Известны автоматы для шлифования торцов спиральных пружин двумя шлифовальными кругами, каждый из которых своей торцовой поверхностью обрабатывает один торец пружины на отдельной позиции.
Отличительной особенностью предлагаемого автомата того же типа является установка над воронкой питателя каждого абразивного круга патрона (или оправки), совершаюшего возвратно-поступательное движение вдоль оси воронки и снабженного грузом. В период обработки торца пружины патрон прижимает пружину к абразивному кругу, чем обеспечивается возможность обработки пружин разной длины.
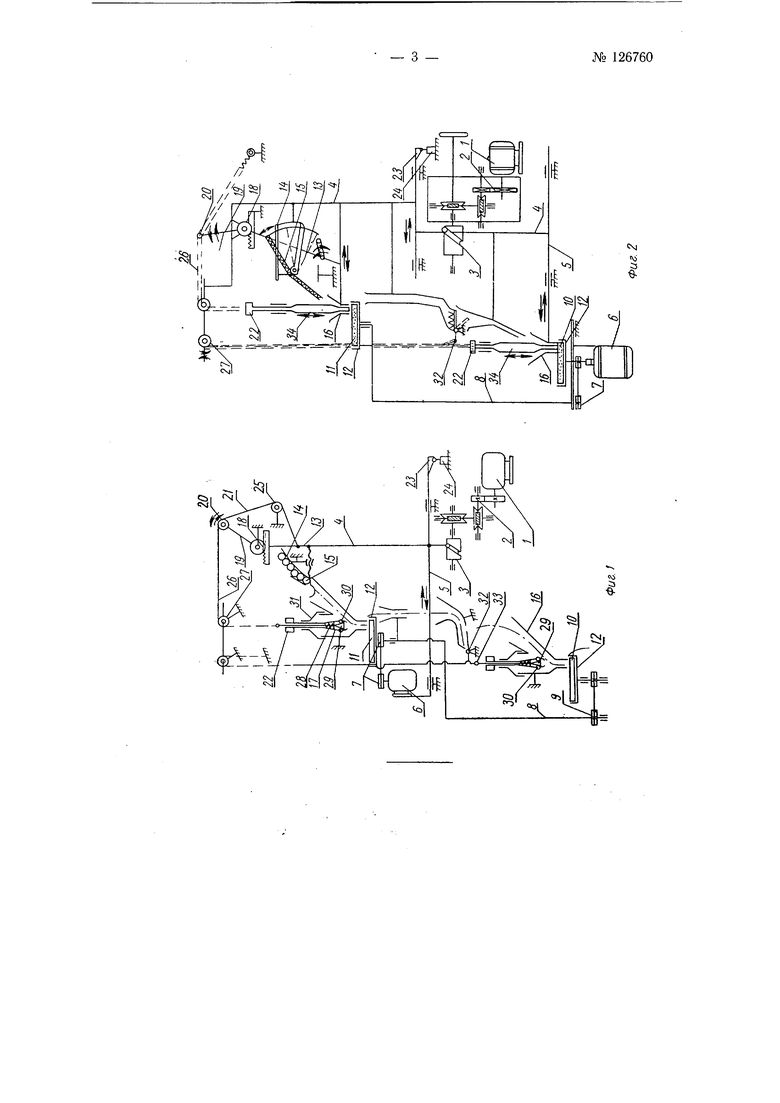
На фиг. 1 дана кинематическая схема предлагаемого автомата, снабженного патроном с грузами; на фиг. 2-такая же схема автомата, снабженного оправкой с грузами.
Электродвигатель / через редуктор 2 вращает кулачок 3, сообшаюШ.ИЙ при помоши рычага 4 возвратно-поступательное движение валу 5 с закрепленным на нем электродвигателем 6. Последний через ременную передачу 7, вал 8 и передачу 9 вращает шлифовальные круги 10 vi 11 с. охватывающими их чашечными планшайбами 12. Рычаг 4 одновременно сообщает возвратно-поступательное движение отсекателю 13 nnTaTevia
14пружины 15. Отсекатель 13, выходя из питателя 14, выносит пружину
15к воронке 16 и сбрасывает ее. Так как отверстие воронки 16 в этот момент перекрыто патроном /7, то пружина 15 не может войти в контакт со шлифовальным кругом //. После удаления обработанной ранее пружины кулачок 3 через рычаг 4 и зубчато-реечную передачу 18 поворачивает рычаг 19. При этом повороте ролик 20 рычага 19 сокращает трос 21, поднимающий груз 22 патрона 17 и последний открывает отверстие в воронке 16, освобождая путь пружине 15 к шлифовальному кругу.
№ 126760- 2 -
После того как торец пружины /5 приходит в контакт с торцовой поверхностью ШлйфоЬвдйэНого: круга //, трос 21 при обратном движении рычага 4 onyj K j -JfTpo H. 17 с грузами 22 на пружину 15, и последняя под давлепиём груза шлифуется.
При этом куяШ 28 выходит из-под ролика конечного переключателя 24, и элект одви атедь переключается на рабочий режим. После обратного хода вала 5 трос,2.| сокращается в результате поднятия ролика 20 и движения рычага 4, на котором закреплен конец троса, огибающего неподвижный ролик 25. Трос 21 и участок цепи 26 вращают звездочки 27, и грузы 22 вместе с патроном 17 поднимаются. При этом пружина 28 патрона 17 под тяжестью грузов 22 сокращается, конус 29 приноднимается, шарики 30 раздвигаются и захватывают обработанную пружину 15.
В этот момент шлифовальный круг 10 отводится валом 5 от отверстия воронки 16, ролик 20 ослабляет трос и грузы 22 опускаются, упираясь при этом в крышку 31 воронки 16. При этом срабатывает пружина 28., конус 29 перемещается, шарики 30 освобождают пружнну 15 с одним обработанным торцом, и она падает в опрокидывающееся корыто 32. Вал 5 при обратном движении обеспечивает подъем грузов 22, а вместе с ними хомута 33, опрокидывающего корыто 32, в результате чего пружина 15 поступает в нижнюю воронку 16, входя необработанным торцом в контакт со шлифовальным кругом Ю. На этой позиции цикл работы повторяется, и обрабатывается второй торец пружины. Вместо патронов 17 в предлагаемом автоматемогут быть применены оправки 34, (см. фиг. 2, где остальные детали автомата имеют те же обозначения, что и на фиг. 1).
Возвратно-поступательное движение шлифовальных кругов 10 w. 11 в направлении, перпендикулярном осям воронок 16, обеспечивает равномерный их износ.
Предмет изобретения
1.Автомат для шлифования торцов спиральных пружин двумя шлифовальными кругами, каждый из которых своим торцом обрабатывает один торец пружины на отдельной позиции, отличающийся тем, что, с целью обеспечения обработки пружин разной длины, над воронкой питателя каждого абразивного круга установлен совершающий возвратнопоступательное движение вдоль оси воронки патрон (или оправка), снабженный грузом и предназначенный для прижатия пружины к абразивному кругу в период обработки ее торца.
2.В автомате по п. 1 применение абразивных кругов, совершающих в процессе обработки возвратно-поступательное движение в направлении, перпендикулярном оси воронки с целью обеспечения их равномерного износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки спиральных пружин шлифовальными камнями | 1960 |
|
SU135361A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ СПИРАЛЬНЫХПРУЖИН | 1965 |
|
SU175411A1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1972 |
|
SU333012A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПО ВЕСУ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1990 |
|
RU2062665C1 |
| Автомат для завальцовки верхнего края бумажных патронов | 1951 |
|
SU95907A1 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |