ю
Од 00 4 Од СП Изобретение относится к сварочному производству, а именно к сварочным системам питания постоянного тока, в частности к системам централизованного питания сварочных постов преимущественно при электродуговой микросварке. Цель изобретения - повышение эффективности работы источника сварочного тока путем равномерного распределения его мощности на сварочные посты. На чертеже изображена схема системы централизованного питания сварочных постов. Система содержит источник 1 сварочного тока и выполненный из трех ветвей 2, 3 и 4 шинопровод 5 для подключения сварочных постов 6-9 к источнику 1 сварочного тока. Ветви 2, 3 и 4 шинопровода 5 расположены параллельно друг другу и равным между собой по длине и сечению. Начала первой 2 и второй 3 ветвей шинопровода подключены к выходу источника 1. Концы второй 3 и третьей 4 ветвей соединены между собой. Ближайший к источнику 1 сварочный пост 6 подключен к шинопроводу 5 вначале первой 2 и третьей 4 ветвей, а остальные сварочные посты 7, 8 и 9 (по существу число постов может быть любым) подключены к первой 2 и третьей 4 ветвям шинопровода 5 по мере удаления от источника 1, до конца ветви 4. Расстояния между точками подключения любой пары постов Еш-(2) и 1п/(4) равны на всех ветвях шинопровода, т.е. EI 1,13(2) tlO,12(4); tl 3,15(2) tl2,l4(4.)-, El 5,17(2) El4.,16(4), где в скобках указаны ветви шинопровода 5, а 10, 11, 12 и 13 - точки подключения постов к ветви 2; 14, 16 и 17 - точки подключения постов к ветви 3 шинопровода 5. На схеме обозначены позициями 18 и 19 клеммы выхода источника 1 сварочного тока. При питании сварочных постов 6-9 от источника 1 сопротивление шинопровода 5, соединяющего каждый пост с источником, будет складываться из сопротивления участка первой ветви 2 щинопровода 5, сопротивления второй ветви 3 шинопровода 5 и участка третьей ветви 4 шинопровода 5. Поскольку сечения ветвей шинопровода равны между собой, то их сопротивления прямо пропорциональны длинам участков от выхода источника сварочного тока до точек подключения сварочных постов. Длина участка шинопровода 5, питающего сварочный пост 6, будет равна Ьб El8,10(2)+ (3)+ fl7,14(4,(1) (длины проводников в сварочных постах и проводника, соединяюш,его концы ветвей 3, 4 шинопровода 5, не учитываются), а длина участка шинопровода 5, питающего следующий пост 7, будет равна L7 l8,ll(2) + t(3)+t 17,15(4).(2) Рассматривая равенство (1) и (2), видим, что длина участка подключения поста 7 будет на ветви 2 щинопровода 5 на 11,13(2) больше, а на ветви 4 меньще на Eio,i2(4). Но поскольку согласно формуле изобренияЕЮ,11(2) J 14,15(4), то Ьб Ly. Аналогично рассуждая, находим, что Ьб L7 1,8 L9 Li, т.е. длины участков шинопровода, подключающих любой сварочный пост к источнику сварочного тока, будут равны между собой. В процессе работы системы напряжение на выходе источника 1 сварочного тока создает ток, протекающий по ветвям 2, 3 и 4 шинопровода 5. Поскольку длины участков ветвей подключения постов 6-9 к источнику 1 будут равны между собой, то напряжения на выходе каждого поста будут равны и мощность источника 1 равномерно распределится на все посты, что по сравнению с прототипом позволяет значительно повысить эффективность работы системы.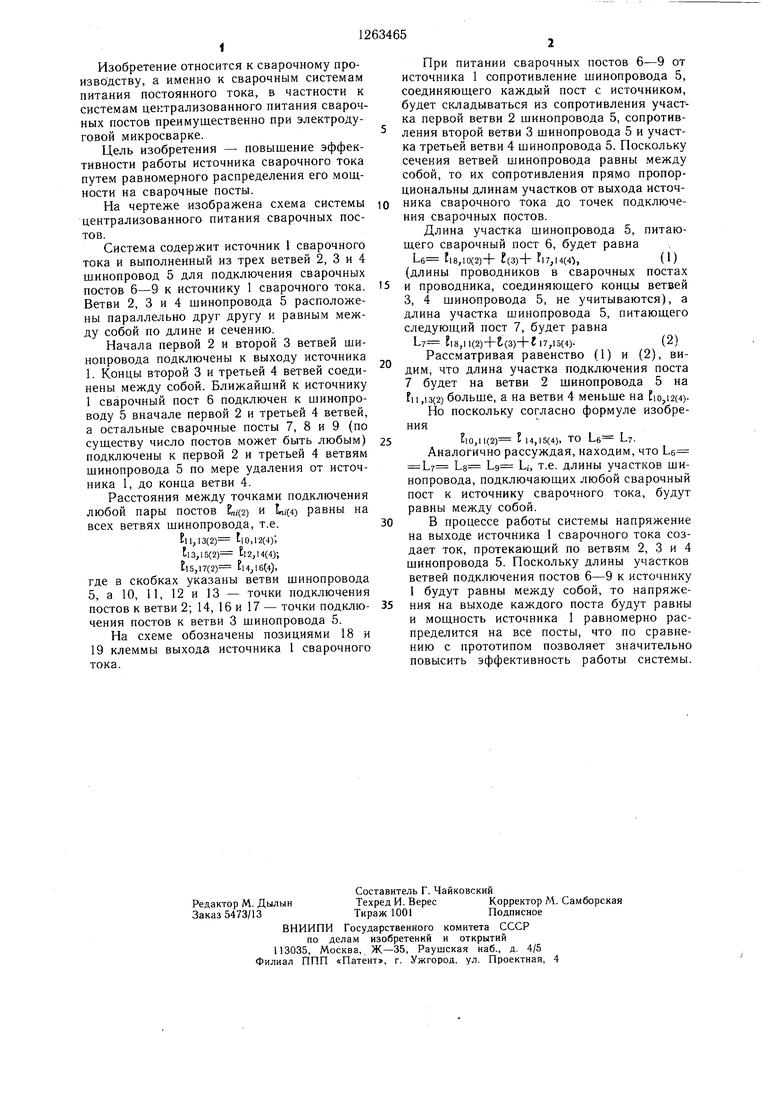
| название | год | авторы | номер документа |
|---|---|---|---|
| Система централизованного питания сварочных постов | 1989 |
|
SU1798074A1 |
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| МНОГОПОСТОВАЯ СИСТЕМА ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1970 |
|
SU274280A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| СИСТЕМА ПИТАНИЯ ПОСТОВ | 1969 |
|
SU246750A1 |
| Многопостовая система питания индукционных нагревателей | 1978 |
|
SU735648A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| МНОГОПОСТОВАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙСВАРКИ | 1970 |
|
SU282559A1 |
| Система централизованного питания сварочных постов | 1973 |
|
SU563243A1 |
СИСТЕМА ЦЕНТРАЛИЗОВАННОГО ПИТАНИЯ СВАРОЧНЫХ ПОСТОВ преимущественно нри дуговой микросварке, содержащая источник сварочного тока и щинопровод для подключения сварочных постов, отличающаяся тем, что, с целью повышения эффективности работы источника сварочного тока путем равномерного распределения его мощности на сварочные посты, шинопровод выполнен в виде трех параллельно расположенных равных по длине и сечению ветвей, из которых первая и вторая ветви подключены своими началами к выводам источника сварочного тока, а концы второй и третьей ветвей соединены между собой, при этом ближайщий к источнику сварочного тока сварочный пост подключен к шинопроводу вначале первой и третьей ветвей, а остальные сварочные посты по мере их удаления от источника сварочного тока подключены к первой и третьей ветвям шинопровода, а расстояние между точками подключения любой пары постов равны на всех ветвях шинопровода.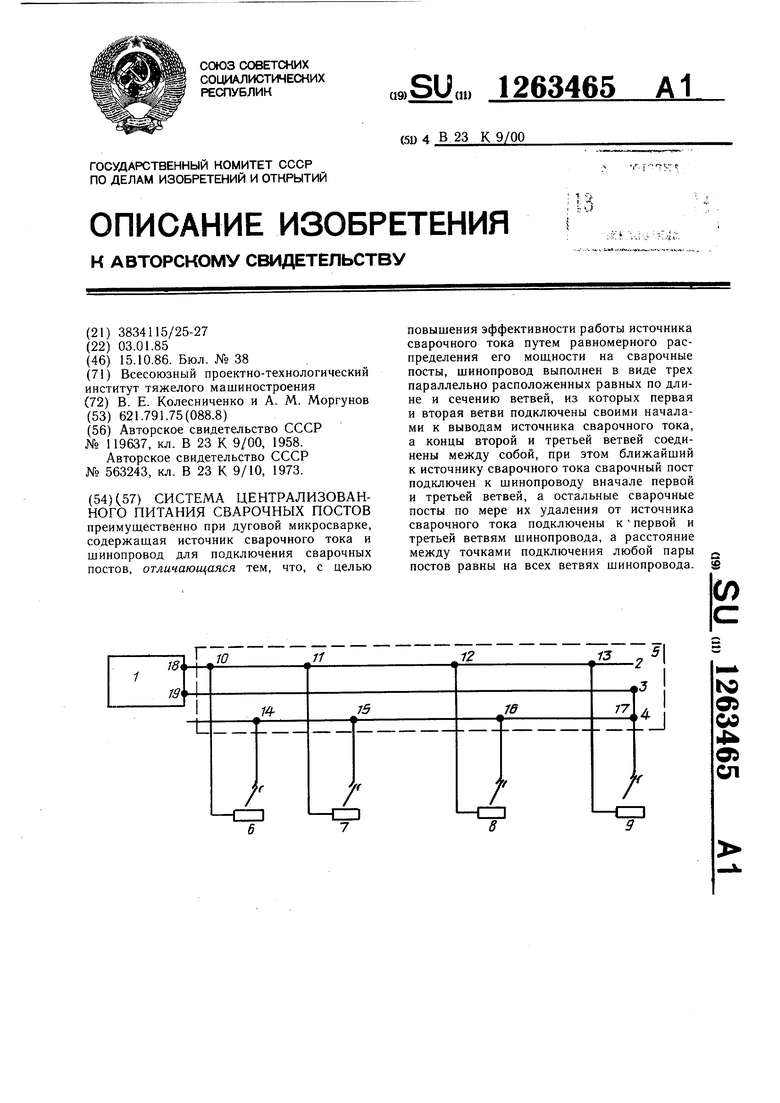
| Способ автоматического управления сварочными электромашинными преобразователями | 1958 |
|
SU119637A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Система централизованного питания сварочных постов | 1973 |
|
SU563243A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
