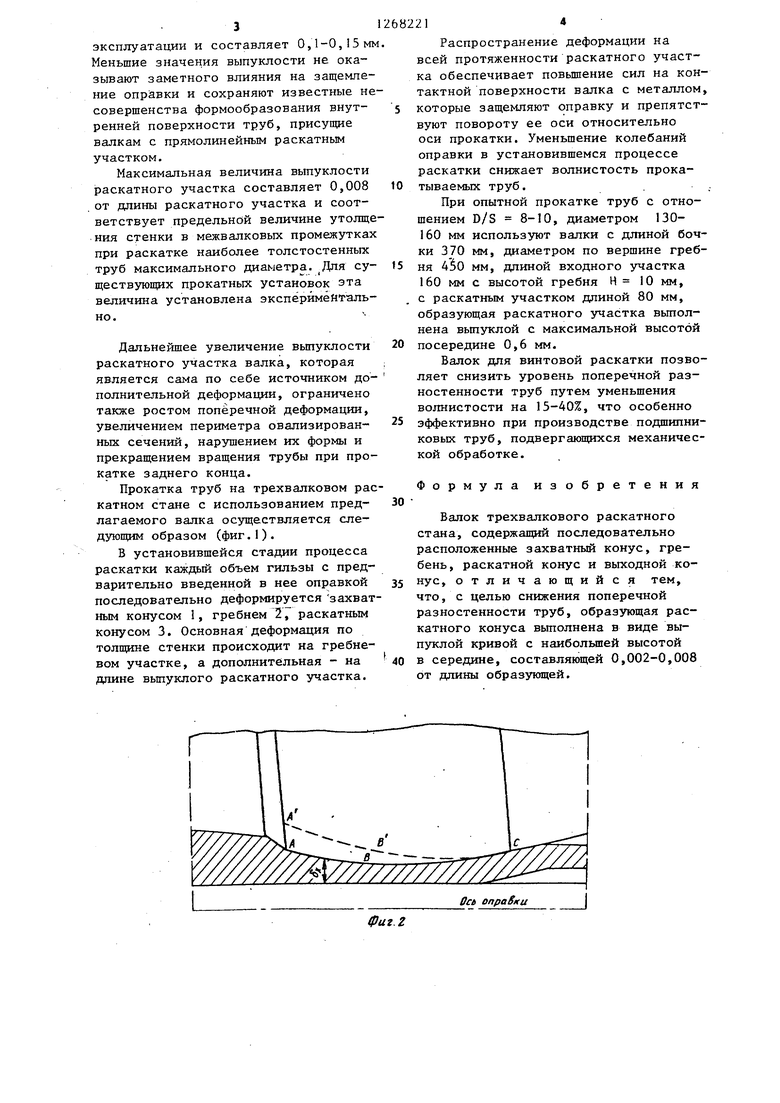
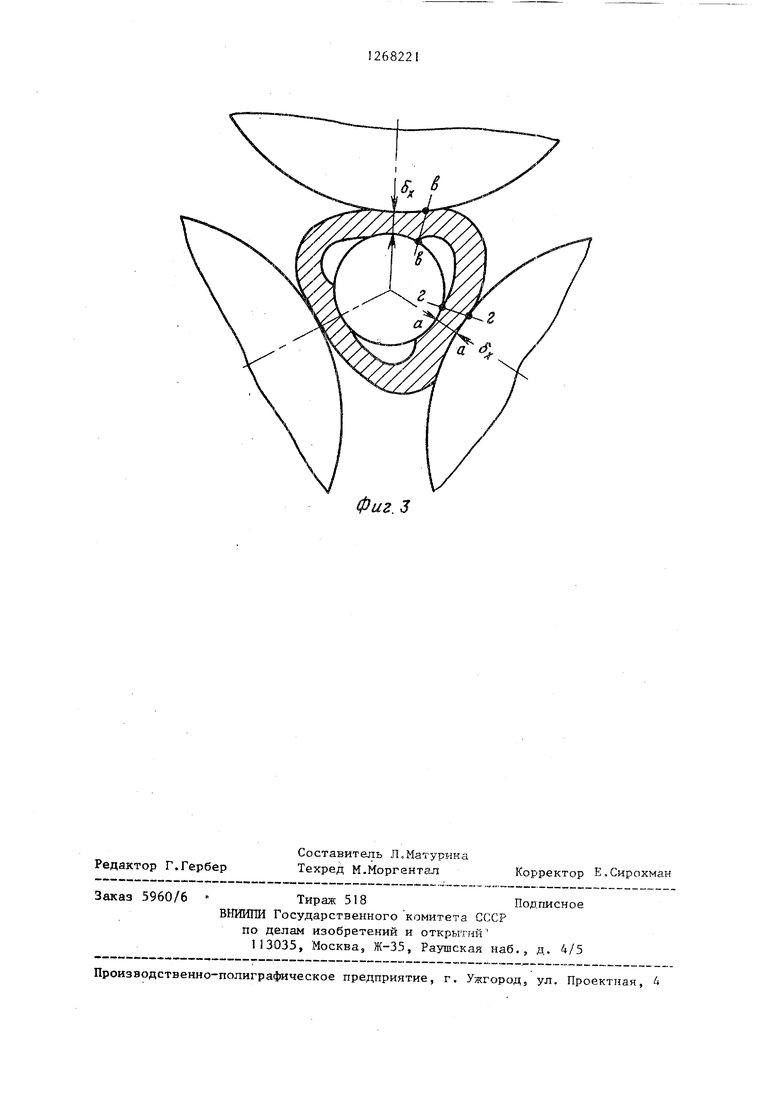
Изобретение относится к производству горячекатаных бесшовных труб винтовой прокаткой и совершенствует основной технологический инструментвалок. Целью, изобретения является снижение поперечной разностенности труб. На фиг.1 изображен валок при раскатке трубы; на фиг.2 - изменение обжатия стенки трубы на раскатном ко нусе валка; на фиг.З - очаг деформации, образованный тремя валками и оправкой, поперечное сечение. Валок состоит из захватного конуса 1, гребня 2 с высотой Н, раскатного конуса 3, образующая которого выполнена в виде выпуклой кривой с высотой л (0,002-0,008) I, где 1 длина образующей конуса, и выходного конуса 4. Выполнение раскаткого участка выпуклым вносит качественные изменения в процесс раскатки трубы. Рассмотрим последовательно геомет рическую, деформационную и силовую картины очага, образованного валками с вьшуклым раскатным участком и цилиндрической оправкой. На фиг.2 пока зано изменение обжатия стенки вдоль выпуклого раскатного участка АС. В зоне от вершины гребня А и до сере дины раскатного участка В зазор 5 между валком и оправкой уменьщается а затем плавно увеличивается и дости гает максимума в конце раскатного участка С. Такой криволинейный харак тер изменения прокатного зазора пред . полагает аналогичную законом€.рность изменения деформации стенки, т.е. постепенное снижение и завершение об жатия к середине раскатного частка Ь. Однако в действительности обжатие стенки осуществляется на всем протяжении выпуклого раскатного участка по линии АС, плавно уменьщаясь к его концу. Снижение обжатия стенки в зоне раскатного участка ЬС связано с процессом утолщения стенки трубы в межвалковых промежутках в период ее прохождения через раскатный гчасток Действительно, каждое поперечное сечение трубы (фиг.1), находящееся в зоне выпуклого раскатного частка 3, овализировано и имеет форму, показанную на фиг.З. Сформировгшная в прокатном зазоре а-а стенка трубы, по мере своего продвижения к следую щему валку через межвалковый промеуток, увеличивается до размера t-г. Такое утолщение стенки происходит в результате действия на нее сил тангенциального подпора со стороны участка Ь- Ь, на котором осуществляется максим;зльное искривление сечений трубы в межвалкозом промежутке. Утолщение стенки после прохождения через прокатный зазор присуще пропессу поперечно-винтовой раскатки труб в .трехвалковом стане на оправке, поскольку трехкомпонентная деформация объемов металла на раскатном участке валка неизбежно порождает овализацию сечений на этом же участке, тангенциальный подпор, и следовательно, внеочаговое утолщение стенки. Именно по этой причине на внутренней поверхности труб, прокатанных валками с прямолинейным раскатным участком, образуется волнистость с шагом, равным щагу винтового движения трубы, и высотой, равной ве:пичине внеочагового утолщения стенки. Вьшуклый раскатной участок, деформируя стенку на всей своей протяженности, исключает появление подобной волнистости и гарантирует теоретическую прямолинейность внутренней образующей трубы. Распространение деформации стенки на всю длину выпуклого раскатного участка удлиняет контактную поверхность с оправкой, повышает уровень сил, защемляющих оправку в очаге деформации, чем способствует стабилизации положения оправки по оси стана в процессе раскатки трубы. Однако чрезмерное удлинение вьшуклого раскатного участка сопряжено с ростом контактных сил трения, препятствующих продвижению трубы в осевом направлении. Поэтому протяженность выпуклого раскатного участка имеет свою оптимальную длину, обеспечивающую, с одной стороны, достаточно высокую скорость прокатки и, с другой стороны, надежное защемление оправки в очаге и получение теоретически прямолинейной образующей внутренней поверхности труб. Оптимальная длина вьшуклого раскатного участка установлена экспериментально и превышает в восемь раз высоту гребня. Минимальная ВЗличина выпуклости $ равная 0,002 от ,5щины раскатного участка, соответствует величине средней высоты микро;зельефа поверхности этого участка валка в процессе его 3 эксплуатации и составляет 0,1-0,15 м Меньшие значения выпуклости не оказывают заметного влияния на защемление оправки и сохраняют известные не совершенства формообразования внутренней поверхности труб, присупще валкам с прямолинейным раскатным участком. Максимальная величина выпуклости раскатного участка составляет 0,008 ,от длины раскатного участка и соответствует предельной величине утолще ния стенки в межвалковых промежутках при раскатке наиболее толстостенных труб максимального диаметра. Для существующих прокатных установок эта величина установлена экспериментально. Дальнейшее увеличение выпуклости раскатного участка валка, которая является сама по себе источником дополнительной деформации, ограничено также ростом поперечной деформации, увеличением периметра овализированных сечений, нарушением их формы и прекращением вращения трубы при прокатке заднего конца. Прокатка труб на трехвалковом рас катном стане с использованием предлагаемого валка осуществляется следующим образом (фиг.1). В установившейся стадии процесса раскатки каждый объем гильзы с предварительно введенной в нее оправкой последовательно деформируется захват ным конусом 1, гребнем 2, раскатным конусом 3. Основная деформация по толщине стенки происходит на гребневом участке, а дополнительная - на длине вьтуклого раскатного участка. 214 Распространение деформации на всей протяженности раскатного участка обеспечивает повьшение сил на контактной поверхности валка с металлом, которые защемляют оправку и препятствуют повороту ее оси относительно оси прокатки. Уменьшение колебаний оправки в установившемся процессе раскатки снижает волнистость прокатываемых труб. При опытной прокатке труб с отношением D/S 8-10, диаметром 130160 мм используют валки с длиной бочки 370 мм, диаметром по вершине гребня мм, длиной входного участка 160 мм с высотой гребня Н 10 мм, с раскатным участком длиной 80 мм, образующая раскатного участка выполнена вьтуклой с максимальной высотой посередине 0,6 мм. Валок для винтовой раскатки позволяет снизить уровень поперечной разностенности труб путем уменьшения волнистости на 15-40%, что особенно эффективно при производстве подшипниковых труб, подвергающихся механической обработке. Формула изобретения Балок трехвалкового раскатного стана, содержащий последовательно расположенные захватный конус, гребень, раскатной конус и выходной конус, отличающийся тем, что, с целью снижения поперечной разностенности труб, образующая раскатного конуса выполнена в виде выпуклой кривой с наибольшей высотой в середине, составляющей 0,002-0,008 от длины образующей.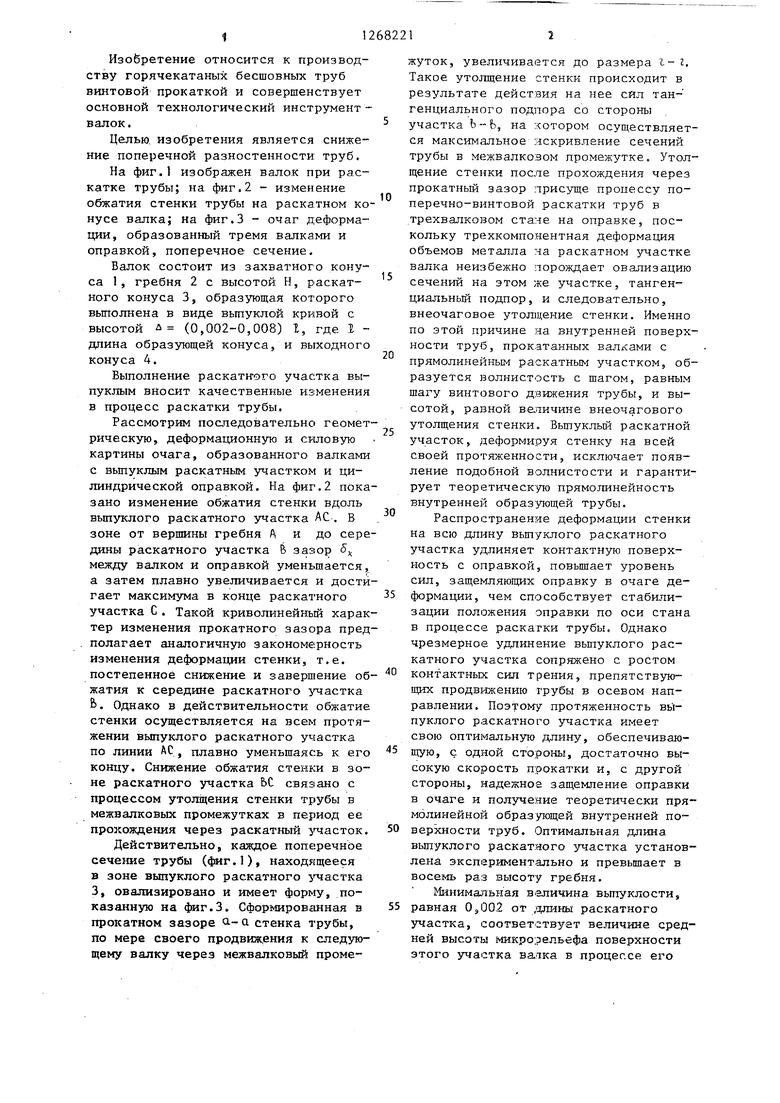
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок трехвалкового раскатного стана | 1989 |
|
SU1736651A1 |
| Способ винтовой раскатки труб на трехвалковом стане | 1980 |
|
SU865445A1 |
| Валок трехвалкового раскатного стана | 1982 |
|
SU1047557A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
Изобретение относится к производству горячекатаных бесшовных труб винтовой прокаткой и совершенствует основной технологический инструмент валок. Целью изобретения является снижение поперечной разностенности труб. Валок трехвалкового раскатного стана содержит захватный Koiiyc I , гребень 2, раскатной конус 3, образующая которого выполнена в виде выпуклой кривой с высотой - 
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Данилов Ф.А | |||
| и др.;Горячая прокатка труб | |||
| - М.: Метаплургиздат, 1962, с | |||
| Катодный усилитель с промежуточными контурами и батарейным коммутатором для цепей сетки | 1923 |
|
SU404A1 |
