332
В плунжере выполнены каналы, соединяющие полости силовых цилиндров узла прижима и двойного действия,
С целью обеспечения резки в два этапа надрезки в одном направлении и окончательного разделения материала в другом направлении, ножницы снабжены упорами, размещенными в крышках, установленными с возможностью регулировки и выполненными в виде силовых цилиндров со штоками, взаимодействующими с плунжером.
Система подаяи рабочей среды содержит по крайней мере один насос, а также электродвигатель с ма хреиком соединенный с ним.
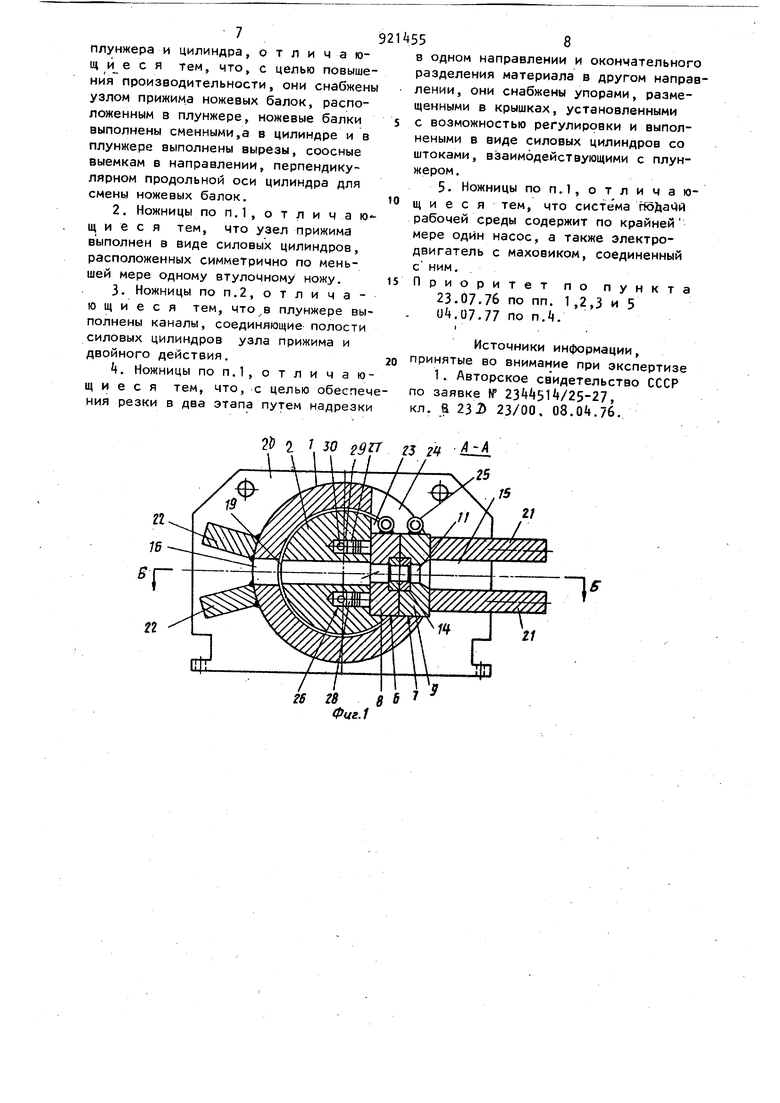
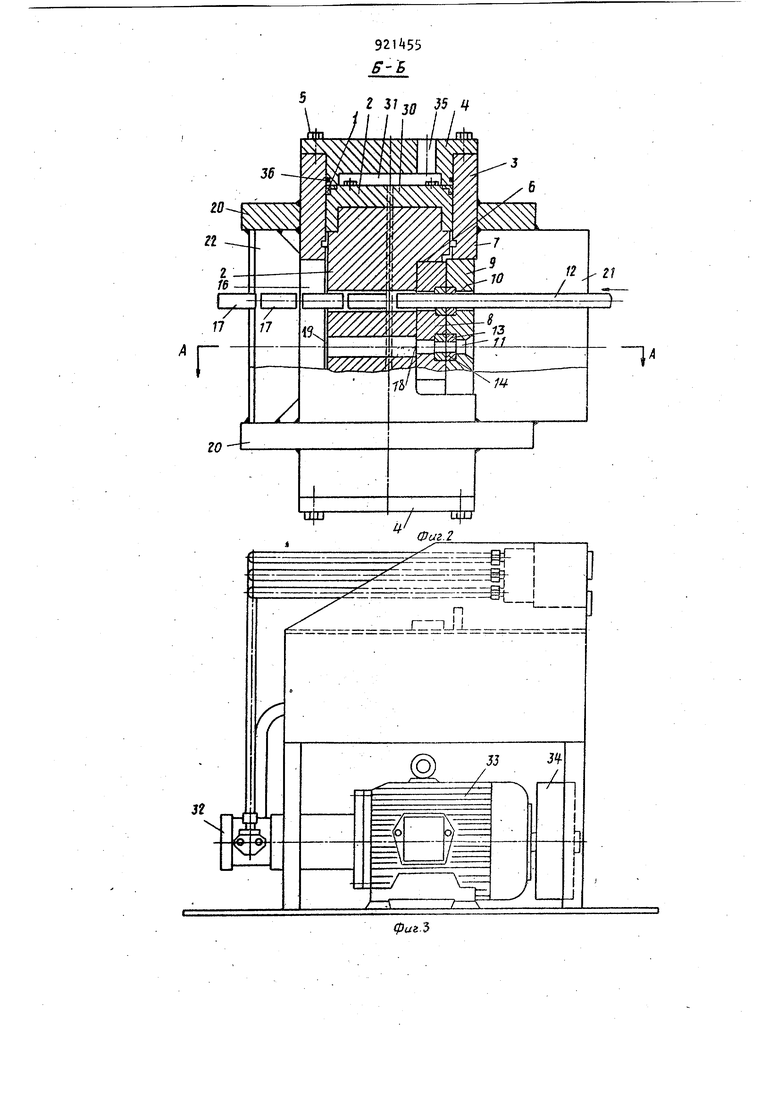
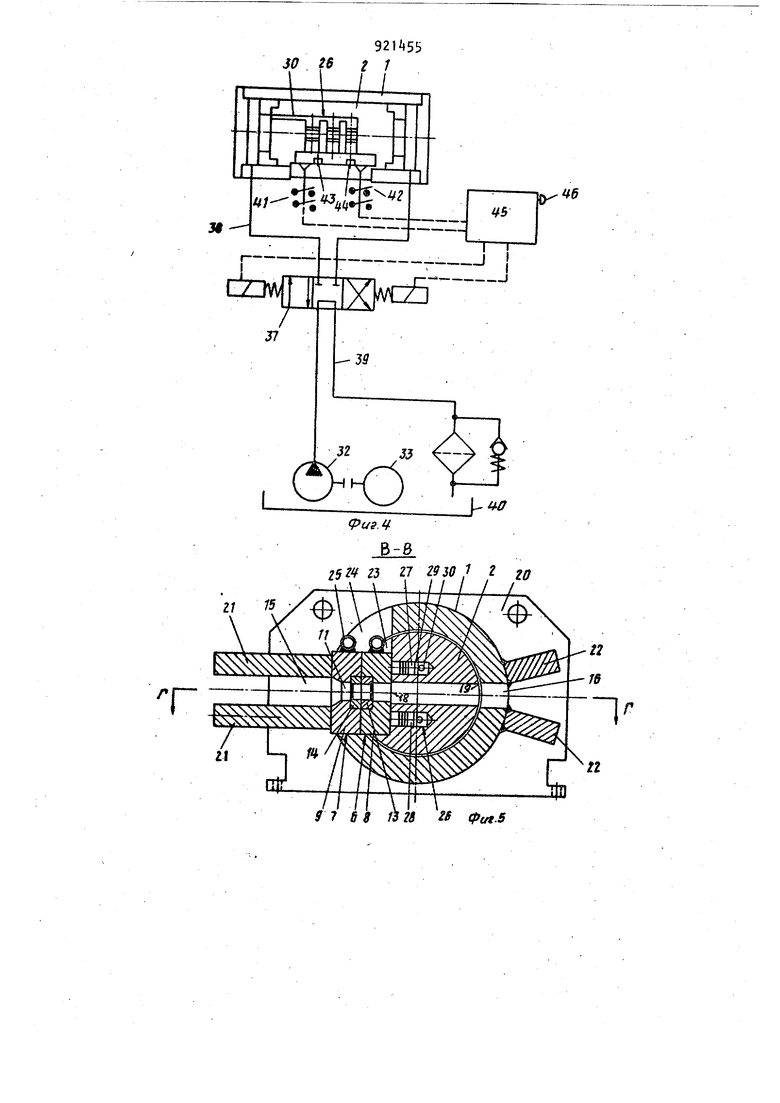
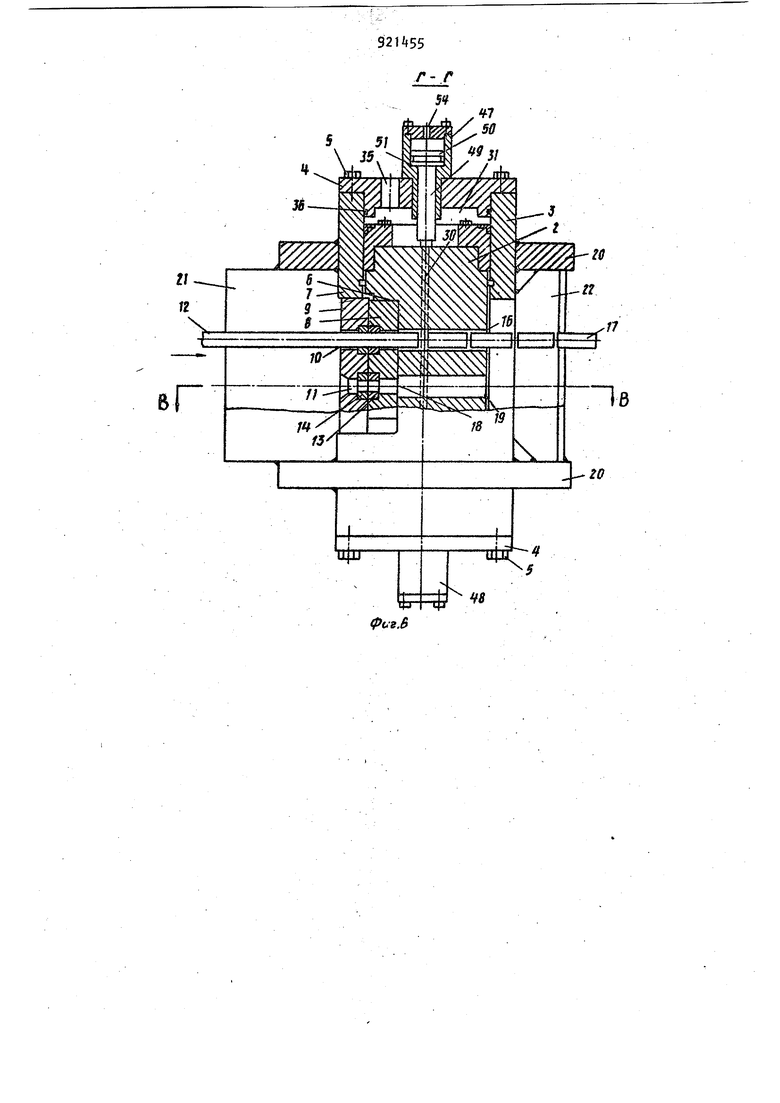
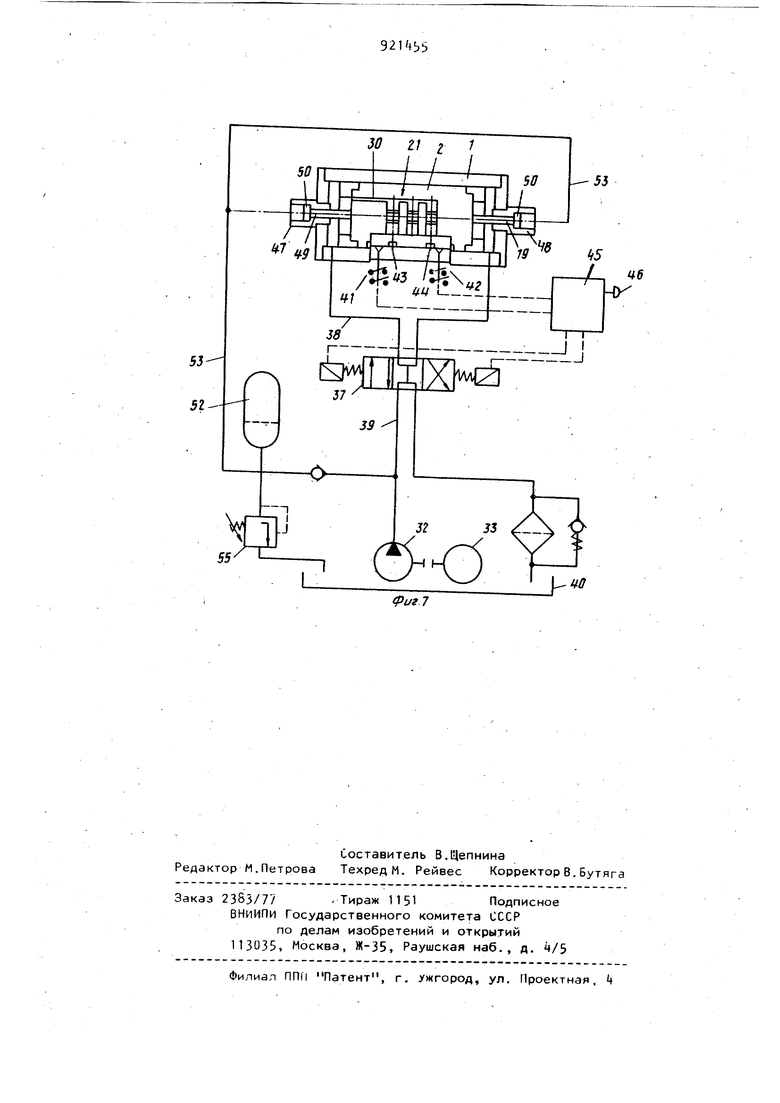
На фиг.1 показано сечение А-А на фиг.2 (ножницы, поперечное сечение); на фиг.2- сечение Б-Б на фиг,1; на фиг.З гидропривод ножниц; на фиг.4схема гидропривода ножниц; на фиг.5сечение В-В на -фиг.6 (вариант ножниц, поперечное сечение); на фиг.6 сечение Г-Г на фиг,5; на фиг.7 - схема гидропривода варианта ножниц.
Ножницы содержат силовой цилиндр двойного действия, состоящий из корпуса 1 и плунжера 2, Корпус 1 выполнен в виде цилиндра 3 и двух крышек k, прикрепленных к цилиндру 3 винтами 5.
В плунжере 2 и в цилиндре 3 выполнены выемки 6 и 7 для размещения соответственно подвижной 8 и неподвижной 9 ножевых балок. Ножевые балки 8 и 9 имеют прямоугольное попереч ное сечение и одно или несколько отверстий (на чертеже два отверстия 10 и ). Отверстия 10 и 11 могут иметь поперечное сечение, соответствующее профилю разрезаемого материала 12, а на торцах стенок отверстия могут быть выполнены режуш ие кромки. 8 отверстия 10 и 11 могут вставляться, втулочные ножи 13 и I, изготовленные из высококачественного материала, например из тве{: дого сплава, керамического материала или металлокерамики. В корпусе 1 выполнены входное отверстие 15 для подачи профильного материала и выходное отверстие 16 для отвода заготовок Г/. В плунжере 2 также выполнены входное 18 и выход ное 1У отверстия.
Корпус 1 имеет две опоры 20 и ребра 21 и 22 для усиления корпуса со стороны входного и выходного от4
верстий. Ребра 21 используются для базирования ножевой балки 9.
В плунжере 2 и в цилиндре 3 выполнены вырезы 23 и 2, соосные
выемкам 6 и 7 в направлении, перпендикулярном продольной оси цилиндров, для смены ножевых балок 8 и 9. Ножевые балки 8 и 9 имеют болты 25 для удобства извлечения вручную или
посредством подъемных средств. Благодаря этому ножевые балки, пришедшие в негодность, могут быстро заменяться или устанавливаться для резки другого профиля материала. Для прижима подвижной 8 ножевой балки и неподвижной 5 используют узел прижима 26, размещенный в плунжере 2 и выполненный в виде силовых цилиндров- 27 и 28, которые расположены симметрично
по меньшей мере одному втулочному ножу. Полости 29 силовых цилиндров 27 и 28 через каналы 30, выполненные в плунжере 2, соединены с полостями 31 силового цилиндра двойного
действия. Узел прижима выполнен таким образом, что усилие прижима составляет приблизительно 20-251 усилия резания. Такое выполнение узла прижима имеет то преимущество, что
усилие прижима зависит от усилия резания и достигает своего максимального значения в тот момент, когда при резании имеют место пиковые нагрузки.
Во время обратного движения плунжера усилие прижима практически отсутствует. Из-за этого не только облегчается движение плунжера, но и уменьшается износ ножевых балок.
Ножницы оснащены системой подачи рабочей среды и системой управления.
Система подачи рабочей среды состоит как минимум из одного насоса 32, который приводится в движение электродвигателем 33 с маховиком 3 Последний используется как накопитель энергии для обеспечения пиковых нагрузок во время резания. 8 крышке 4 для подачи рабочей среды (масла) выполнено отверстие 35 и предусмотрены уплотнения 36.
Система управления содержит магнитный золотник 37, расположенный между трубопроводами 38 и 39 и управляющий движением подвижной ножевой балки 8 посредством переключения потока масла. Через магнитный золот5
ник 37 масло, поступающее из силового цилиндра двойного действия вовращается в масляный резервуар 4о. Возвратно-поступательное движение плунжера 2 управляется конечными выключателями VI и А2, которые расположены вблизи ножевых балок и срабатывают от кулачков 3 и , 1эазмещенных на подвижной ножевой балке 8.
Конечные выключатели через электрические блоки упрёвления 5 сея-. заны с электромагнитным золотником.
блок управления 3 содержит управляющие элементы, связанные с. кнопкой 6,
При резании профильного материала происходит- изменение его поперечного сечения. Если процесс резки ведется в два этапа, то поперечное сечение профиля не изменяется. Для .этого при движении в одном направлении ножевая Ъалка 8 должна надрезать материал,.а при движении в обратном напраа лении полностью разделять. Для осуществления такой работы плунжер2 должен позиционироваться в среднем положении и осуществлять движение в обоих направлениях, причем.это среднее положение является сходным для него. В исходном положении находят.ся втулочные ножи обеих ножевых балок соосны, что обеспечивает возможность подачи профильного матери-ала. 6 это исходное положение.плунжер возвращается каждый раз. Для этого плунжер 2 в исходном положении располагается между упорами 7 и 48, смонтированными в крышках 4 силового цилиндра двойного действия и выполненными в виде си ловых цилиндров. Штоки 9 .силовых цилиндров 7. и 8 взаимодействуют с плунжером 2. На фиг.6 показано среднее исходное положение плун{жера 2, когда поршни 50 силовых цилиндров 47 и 48 упираются в торец 51 цилиндров. Поршни 50 находятся под давлением рабочей среды (масла), на которую воздействует давление газового аккумул.ятора 52. С газовым аккумулятором силовые цилиндры 47 и 48 связань посредством трубопровода 53 и канала 54.
Если при работе ножниц какой-либо из поршней ЬО перемещается из конечного положения, то гидравлическое масло, вытесненное поршнем, дости 556
гает газового аккумулятора 52, из-з чего повышается его противодавление Гидравлическое масло и газовый аккумулятор воздействуют, таким образом ,как пружинный элемент, осуществляющий перемещения- обоих позиционирующих упоров в конечное положение после каждого рабочего такта ножниц. Возможно расположение также пружин сжатия, которые воздействовали бы на упоры. Газовый аккумулятор 52 с трубопроводами 53, ведущими к цилиндрам 47 и 48, подключен к трубопроводам-39 и к насосу 32. Давление, имеющееся вцилиндрах 47 и 48 и в трубопроводе 53, соединенным с газовым аккумулятором 52, может регулироваться посредством ограничительного клапана 55..
Возвратно-поступательное движение плунжера 2 управляется также посредством конечных выключателей 41 и 42, которые расположены вблизи ножевых балок и срабатывают от кулачков 43 и 44, расположенных на подвижной ножевой балке..
Ножницы работают следующим образом.
Профильный материал подается во втулочные ножи. При нажатии на кнопку 4б ножницы осуществляют первое движение плунжера для надрезания профильного материала. Посредством вступающего затем в работу первого конечного выключателя магнитный золотник переключается во второе положение, в связи с чем плунжер перемещается в противоположном направлении для полного отделения профильного материала, причем это движение прекращается при срабатывании второго конечного выключателя. После этого под воздействием пружины магниТный золотник автоматически возвращается в нулевое гюложение.
Формула изобретения
1. Ножницы для резки профильного материала, содержащие силовой цилиндр двойного действия, соединенный с системами подачи рабочей среды и управления и состоящий из корпуса в аиде цилиндра .с крышками и плунжера, при этом в цилиндре ив плунжере выполнены выемки, подвижную и неподвижную ножевые балки с втулочными ножами, размещенные соответственно в выемках плунжера и цилиндра, отличающиеся тем, что, с целью повышения производительности, они снабжены узлом прижима ножевых балок, расположенным в плунжере, ножевые балки выполнены сменными,а а цилиндре и в плунжере выполнены вырезы, соосные выемкам в направлении, перпендикулярном продольной оси цилиндра для смены ножевых балок, 2.Ножницы по П.1, о т л и ча ющ и е с я тем, что узел прижима выполнен в виде силовых цилиндров, расположенных симметрично по меньшей мере одному втулочному ножу, 3.Ножницы по п.2,отличающие с я тем, плунжере вы полнены каналы, соединяющие полости силовых цилиндров узла прижима и двойного действия, Ц. Ножницы по п,1,отличаю щие с я тем, что, с целью обеспеч ния резки в два этапа путем надрезк
2i 2 30 29 23 24 А I 1 / / /
не гв 8 6
15
2/
фцг.1 В одном направлении и окончательного разделения материала в другом направлении, они снабжены упорами, размещенными в крышках, установленными с возможностью регулировки и выполнеными в виде силовых цилиндров со штоками, взаимодействующими с плунжером , 5. Ножницы по п,1, о т л и ч а ющ и е с я тем, что система гюйаС|й рабочей среды содержит по крайней мере один насос, а также электродвигатель с маховиком, соединенный с ним, . риоритет по пункта 23.07.76по пп, 1,2,3 04.07.77по п.Ц. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР по заявке tf 23 5Н/25-27, кл, а 23Ъ 23/00. OB.Qk.76,
92Й55 БЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлические ножницы для резки листового материала | 1976 |
|
SU632504A1 |
| Пневмогидравлические ножницы | 1984 |
|
SU1265015A1 |
| Ножницы для резки листа | 1982 |
|
SU1038107A1 |
| УСТРОЙСТВО для ИСПЫТАНИЯ гильотинных ножниц | 1970 |
|
SU272624A1 |
| Ножницы к прессу для обработки полосового и ленточного материала | 1984 |
|
SU1172656A1 |
| Дисковые ножницы | 1984 |
|
SU1177083A1 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К НОЖНИЦАМ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2093319C1 |
| Устройство для многооперационной металлообработки | 1987 |
|
SU1505778A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ СУДОВЫХ ОБЪЕКТОВ | 1995 |
|
RU2087273C1 |
| Летучие ножницы | 1989 |
|
SU1669647A1 |
J
JJ
/ JO S 21
:а-ЛгЧ
S
«(
U1
aw
92Й55
ff6
I I
ХКй ,5,,3 27 / W
«Х
Г
S f 68 W J If Ф1Л.5
(/г. Ч
В-В.
П
/
f7
48
