Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки полосового материала. Цель изобретения - повышение производительности и надежности пневмогидравлических ножниц путем снижения массы подвижных частей. На чертеже изображены пневмогидравлические ножницы, общий вид в разрезе. Пневмогидравлические ножницы содержат станину 1, смонтированный в станине 1 неподвижный нож 2, взаимодействующий с ним подвижный нож 3, закрепленный в ножевой балке 4, установленной на упругой опоре, выполненной в виде пружин 5 и 6 сжатия, установленных в станине 1. Ножевая балка 4 смонтирована в направляющих 7 и 8 станины 1 с возможностью перемещения в направлении неподвижного ножа 2 при помощи блока цилиндров, включающего взаимодействующие пневматический цилиндр 9 и соосно установленный внутри него гидравлический цилиндр 10, корпус 11 которого, имеющий фланец 12, сочленен с корпусом 13 пневматического цилиндра 9. В расточке корпуса 13 пневматического цилиндра 9 смонтирован подпружиненный пружиной 14 порщень 15, жестко связанный с плунжером 16 гидравлического цилиндра 10, а в расточке корпуса 11 этого цилиндра смонтирован поршень 17 с полым штоком 8. Диаметр плунжера 16 выполнен меньшим диаметра цилиндрической полости 19 указанного штока. Ножницы снабжены системой ограничителей перемещения ножевой балки 4, а также управляемым при помощи регулятора 20 давления гидроаккумулятором 21 с двумя выходами, гидравлически связанными каналами 22 и 23 через обратный и запорный клапаны 24 и 25 с надпорщневой полостью 26 гидравлического цилиндра 10, причем блок цилиндров 9 и 10 жестко связан со станиной 1 при помощи фланца 12, а шток 18 поршня 17 гидравлического цилиндра 10 через отверстие переходного цилиндра 27 состыкован с ножевой балкой 4. Система ограничителей перемещения ножевой балки 4 выполнена в виде смонтированных на станине 1 регулируемых в вертикальной плоскости упоров 28 и 29 и конечного выключателя 30 с регулируемым в вертикальной плоскости флажком 31, электрически связанного с пневмораспределителем 32, подсоединенным к пневматическому цилиндру 9. Упоры 28 и 29 расположены над ножевой балкой 4 симметрично продольной оси 33 штока 18 гидравлического цилиндра 10, конечный выключатель 30 - под ножевой балкой 4 на кронштейне 34, а его регулируемый в вертикальной плоскости при помош,и резьбовой нарезки 35 флажок 31 закреплен в ножевой балке 4. Ножницы оснащены также амортизаторами 36, смонтированными в станине 1 под ножевой балкой 4. Каждый из амортизаторов 36 содержит корпус 37 с резьбовой частью 38 и закрепленную в корпусе 37 вставку 39 из материала, обладающего высокими демпфирующими свойствами, например полиуретана. Наладку ножниц производят следующим образом. В соответствии с толщиной разделяемого материала устанавливают необходимый раствор ножей 2 и 3 и величину рабочего хода ножевой балки 4. Для этого открывают запорный клапан 25 и подают сжатый воздух под заданным давлением, отрегулированным при помощи регулятора 20 дав ления, в гидроаккумулятор 21, в результате чего рабочее тело из гидроаккумулятора 21 через обратный клапан 24, запорный клапан 25 по каналам 22 и 23 поступает в .надпоршневую полость 26 гидравлического цилиндра 10 и перемещает порщень 17. При этом его шток 18, взаимодействуя с ножевой балкой 4, перемещает ее в направлении неподвижного ножа 2, сжимая при этом пружины 5 и 6. Происходит изменение раствора ножей 2 и 3. При достижении раствора, меньщего толщины разрезаемого материала, при помощи регулятора 20 давления сбрасывают давление в полости гидроаккумулятора 21 и перекрывают канал 23 запорным клапаном 25. Происходит остановка ножевой балки 4, так как переливу рабочего тела обратно в гидроаккумулятор 21 под действием пружин 5 и 6 препятствуют обратный и запорный клапаны 24 и 25. После этого путем вращения производят регулировку упоров 28 и 29 системы ограничителей и устанавливают их в положении, обеспечивающем оптимальный раствор ножей 2 и 3. Затем открывают запорный клапан 25, в результате чего ножевая балка 4 пружинами 5 и 6 поджимается к упорам 28 и 29 и устанавливается в крайнем верхнем положении, обеспечивающем заданный раствор ножей 2 и 3. При этом в процессе перемещения ножевой балки 4 рабочее тело из иадпоршневой полости 26 переливается через открытый запорный клапан 25 в гидроаккумулятор 21. Для получения оптимального рабочего хода ножевой балки 4 и компенсации инерционности срабатывания пневмораспределителя 32 при отключении им пневматического цилиндра 9 флажок 31 при помощи винтовой нарезки 35 устанавливают на расстоянии Л от конечного выключателя 30, соответствующем 35-40% толщины разделяемого материала (без учета величины зазора между режущей кромкой ножа 3 и поверхностью материала). Расстояние между поверхностями полиуретановых вставок 39 амортизаторов 36 и нижней поверхностью ножевой балки устанавливают соответствующим 20-25% толщииы разделяемого материала путем поворота корпусов 37, оснащенных резьбовыми частями 38. Ножницы работают следующим образом. В исходном положении ножевая балка 4 поджата пружинами 5 и 6 к упорам 28 и 29 и состыкована со щтоком 18 порщня 17. Полость 19 указанного щтока и надпорщневая полость 26 заполнены рабочим телом, а запорный клапан 25 перекрывает канал 23. При подаче сигнала, например, от командоаппарата пресса (не показан) срабатывает пневмораспределитель 32, и сжатый воздух подается в пневматический цилиндр 9. В результате этого приводится в движение порщень 15 и жестко связанный с ним плунжер 16 гидравлического цилиндра 9. При перемещении в полости 19 плунжер 16 под высоким давлением вытесняет рабочее тело в подпорщневую полость 26, вследствие чего порщень 17 со щтоком 18 приводится в движение и, воздействуя на ножевую балку 4, приводит ее в движение в направлении нижнего ножа 2. Нож 3, выбрав зазор между режущей кромкой и поверхностью материала, внедряется в последНИИ и совместно с ножом 2 производит разделение материала. При внедрении ножа 3 в материал на величину, соответствующую 20-25% его толщины, ножевая балка 4 набегает на полиуретановые вставки 39 амортизаторов 36, а при дальнейщем перемещении ножа 3 на величину, соответствующую 30-40% толщины материала, флажок 31 взаимодействует с конечным выключателем 30, который подает сигнал пневмораспределителю 32 на отключение подачи сжатого воздуха в пневматический цилиндр 9. Таким образом, при сколе материала конечный выключатель 30 подает сигнал на отключение подачи сжатого воздуха в пневматический цилиндр 9, а амортизаторы 36 гасят возникающую при сколе динамическую нагрузку, обеспечивая при этом заданную величину рабочего хода ножевой балки 4. При отключении подачи сжатого воздуха в пневматический цилиндр 9 порщень 15 и жестко связанный с ним плунжер 16 под действием пружины 14 возвращаются в крайнее верхнее положение. Ножевая балка 4 с порщнем 17 под действием пружин 5 и 6 перемещается до упора с упорами 28 и 29, а уменьшение объема рабочего тела, находящегося в полостях 19 и 26 гидроцилиндра 10, возникщее при разделении материала из-за утечек рабочего тела, находившегося под высоким давлением, автоматически компенсиру ется рабочим телом из гидроаккумулятора 21 за счет открытия обратного клапана 24. В случае необходимости разделения материала другой толщины производят переналадку ножниц описанным образом, и цикл работь ножниц повторяется.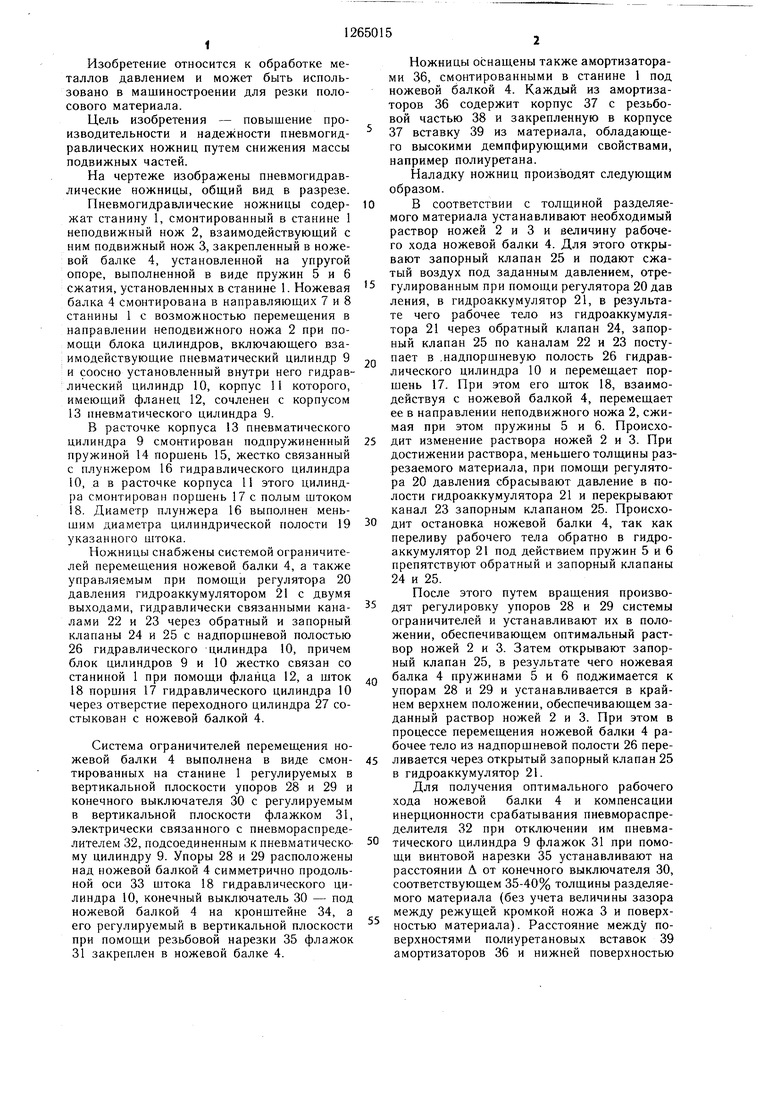

| название | год | авторы | номер документа |
|---|---|---|---|
| Пневмогидравлические ножницы | 1987 |
|
SU1489924A1 |
| Ножницы для резки профильного материала | 1977 |
|
SU921455A3 |
| Пневмогидравлический дозатор | 1976 |
|
SU606266A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Устройство для многооперационной металлообработки | 1987 |
|
SU1505778A1 |
| Установка для нанесения покрытий | 1980 |
|
SU959835A1 |
| ИМПЛОЗИОННЫЙ ГИДРОГЕНЕРАТОР ДАВЛЕНИЯ МНОГОКРАТНОГО ДЕЙСТВИЯ | 2006 |
|
RU2318985C2 |
| Гидравлическое предохранительное устройство от перегрузки механического пресса | 1986 |
|
SU1323413A1 |
| Установка для резки и укладки листовых заготовок в стопу | 1988 |
|
SU1579654A1 |
| Пневмогидравлический привод многоместных зажимных приспособлений технологического оборудования | 1977 |
|
SU1022801A2 |
ПНЕВМОГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ, содержащие станину, смонтированный в станине неподвижный нож, подвижный нож, закрепленный в ножевой балке, установленной в станине на упругой опоре с возможностью перемещения в направлении неподвижного ножа при помощи блока цилиндров, включающего пневматиге Iff т за ческий цилиндр и соосно установленный внутри него гидравлический цилиндр, корпус которого связан с корпусом пневматического цилиндра, а также пневмораспределитель, подсоединенный к пневматическому цилиндру, отличающиеся тем, что, с целью повышения производительности и надежности, они снабжены управляемым гидроакуммулятором с двумя выходами, связанными через обратный и запорный клапаны с надпоршневой полостью гидравлического цилиндра, и системой ограничителей перемещения ножевой балки, выполненной в виде смонтированных на станине регулируемых упоров и конечного выключателя с регулируемым флажком, электрически связанного с пневмораспределителем, § при этом упоры расположены над ножевой балкой, конечный выключатель - под но(Л жевой балкой, а регулируемый флажок закреплен на ножевой балке. кэ О5 СП СП X 3
| Безыгольный инъектор | 1983 |
|
SU1230600A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
