Изобретение относится к приборотроению и может быть использовано в асовом производстве для смазки чаовых механизмов в процессе их авоматической сборки.
Целью изобретения является повышеие качества смазки за счет обеспеения гарантированного касания поерхности смазываемого узла часового еханизма маслодозировкой.
Гарантированное касание смазываеого участка маслодозировкой обеспечивается сообщением вибраций в горизонтальном и вертикальном направлениях всему часовому механизму в процессе касания смазываемых участков маслодозировкой.
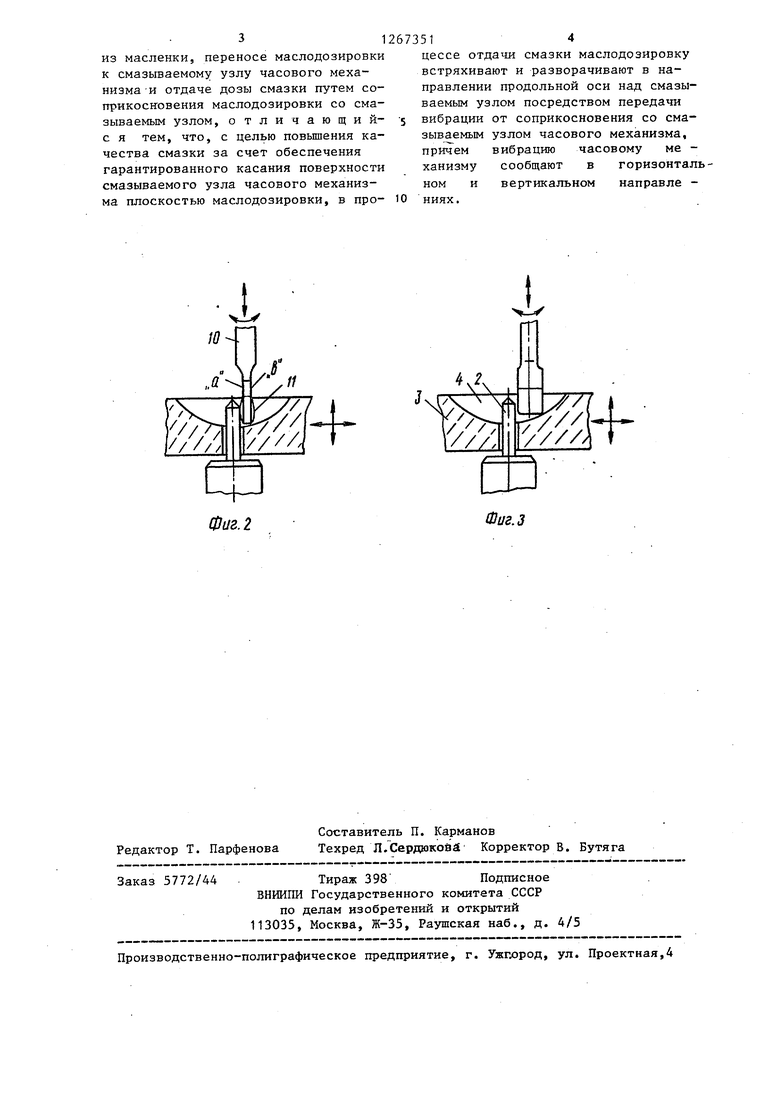
На фиг.1 (а,б) схематично изображеи процесс автоматической смазки часового механизма (на фиг. 1а - манипулятор в момент взятия дозы смазки из масленки, на фиг. 1 б то же, в момент отдачи дозы часовому механизму); на. фиг.2 - благоприятное положение лопаточной маслодозировки в процессе отдачи смазки камневой опоре с цапфой5 на фиг.З - неблагоприятное положение маслодозировки (касание цапфы ребром).
Предлагаемый способ описывается на примере автоматической дозированной смазки одного из участков часового механизма 1, содержащего цапфу 2 и камень 3 с масляным зазором 4. Описываемый способ осуществляется с помощью манипулятора 5, на котором, в соответствии с количеством и координатным расположением одновременно смазываемых точек, устанавливают лопаточные маслодозировки б (фиг.1
и 2). I
Способ осуществляется следующем образом.
Манипулятор 5, расположенный над резервуаром 7 масленки 8, опускает маслодозировки б на определенную глубину в порции 9 смазки, выведенные из резервуара, например, посредством капиллярнг х трубочек. При подъеме маслодозировок 6 из резервуара 7 на их рабочей части - лопатках 10 остается доза.11 смазки, определяемая площадью лопатки .и уровнем ее погружения в порцию смазки. Далее манипулятор 5 переносит маслодозировки б с дозой 11 смазки, на каждой из них в зону распололсения часового механизма 1 и опускает их
в масляные зазоры 4. Одновременно с зтим часовому механизму 1 сообщают вибрацию ввертикальном и горизонтальном направлениях. При соприкосновении лопаток 10 с цапфой 2 или камнем 3 маслодозировкам 6 передается вибрация от механизма, и они начинают перемещаться возвратнопоступательн.о вдоль своей оси и поворачиваться вокруг нее. При этом лопатки 10 маслодозировок 6 обязательно проходят положение, благоприятное для отдачи дозы смазки (фиг,2), при котором лопатки 10 касаются цапфы 2 или камня 3 своей широкой поверхностью а или в, в результате чего с цапфой 2 контактирует большая по площади и массе часть дозы 11 смазки. Возвратно-поступательное перемещение маслодозировок 6 вдоль оси (встряхивание) способствует уменьшению сил сцеп.ления смазки с лопаточкой 10, благодаря чему происходит перетекание дозь 11 смазки с лопаточки 10 в масляный зазор 4 смазываемой опоры, откуда смазка стекает в зазор между цапфой 2 и отверстием камня 3.
Возможны случаи, когда вибрацию в процессе отдачи дозы смазки можно сообщать не часовому механизму, а непосредственно маслодозировкам или одновременно маслодозировкам и часовому механизму.
Таким образом, вибрация в процессе смазки гарантирует касание маслодозировками всех смазываемых поверхностей участка часового механизма, а также облегчает и способствует отдаче дозы смазки маслодозировками за счет уменьшения сил сцегшения смазки с лопаточками. .При этом исключается необходимость регулярного контроля выполнения данной технологической операции, что приводит к снижению трудоемкости и повьш1ению производительности труда при сборке часовых механизмов.
Предлагаемьш способ смазки легко встраивается в автоматизированный технологический процесс сборки часовых механизмов.
Формула изобретения
Способ автоматической смазки ча;овых механизмов, заключающийся в захвате дозы смазки маслодозировкой
из масленки, переносе маслодозировки к смазываемому узлу часового механизма -и отдаче дозы смазки путем соприкосновения маслодозировки со смазываемым узлом, отличающийс я тем, что, с целью повышения качества смазки за счет обеспечения гарантированного касания поверхности смазываемого узла часового механизма плоскостью маслодозировки, в процессе отдачи смазки маслодозировку встряхивают и разворачивают в направлении продольной оси над смазываемым узлом посредством передачи вибрации от соприкосновения со смазываемым узлом часового механизма, причем вибрацию часовому ме ханизму сообщают в горизонтальном и вертикальном направле ниях.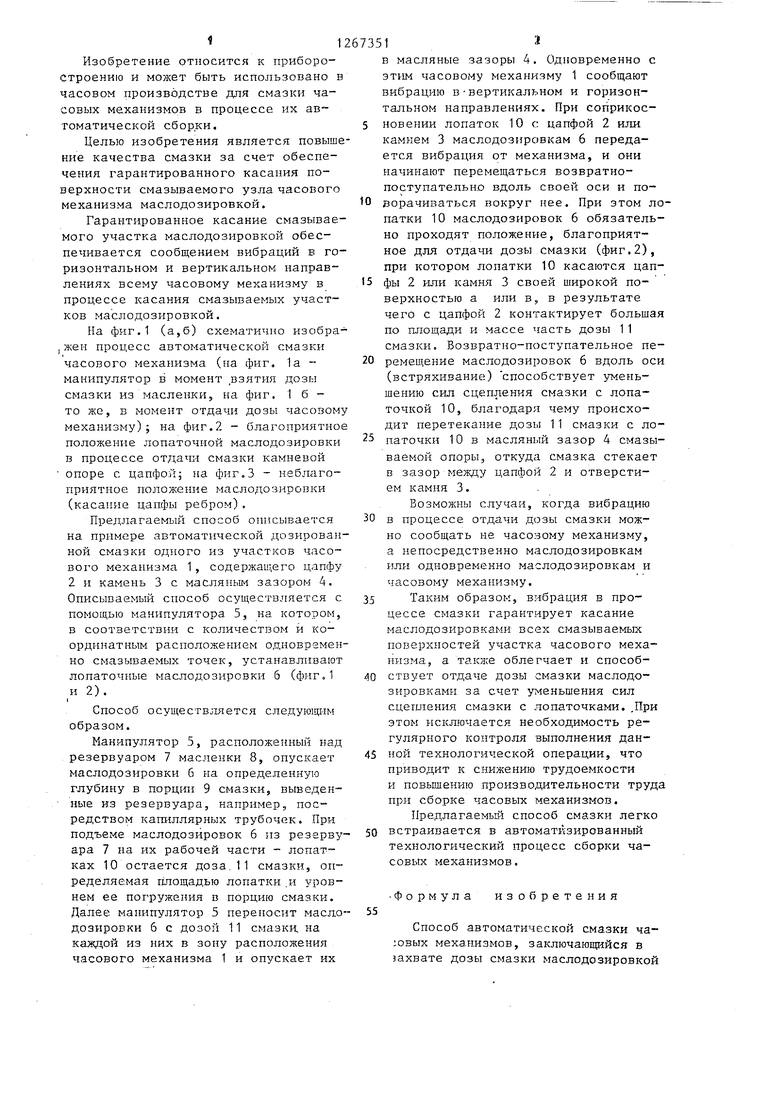
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смазки часовых механизмов | 1985 |
|
SU1283490A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СЛ\АЗКИ ОПОР ЧАСОВЫХ МЕХАНИЗМОВ С ДВУХ СТОРОН | 1968 |
|
SU218736A1 |
| Устройство для смазки часовых механизмов | 1986 |
|
SU1377818A1 |
| ШКВОРНЕВОЙ УЗЕЛ | 1993 |
|
RU2043233C1 |
| Камневая опора скольжения закрытого типа | 1978 |
|
SU712804A1 |
| Система смазки опор валов зубчатыхСЕгМЕНТОВ уСТАНОВОчНОгО и пОдВЕСНОгОМЕХАНизМОВ РАСпРЕдЕлиТЕльНОгО лОТКАзАгРузОчНОгО уСТРОйСТВО дОМЕННОй пЕчи | 1977 |
|
SU845792A3 |
| СКОРОСТНАЯ КАМНЕВАЯ ОПОРА СКОЛЬЖЕНИЯ ЗАКРЫТОГО ТИПА ДЛЯ ОСЕЙ ПРИБОРОВ | 1996 |
|
RU2112267C1 |
| Устройство для приготовления и нанесения многокомпонентного состава | 1989 |
|
SU1669575A1 |
| Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель | 2013 |
|
RU2627990C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ УСТАНОВКИ МОСТА | 1965 |
|
SU174555A1 |
Изобретение относится к приборостроению и может быть использ вано в часовом производстве в про цессе автоматической сборки часов Целью изобретения является повьппение качества смазки за счет обеспечения гарантированного касания поверхности смазываемого узла часового механизма плоскостью маслодозировки. При подъеме маслодозировок 6 из резервуара масленки на лопатках 10 остается доза смазки, которая переносится в масляные зазоры часового механизма, которому сообщают вибрацию в горизонтальном и вертикальном направлениях. При контакте лопаток 10 со смазываемым узлом часового механизма 1 они начинают совершать возвратно-поступательное перемещение вдоль своей оси и поворот вокруг нее, что вызывает уменьшение силы сцепления смазки с лопаткой 10 и перетекание дозы смазки в зазор смазываемого узла. Вибрация часового механизма, гарантирует смазывание всех поверхностей узла, 3 ил. 4ZF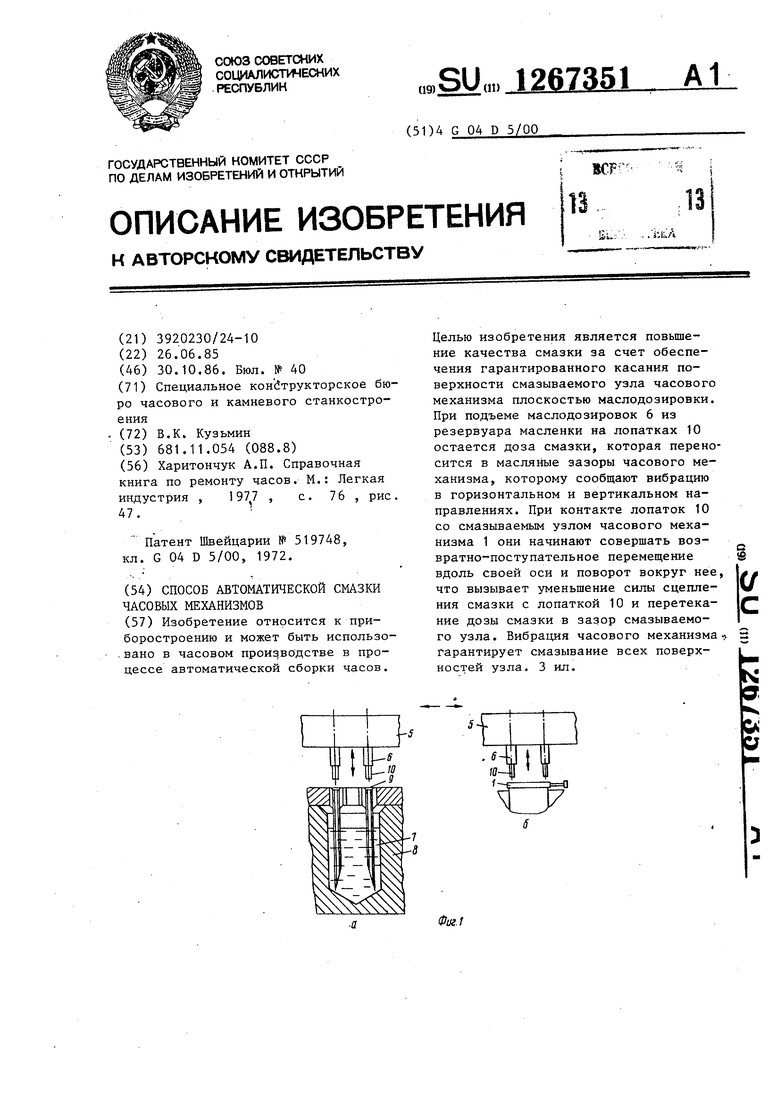
Фиг. 2
Юиг.з
| Харитончук А.П | |||
| Справочная книга по ремонту часов | |||
| М.: Легка индустрия , с, 76 , р 47 | |||
| Преобразователь "аналог-код | 1974 |
|
SU519748A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
