1 .
Изобретение относится к трубопрокатному производству, в частности к валкам, и может быть использовано на трехвалковых. раскатных, косрвалковьк прошивных, калибровочных станах различных трубопрокатных установок.
Известен валок трехвалкового раскатного стана поперечно-винтовой прокатки, имеющий захватный, многоконусный «огйутый обжимной, раскатной h выходной участки, причем обжимной участок выполняется выпуклым 1.
Наиболее близким к предлагаемому является вадок для поперечно-винтовой раскатки труб, содержащий входной конус, гребень, раскатной конус и выходной конус. Во входном конусе создается обжатие заготовки с целью обеспечения достаточных тянущих усилий в начальный момент прокатки для преодоления сопротивления гребня валka. ria гребне валка осуществляется интенсивное обжатие стенки гильзы. Далее на раскатном участке производится -выравнивание стенки и получени ровной гладкой поверхности трубы по всей 2 .
Недостаток этого валка заключается вТОМ,-что в момент соприкосновения 1 ильзы с валками осевая скорость
гильзы изменяется от величины, соответствующей ее скорости в момент задачи гильзы в налки, до величины, равной осеврй составляющей скорости .вращения валков, и на вгшок действуют динамические нагрузки.
Цель изобретения .- снижение динамических нагрузок на валки в момент захвата заготовки валками и повышение надежности заполнения очага деформации металлом путем обеспечения плавного изменения скорости движения заготовки при заполнении очага деформа ции и повышение тем самым стойкости валков и качества изделий.
Поставленная цель достигается тем, что в валке для поперечно-винтовой раскатки труб, преимущественно из трехвалкового раскатного стана , включающем входной конус, гребень, раскатной конус и выходной конус, образующая входного конуса составлена из плавно сопряженных вогнутой и выпуклой дуг, хорды которых лежат на одной прямой, проходящей через начальную точку образующей входного конуса и гребня.
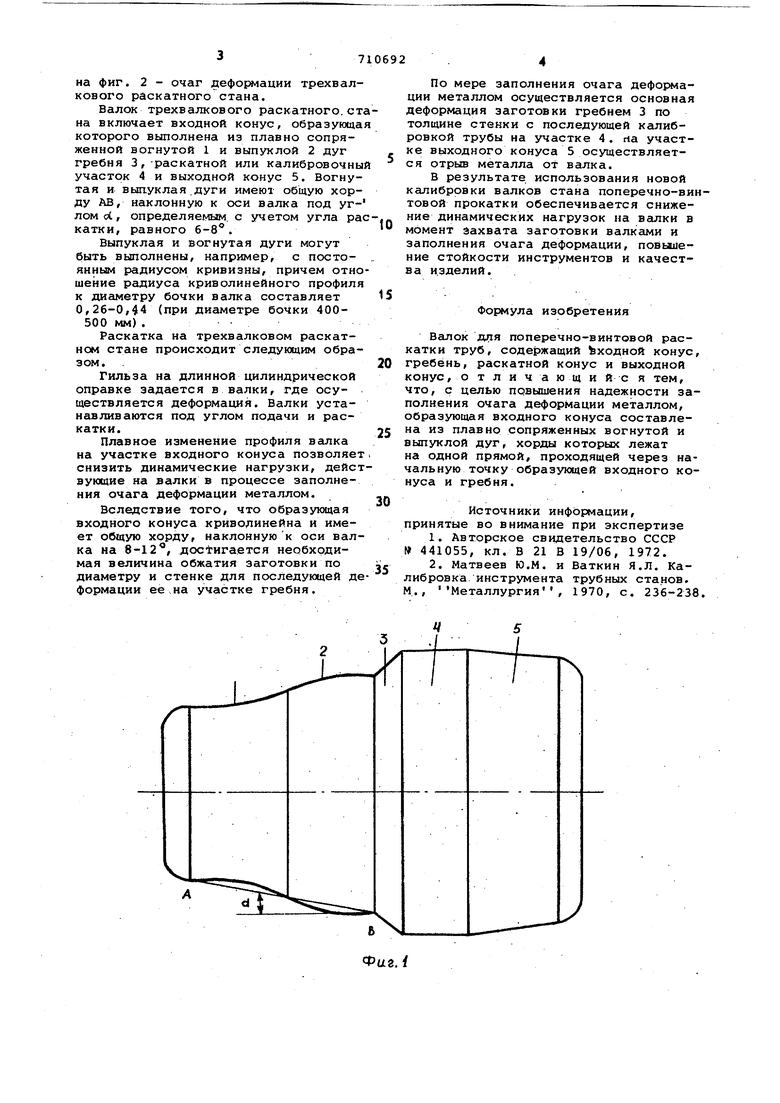
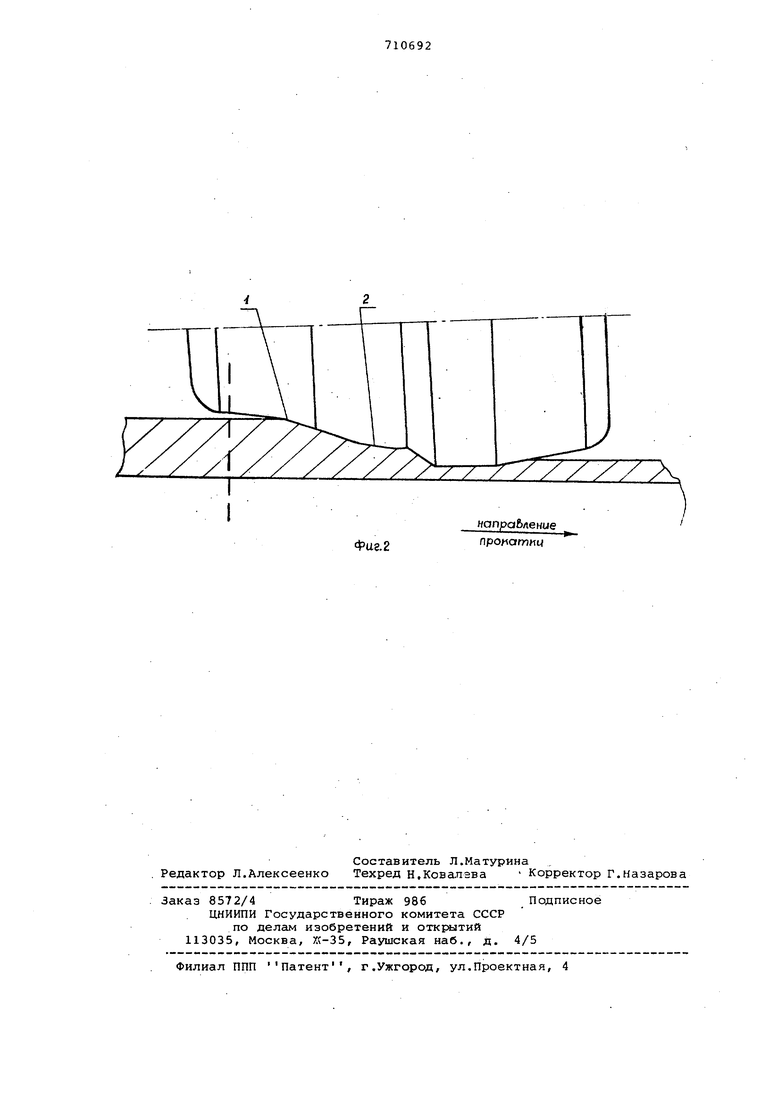
На фиг. 1 схематически изображен валок трехвалкового раскатного стана; на фиг. 2 - очаг деформации трехвалкового раскатного стана. Валок трехвалкового раскатного.ст на включает входной конус, образующа которого выполнена из плавно сопряженной вогнутой 1 и выпуклой 2 дуг гребня 3,-раскатной или калибровочны участок 4 и выходной конус 5. Вогнутая и выпуклая.дуги имеют общую хорду АВ, наклонную к оси валка под углом ci, определяемым, с учетом угла ра катки, равного 6-8. Выпуклая и вогнутая дуги могут быть выполнены, например, с постоянным радиусом кривизны, причем отно шение радиуса криволинейного профил к диаметру бочки валка составляет 0,26-0,44 (при диаметре бочки 400500 мм). Раскатка на трехвалковом раскатном стане происходит следующим обра зом. Гильза на длинной цилиндрической оправке задается в валки, где осуществляется деформация. Валки устанавливаются под углом подачи и раскатки. Плавное изменение профиля валка на участке входного конуса позволяе снизить динамические нагрузки, дейс вующие на валки в процессе заполнения очага деформации металлом. Вследствие того, что образующая входного конуса криволинейна и имеет общую хорду, наклоннуюк оси вал ка на 8-12, достигается необходимая величина обжатия заготовки по диаметру и стенке для последующей д формации ее.на участке гребня. По мере заполнения очага деформации металлом осуществляется основная деформация заготовки гребнем 3 по толщине стенки с последующей калибровкой трубы на участке 4. на участке выходного конуса 5 осуществляется отрыв металла от валка. В результате, использования новой калибровки валков стана поперечно-винтовой прокатки обеспечивается снижение динамических нагрузок на валки в момент захвата заготовки валками и заполнения очага деформации, повьшение стойкости инструментов и качества и.зделий. Формула изобретения Валок для поперечно-винтовой раскатки труб, содержащий входной конус, гребень, раскатной конус и выходной конус, о т л и ч а ющ и и с я тем, что, с целью повышения надежности заполнения очага деформации металлом, образующая входного конуса составлена из плавно сопряженных вогнутой и выпуклой дуг, хорды которых лежат на одной прямой, проходящей через начальную точку образующей входного конуса и гребня. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 441055, кл. В 21 В 19/06, 1972. 2.Матвеев Ю.М. и Ваткин Я.Л. Калибровка инструмента трубных станов. М., Металлургия, 1970, с. 236-238.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Валок трехвалкового раскатного стана | 1989 |
|
SU1736651A1 |
| Валок трехвалкового раскатного стана | 1982 |
|
SU1047557A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Технологический инструмент для винтовой раскатки труб | 1977 |
|
SU596304A1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
промотии
