(54) СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ НА ТРЕХВАЛКОВОМ
СТАНЕ

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| Способ производства труб | 1976 |
|
SU647024A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Способ винтовой прокатки труб | 1985 |
|
SU1324733A1 |
| Способ продольной прокатки труб | 1987 |
|
SU1583197A1 |
| Способ настройки стана винтовой прокатки | 1982 |
|
SU1068187A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |

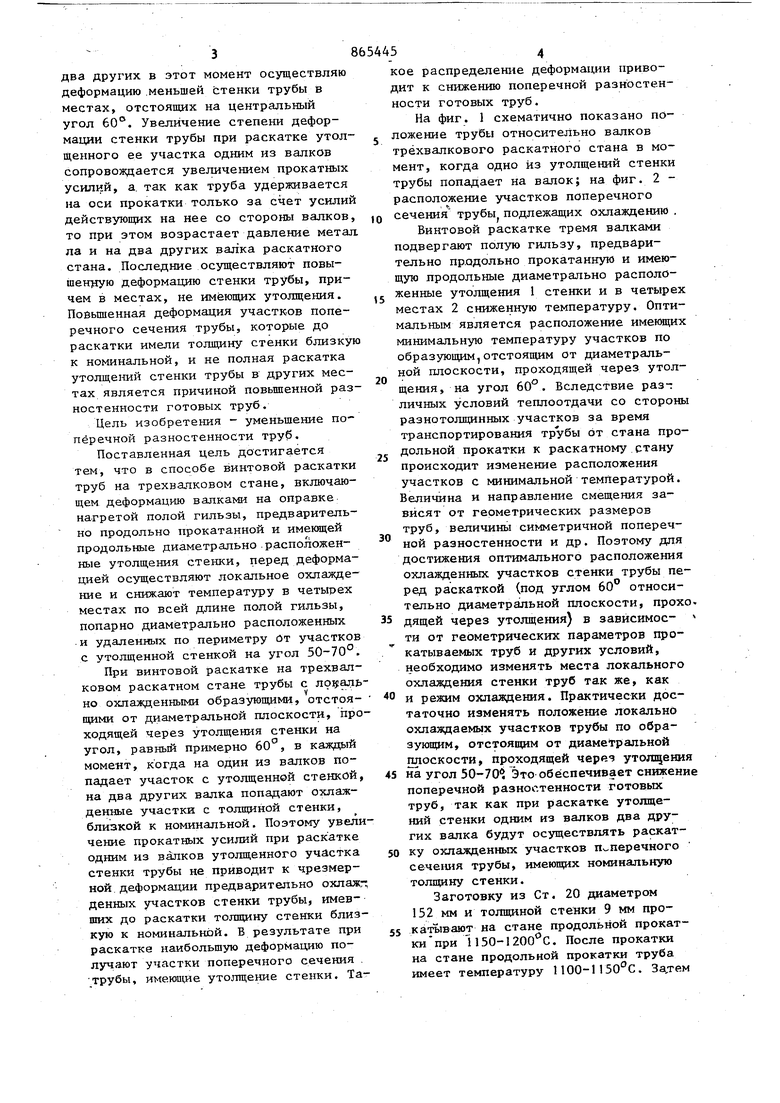
Изобретение относится к трубопро катному производству и может быть и пользовано при изготовлении бесшовны горячекатанных труб. В трубопрокатном производстве для снижения поперечной разностенности труб, прокатанных на станах продольной прокатки, имеющих утолщенную стенку в местах, соответствующих ра ему калибров , валков (выпусках), пос ле продольной прокатки производят раскатку труб на косовалковых раскатных станах. Известен способ винтовой раскатки труб на трехвалковом стане, включающий деформацию валками на оправке нагретой полой гильзы, предварительно продольно прокатанной,, с получением граненой формы с числом граней, кратнь1м количеству валков раска.тных станов D 3Недостатком данного способа является повышенная поперечная разностенность прокатываемых труб, появляющаяся вследствие низкой стойкости граненных калибров станов продольной прокатки, которые из-за неравномерного износа быстро теряют первона- чальНую форму и не обеспечивают не обходимой формы трубе в течение всей кампании валков. Кроме того, при раскатке граненой трубы имеет место повышенный уровень шума и вибрации узлов раскатных станов. Наиболее близким по технической сущности к предлагаемому является способ винтовой раскатки труб, включающий деформацию валками на оправке нагретой полой гильзы, предварительно продольно прокатанной и имеющей продольные диаметрально расположенные утолщения стенки Г2. Недостатком известного способа является повьвпенная поперечная разностенность готовых труб, обусловленная тем, что, при раскатке, когда на один из вапков раскатного стана попадает участок с утолщенной стенкой. два других в этот момент осуществляю деформацию .меньшей стенки трубы в местах, отстоящих на центральный угол 60°. Увеличение степени деформации стенки трубы при раскатке утолщенного ее участка одним из валков сопровождается увеличением прокатных усилий, а. так как труба удерживается на оси прокатки только за счет усилий действующих на нее со стороны валков то при этом возрастает давление метал ла и на два других валка раскатного стана. Последние осуществляют повышещсую деформацию стенки трубы, причем в местах, не имеющих утолщения. Повьшенная деформация участков поперечного сечения трубы, которые до раскатки имели толщину стенки близкую к номинальной, и не полная раскатка утолще1шй стенки трубы в других местах является причиной повышенной раз ностенности готовых труб. Цель изобретения - уменьшение поперечной разностенности труб. Поставленная цель достигается тем, что в способе винтовой раскатки труб на трехвалковом стане, включающем деформацию валками на оправке нагретой полой гильзы, предварительно продольно прокатанной и имеющей продольные диаметрально.расположенные утолщения стенки, перед деформацией осуществляют локальное охлаждение и снижают температуру в четырех местах по всей длине полой гильзы, попарно диаметрально расположенных и удаленных по периметру йт участков с утолщенной стенкой на угол 50-70 . При винтовой раскатке на трехвалковом раскатном стане трубы с но охлажденными образующими, отстоящими от диаметральной плоскости, про ходящей через утолщения стенки на угол, равный примерно 60°, в каждый момент, когда на один из валков попадает участок с утолщенной стенкой, на два других валка попадают охлажденные участки с толщиной стенки, близкой к номинальной, Поэтому увели чение прокатных усилий при раскатке одним из валков утолщенного участка стенки трубы не приводит к чрезмерной деформации предварительно охлажденных участков стенки трубы, имевших до раскатки толщину стенки близкую к номинальной. В результате при раскатке наибольшую деформацию получают участки поперечного сечения . трубы, имеющие утолщение стенки. Та 54 ое распределение деформации привоит к снижению поперечной разностенности готовых труб. На фиг. 1 схематично показано поожение трубы относительно валков трёхвалкового раскатного стана в момент, когда одно из утолщений стенки трубы попадает на валок; на фиг. 2 расположение участков поперечного сечения трубы подлежащих охлаждению . Винтовой раскатке тремя валками подвергают полую гильзу, предварительно продольно прокатанную и имеющую продольные диаметрально расположенные утолщения 1 стенки и в четырех местах 2 сниженную температуру. Оптимальным является расположение имеющих минимальную температуру участков по образующим,отстоящим от диаметральной плоскости, проходящей через утолщения, на угол 60°. Вследствие раз-: личных условий теплоотдачи со стороны разнотолщинных участков за время транспортирования трубы от стана продольной прокатки к раскатному стану происходит изменение расположения участков с минимальной температурой. Величина и направление смещения зависят от геометрических размеров труб, величины симметричной поперечной раэностенности и др. Поэтому для достижения оптимального расположения охлажденных участков стенки трубы перед раскаткой (под углом 60° относительно диаметральной плоскости, прохо. дящей через утолщения) в зависимоети от геометрических параметров прокатываемых труб и других условий, необходимо изменять места локального охлаждения стенки труб так же, как и режим охлаждения. Практически достаточно изменять положение локально охлаждаемых участков трубы по образующим, отстоящим от диаметральной плоскости, проходящей череч утолщения на угол 50-70 Это обеспечивает снижение поперечной разностенности готовых труб, так как при раскатке утолщений стенки одним из валков два других валка будут осуществлять раскатку охлажденных участков п -перечного сечения трубы, имеющих номинальную толщину стенки. Заготовку из Ст. 20 диаметром 152 мм и толщиной стенки 9 мм прокатьтают на стане продольной прокатки при i 150-1200 0. После прокатки на стане продольной прокатки труба имеет температуру 1100-1150 С. За,тем
участки трубы по образующим, отстоящим от диаметральной плоскости, проходящей через утолщения, на угол 55° охлаждают до 500с с помощью. установленного на выходной стороне стана продольной прокатки спрейерного устройств . С выходной стороны стана продольной прокатки трубу рольгангом транспортируют к трехвалковому раскатному стану. За время транспортировки происходит охлаждение до 900950С участков поперечного сечения трубы, не подвергнутых охлаадению спрейерным устройством, и подогрев охлажденных участков до 700-750 da счет теплопроводности. Таким образом перед раскаткой труба имеет неравномерную температуру по поперечному сечению.- Максимальную 900-950°С имеют утолщенные участки ;стенки, минимальную 700-750с - участки, подвергнутые локальному охлажде шю по образуквцим, отстоящим от диаметральной плоскости, проходящей через утолщения на центральный угол, примерно равный 60 . Затем трубу подвергают раскатке в трехвалковом стане на оправке. При раскатке,в любой момент, когда на один из валков трехвалкового раскатного стана при вращении трубы попадает участок с утолщенной стенкой, на два других валка попадают охлажденные участки с толщиной стенки близкой к номинальной. Это способствует ТОМУ, что большую деформацию получают утолщенные участки, имекицие .большую температуру в то время, как охлажденные участки с толщиной стенки близкой к номинальной из-за более высокого сопротивления деформации деформируются незначительно. Благодаря этому поперечная разностенность труб значительно снижается. Как показали
экспериментальные исследования, поперечная разностенность прокатываемых труб может быть снижен в среднем на 2%.
Предложенный способ может быть использован на трубопрокатных установках, имеющих станы продольной и винтовой раскатки. Допуск на толщину стенки труб, прокатываемьпгНгшаТРных установках, составляет t 12%.Снижение поперечной оазностенности на 2% позволяет снизить поле допусков по толщине стенки с t 12% до t 11 % и обеспечивает пои прокатке труб с минусовьм допуском значительную экономию металла.
Формула изобретения
Способ винтовой раскатки труб на трехвалковом стане, включакяций деформацию валками на оправке нагретой полой гильзы, предварительно продольно прокатанной и имегадей продольные диаметрально расположенные утолщения стенки, отличающийся тем. что, с целью уменьшения поперечной разностенности труб, перед деформацией осуществляют локальное охлаждение и снижают температуру в четырех местах по всей длине полой гильзы, попарно диаметрально расположенных и удаленных по цериметру от участков с
утолшенной стенкой на угол 50-70°.
I
Источники информации, принятые во внимание при экспе1 тизе 1. Авторское свидетельство СССР
№ 505455, кл. В 21 В 23/00, 1976.
