностью поджима к их упорным и опорным поверхностям и закреплены посредством указанных крепежных винтов.
2. Плашка по п. 1, отличающаяся тем, что вставки выполнены в виде комплекта для возможности нарезания цилиндрических или конических резьб.
3. Плашка по п. 1, отличающаяся тем, что вставки выполнены в виде комплекта для возможности образования цилиндрических или конических резьб пластическим деформированием.
4. Плашка по п. 1, отличающаяся тем, что вставки выполнены из различных твердых сплавов.
| DE 102013103089 B3, 08.05.2014 | |||
| Сборная плашка | 1984 |
|
SU1256893A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| ПЛАШКА | 1994 |
|
RU2089359C1 |

