Вид А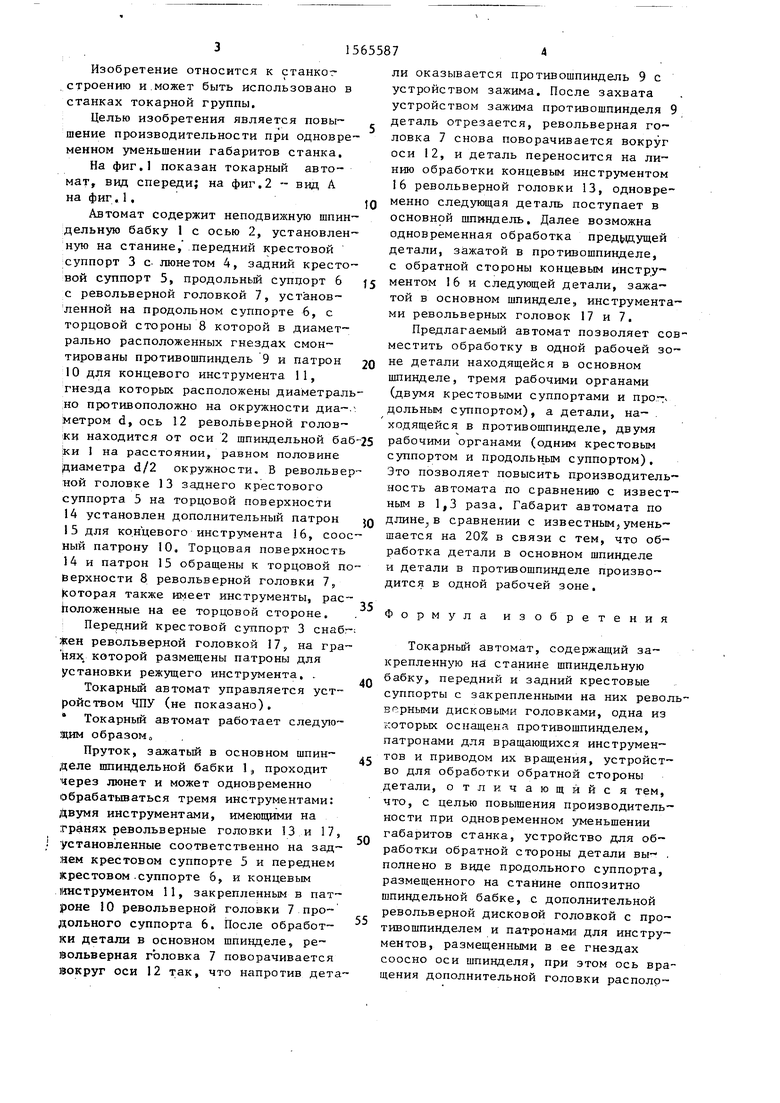
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Токарный станок для двухторонней обработки | 1985 |
|
SU1266661A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный многошпиндельный автомат | 1989 |
|
SU1646688A1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
Изобретение относится к станкостроению и может быть использовано в станках-автоматах. Целью изобретения является повышение производительности обработки при одновременном сокращении габаритов станка. Станок содержит шпиндельную бабку 1, крестовые суппорты 3 и 5 с револьверными головками 17 и 13, а также продольный суппорт 6 с головкой 7. В рабочей зоне станка производится обработка правой части детали инструментами головок 17,13 и 7 и левой части детали инструментами головок 13 и 17. 2 ил.
(Л
6
Я-Е- Ј
8 И Ю
pz±.
сл ел
00
1
Фиг. 2
Изобретение относится к станког строению и может быть использовано в станках токарной группы.
Целью изобретения является повышение производительности при одновременном уменьшении габаритов станка.
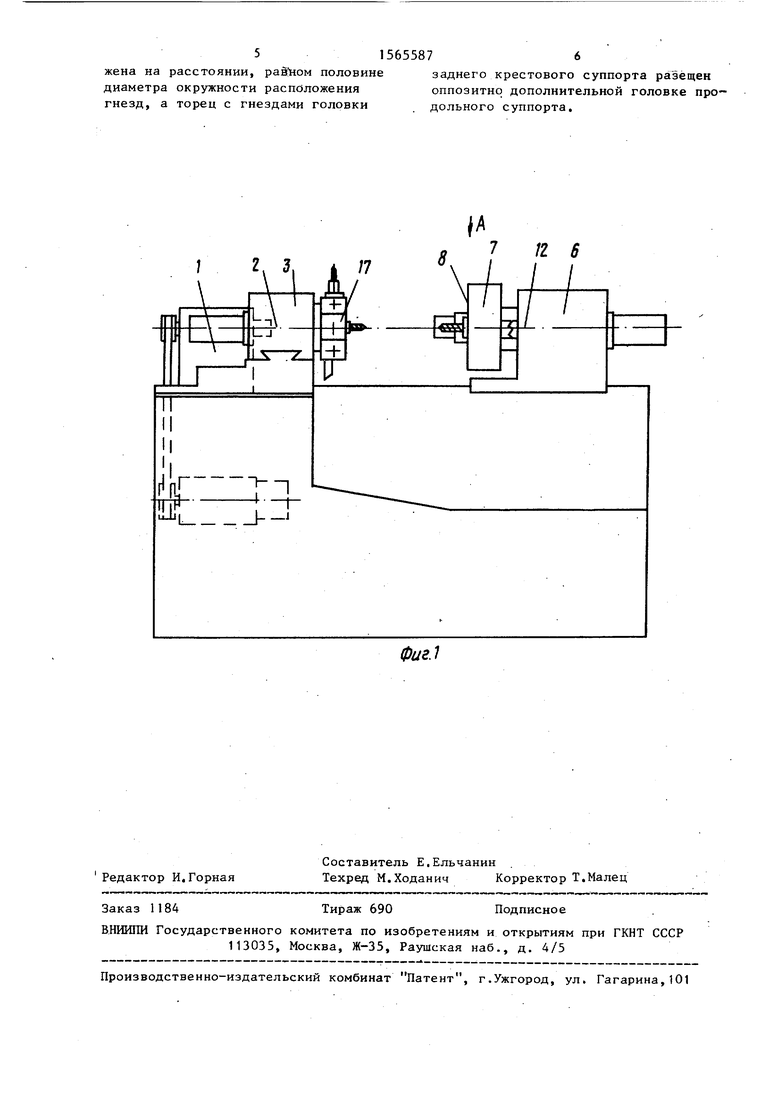
На фиг.1 показан токарный автомат, вид спереди; на фиг.2 - вид А на фиг.1,
Автомат содержит неподвижную шпиндельную бабку 1 с осью 2, установленную на станине, передний крестовой суппорт 3 с люнетом 4, задний крестовой суппорт 5, продольньй суппорт 6 с револьверной головкой 7, установленной на продольном суппорте 6, с торцовой стороны 8 которой в диаметрально расположенных гнездах смонтированы противошпиндель 9 и патрон 10 для концевого инструмента 11, гнезда которых расположены диаметрально противоположно на окружности диа- - метром d, ось 12 револьверной головки находится от оси 2 шпиндельной бабки 1 на расстоянии, равном половине диаметра d/2 окружности. В револьверной головке 13 заднего крестового суппорта 5 на торцовой поверхности
14установлен дополнительный патрон
15для концевого инструмента 16, соос- Ный патрону 10, Торцовая поверхность 14 и патрон 15 обращены к торцовой поверхности 8 револьверной головки 7, Которая также имеет инструменты, рас- Ьоложенные на ее торцовой стороне.
Передний крестовой суппорт 3 снаб. сен револьверной головкой 17, на гра- Нях которой размещены патроны для установки режущего инструмента. ,
Токарный автомат управляется устройством ЧПУ (не показано). Токарный автомат работает следую- дам образомо
Пруток, зажатый в основном шпинделе шпиндельной бабки 1, проходит через люнет и может одновременно Обрабатываться тремя инструментами: Двумя инструментами, имеющими на гранях револьверные головки 13 и 17S установленные соответственно на заднем крестовом суппорте 5 и переднем Крестовом суппорте 6, и концевым инструментом 11, закрепленным в патроне 10 револьверной головки 7 продольного суппорта 6. После обработки детали в основном шпинделе, ре- йольверная головка 7 поворачивается звокруг оси 12 так, что напротив дета
5
5
0
5
0
5
ли оказывается противошпиндель 9 с устройством зажима. После захвата устройством зажима противошпинделя 9 деталь отрезается, револьверная головка 7 снова поворачивается вокруг оси 12, и деталь переносится на линию обработки концевым инструментом 16 револьверной головки 13, одновременно следующая деталь поступает в основной шпиндель. Далее возможна одновременная обработка предыдущей детали, зажатой в противошпинделе, с обратной стороны концевым инструментом 16 и следующей детали, зажатой в основном шпинделе, инструментами револьверных головок 17 и 7.
Предлагаемый автомат позволяет совместить обработку в одной рабочей зоне детали находящейся в основном шпинделе, тремя рабочими органами (двумя крестовыми суппортами и про-- дольным суппортом), а детали, находящейся в противошпинделе, двумя рабочими органами (одним крестовым суппортом и продольным суппортом). Это позволяет повысить производитель™ яость автомата по сравнению с известным в 1,3 раза. Габарит автомата по длине в сравнении с известным уменьшается на 20% в связи с тем, что обработка детали в основном шпинделе и детали в противошпинделе производится в одной рабочей зоне.
Формула изобретения
Токарный автомат, содержащий закрепленную на станине шпиндельную бабку, передний и задний крестовые суппорты с закрепленными на них револьверными дисковыми головками, одна из которых оснащена противошпинделем, патронами для вращающихся инструментов и приводом их вращения, устройство для обработки обратной стороны детали, отличающийся тем, что, с целью повышения производительности при одновременном уменьшении габаритов станка, устройство для обработки обратной стороны детали вы- . полнено в виде продольного суппорта, размещенного на станине оппозитно шпиндельной бабке, с дополнительной револьверной дисковой головкой с противошпинделем и патронами для инструментов, размещенными в ее гнездах соосно оси шпинделя, при этом ось вращения дополнительной головки располо515655876
жена на расстоянии, райком половине заднего крестового суппорта разещен диаметра окружности расположения оппозитно дополнительной головке про- гнезд, а торец с гнездами головки дольного суппорта.
Z, 3
Редактор И.Горная
Составитель Е.Ельчанин
Техред М.Ходанич Корректор Т.Малец
Заказ 1184
Тираж 690
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
I
7 11 6
Подписное
| Полная программа токарных автоматов фирмы Index-Esslingen, ФРГ, 1988, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
