Изобретение относится к технологической оснастке для обработки листового металла и может быть использовано в машиностроении, приборостроении и других отраслях промышленности для чистовой вырубки деталей.
Известен штамп для чистовой реверсивной вырубки деталей и пробивки в них отверстий, содержащий узел относительного перемещения в виде подпружиненных ползушек, взаимодействующих с ними клиньев и упругих элементов. Однако известный штамп имеет сложную для изготовления и обслуживания конструкцию [1].
Задача изобретения - минимизация величины заусенцев, образующихся на кромках вырубленной детали, на основании оптимизации соотношения знакопеременного нагружения.
Эта задача достигается устройством для реверсивной вырубки шайбы из листовой заготовки, содержащим неподвижную матрицу, расположенную в ней с возможностью перемещения верхнюю пуансон-матрицу, подвижный прижим, верхний пуансон, нижнюю пуансон-матрицу и нижний пуансон, имеющие возможность перемещения, и узлы относительного перемещения верхнего и нижнего пуансонов и верхней и нижней пуансон-матриц, при этом узлы относительного перемещения верхнего и нижнего пуансонов и верхней и нижней пуансон-матриц выполнены в виде верхнего и нижнего кулачков с двойным профилем, установленных с возможностью синхронного вращения и взаимодействия соответственно с верхней пуансон-матрицей и верхним пуансоном, с нижней пуансон-матрицей и нижним пуансоном с обеспечением перемещения верхнего и нижнего пуансонов для фиксации отхода в отверстии вырубаемой шайбы, последующего осуществления первичной деформации заготовки путем внедрения в нее нижней пуансон-матрицы, осуществления реверсивной деформации заготовки путем внедрения в нее верхней пуансон-матрицы и затем окончательной вырубки шайбы путем внедрения в заготовку нижней пуансон-матрицы.
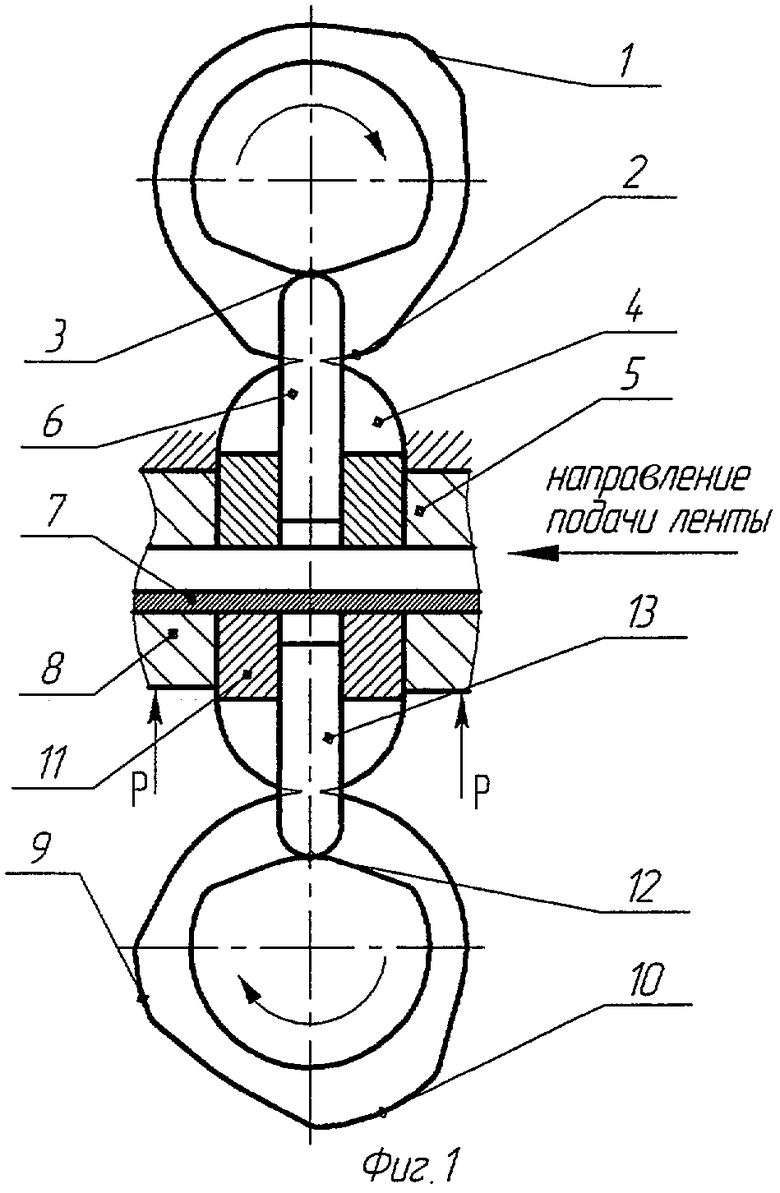
Устройство для реверсивной вырубки деталей (фиг.1) содержит верхний двойной кулачок, который имеет большой профиль с выступами 1 и 2 и малый профиль с выемкой 3. Большой профиль с выступами 1 и 2 контактирует с верхней пуансон-матрицей 4, которая вмонтирована в неподвижную матрицу 5, а малый профиль с выемкой 3 контактирует с верхним пуансоном 6. Заготовка 7 находится на подвижном прижиме 8. Нижний двойной кулачок имеет большой профиль с выступами 9 и 10, контактирующий с нижней пуансон-матрицей 11, и малый профиль с выемкой 12, который контактирует с нижним пуансоном 13.
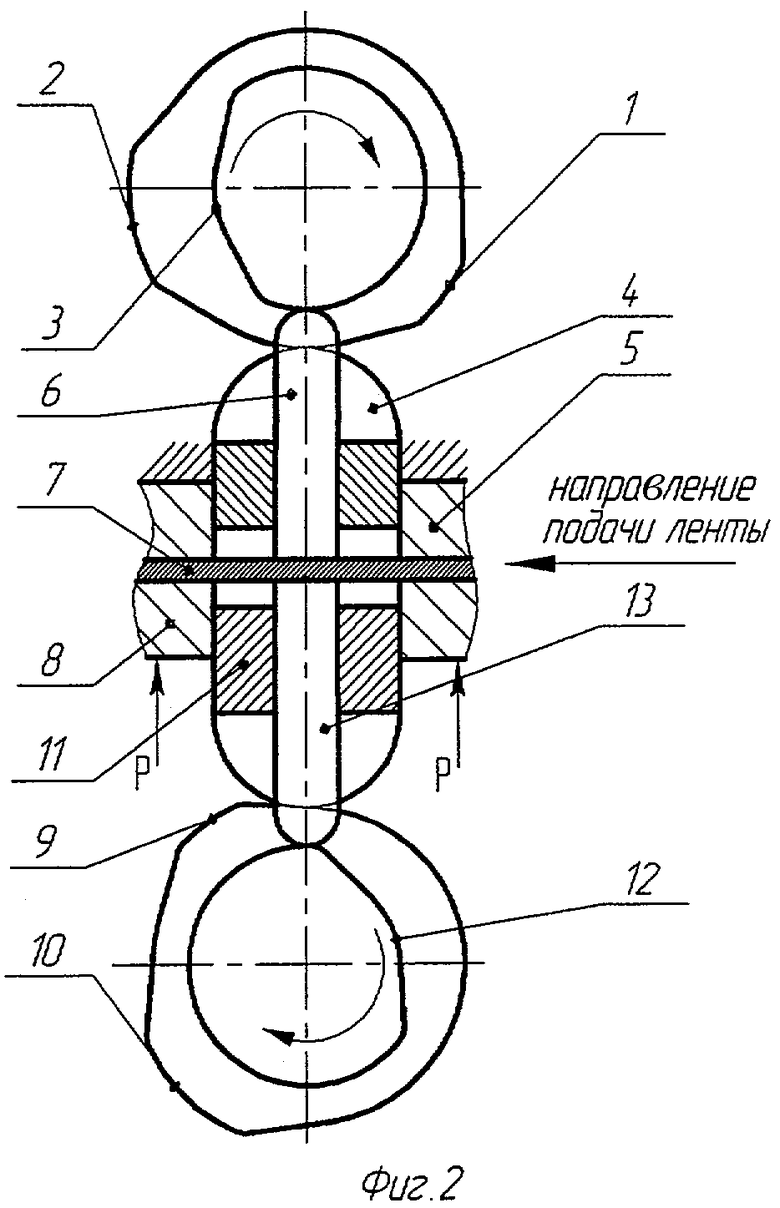
Устройство работает следующим образом. В начале цикла (фиг.2) заготовку-ленту 7 подают в рабочую зону штампа специальным шаговым устройством (не показано) и зажимают между неподвижной матрицей 5 и подвижным прижимом 8. Прижим осуществляется с усилием Р, которое подчиняется следующей зависимости:

где L - периметр контура вырубки, мм;
s - толщина штампуемого материала, мм;
gпрж - удельное усилие, Н/мм2.
Усилие прижима достигают любым устройством, например клиновым (не показано), и определяют по нормативам, например Справочник конструктора штампов: Листовая штамповка / Под общ. ред. Л.И.Рудмана. - М.: Машиностроение, 1988, 496 с.: ил. с.57.
Верхний и нижний кулачки синхронно вращаются и малым профилем перемещают пуансон 6 в нижнюю точку, а пуансон 13 в верхнюю точку, таким образом, происходит фиксация отхода (отверстие в вырубаемой шайбе).
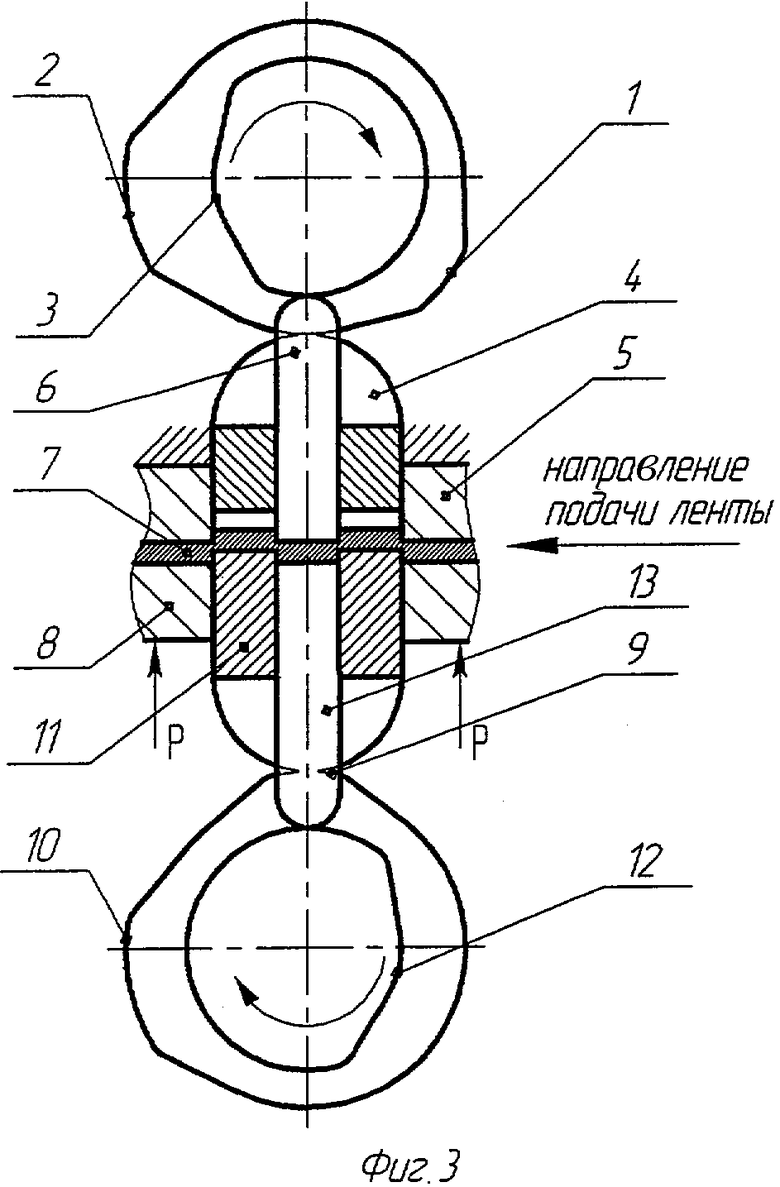
На следующем шаге цикла (фиг.3) происходит первичная деформация. Верхняя пуансон-матрица 4 попадает между выступами 2 и 1 большого профиля верхнего кулачка, в результате чего отводится вверх от заготовки (так как она подпружинена). После этого пуансон-матрица 11 попадает на выступ 9 и внедряется в заготовку 7 на рассчитанную величину первичной деформации.
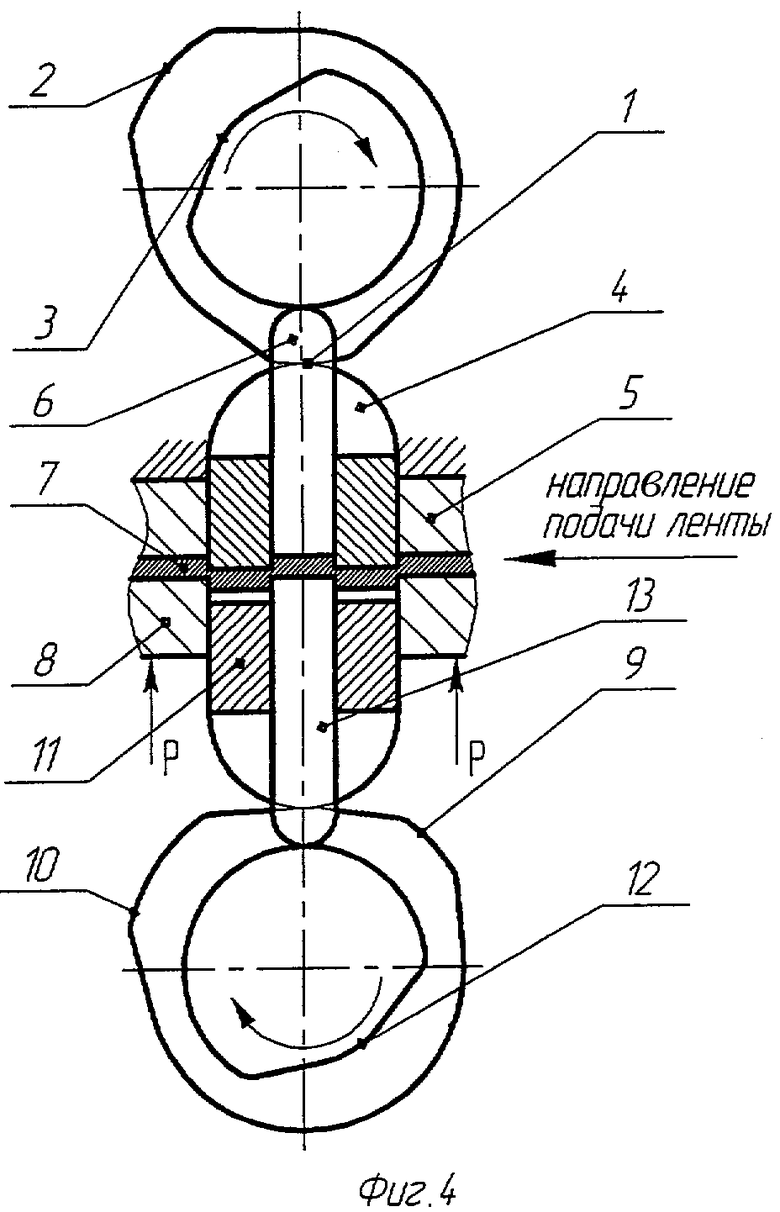
На очередном шаге цикла (фиг.4) происходит реверсивная деформация. Нижняя пуансон-матрица 11 попадает между выступами 9 и 10 большого профиля нижнего кулачка, в результате чего отводится вниз от заготовки. После этого верхняя пуансон-матрица 4 попадает на выступ 1 большого профиля верхнего кулачка и внедряется в заготовку в противоположном направлении на рассчитанную величину.
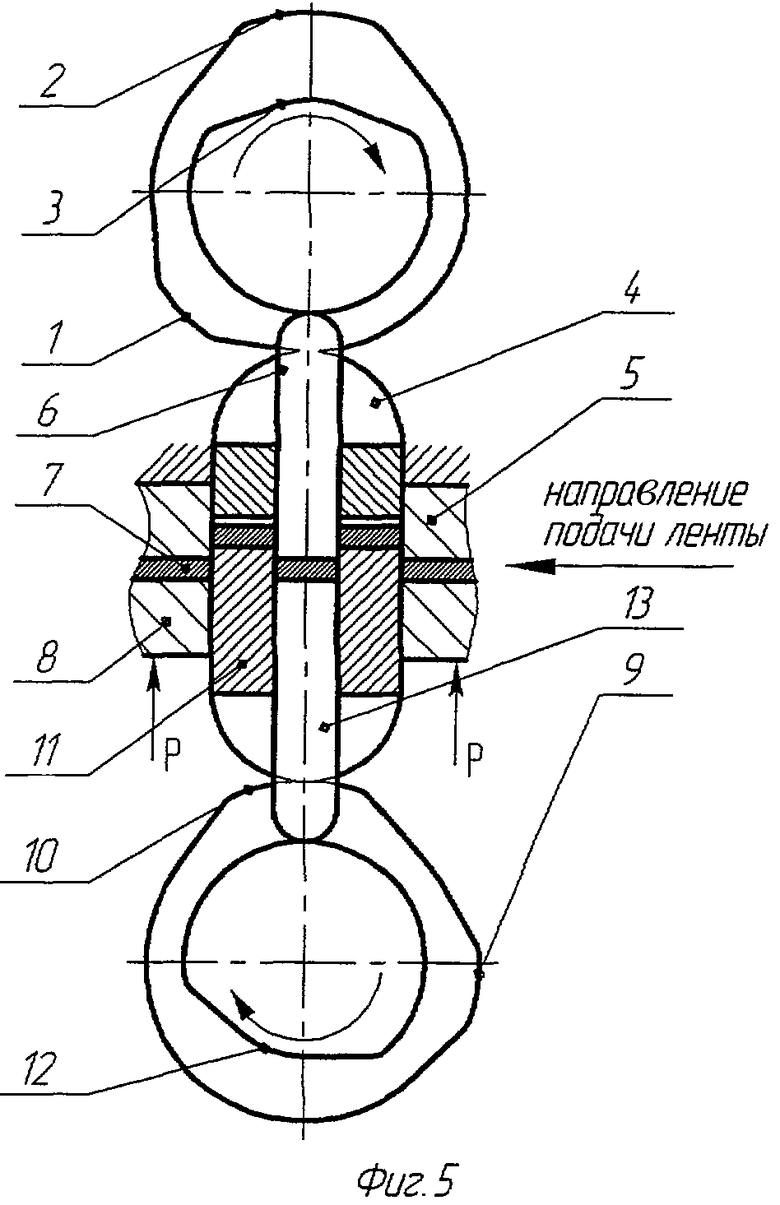
Затем происходит окончательная вырубка (фиг.5). Верхняя пуансон-матрица 4 попадает между выступами 1 и 2 большого профиля верхнего кулачка, после чего отводится вверх от заготовки. Затем нижняя пуансон-матрица 11 попадает на выступ 10 большого профиля нижнего кулачка и внедряется в заготовку, совершая перемещение на величину α, подчиняющуюся следующей зависимости:

где α - величина внедрения пуансона, мм;
s - толщина заготовки, мм.
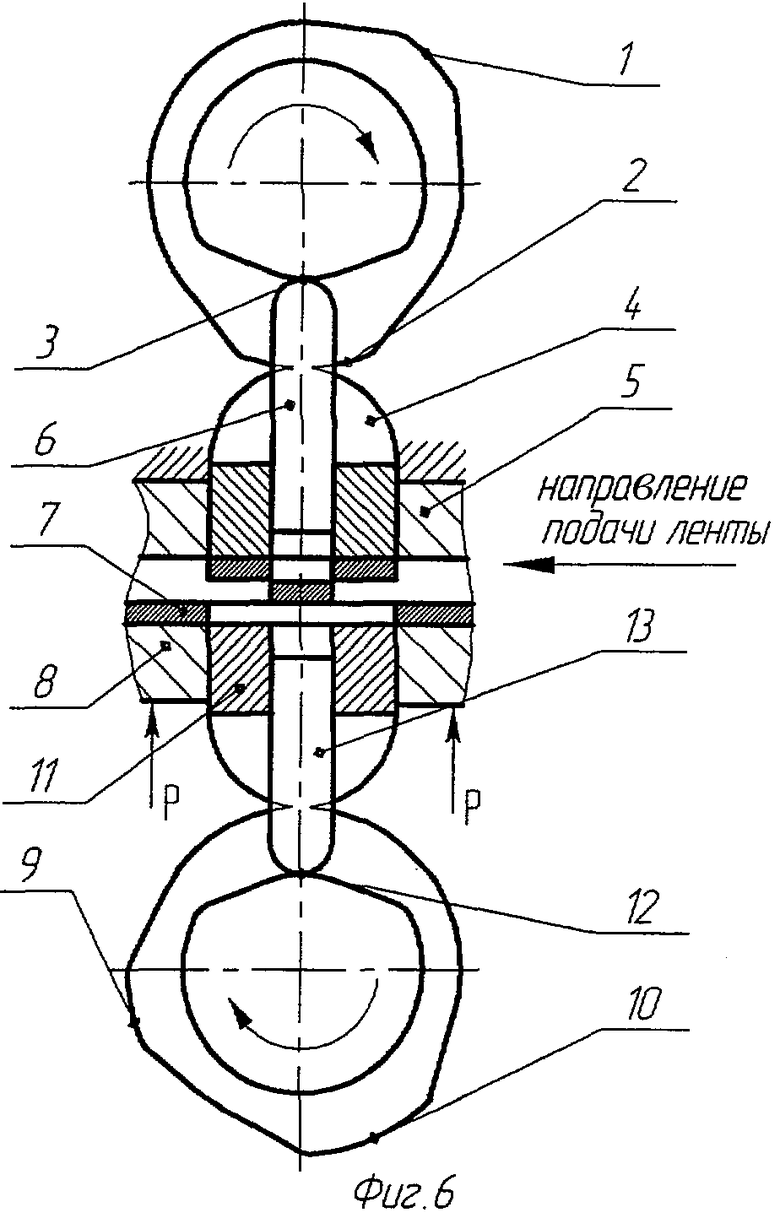
В конце цикла (фиг.6) происходит выталкивание заготовки из матрицы. Верхний пуансон 6 попадает во впадину 3 на малом профиле верхнего пуансона, в результате чего отводится вверх от заготовки. В это же время нижний пуансон 13 попадает во впадину 12 малого профиля нижнего пуансона и отводится вниз от заготовки. Отход освобождается и выдувается воздухом из рабочей зоны устройства. В это же время заготовка-лента 7 разжимается путем отвода подвижного прижима 8. Затем верхняя пуансон-матрица 4 попадает на выступ 2 большого профиля верхнего кулачка и выталкивает готовую деталь из матрицы 5, после чего она выдувается из рабочей зоны устройства. После этого шаговое устройство подает ленту 7 на величину шага и цикл повторяется.
Литература
1. Авторское свидетельство №716675, кл. B21D 28/14, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки-вырубки деталей из листового материала | 1989 |
|
SU1699687A1 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU776715A1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
Изобретение относится к технологической оснастке для обработки листового металла и может быть использовано в машиностроении, приборостроении и других отраслях промышленности для чистовой вырубки деталей. Устройство содержит неподвижную матрицу, верхнюю пуансон-матрицу, подвижный прижим, верхний пуансон, нижнюю пуансон-матрицу, нижний пуансон и узлы относительного перемещения. Узлы относительного перемещения выполнены в виде верхнего и нижнего кулачков. Кулачки имеют двойной профиль и установлены с возможностью синхронного вращения. Они взаимодействуют с верхней пуансон-матрицей, верхним пуансоном, нижней пуансон-матрицей и нижним пуансоном. Обеспечивают перемещение пуансонов для фиксации отхода, последующего осуществления первичной деформации заготовки, реверсивной деформации заготовки и окончательной вырубки шайбы. В результате обеспечивается уменьшение величины заусенца при вырубке деталей из листового материала. 6 ил.
Устройство для реверсивной вырубки шайбы из листовой заготовки, содержащее неподвижную матрицу, расположенную в ней с возможностью перемещения верхнюю пуансон-матрицу, подвижный прижим, верхний пуансон, нижнюю пуансон-матрицу и нижний пуансон, имеющие возможность перемещения, и узлы относительного перемещения верхнего и нижнего пуансонов и верхней и нижней пуансон-матриц, отличающееся тем, что узлы относительного перемещения верхнего и нижнего пуансонов и верхней и нижней пуансон-матриц выполнены в виде верхнего и нижнего кулачков с двойным профилем, установленных с возможностью синхронного вращения и взаимодействия соответственно с верхней пуансон-матрицей и верхним пуансоном, с нижней пуансон-матрицей и нижним пуансоном с обеспечением перемещения верхнего и нижнего пуансонов для фиксации отхода в отверстии вырубаемой шайбы, последующего осуществления первичной деформации заготовки путем внедрения в нее нижней пуансон-матрицы, осуществления реверсивной деформации заготовки путем внедрения в нее верхней пуансон-матрицы и затем окончательной вырубки шайбы путем внедрения в заготовку нижней пуансон-матрицы.
| Штамп для чистовой реверсивной вырубки деталей и пробивки в них отверстий | 1977 |
|
SU716675A1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| КОЖЕВНИКОВ С.Н | |||
| Механизмы | |||
| - М.: Машиностроение, 1976, с.288-289, рис.4.44 | |||
| ШТАМП ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ | 2005 |
|
RU2306191C2 |
| CN 200984602 Y, 05.12.2007. | |||

