Изобретение относится к способам изготовления трубопроводов из эмалированных труб и может быть использовано в нефтяной, газовой, химической, нефтехимической, энергетической промышленности, в сельском и коммунальном хозяйствах, в частности при монтаже трубопроводов и ремонте их в полевых условиях.
Известен способ сварки труб с внутренним покрытием, при котором на трубах в зоне стыка образуют теплоизолирующую прослойку между зоной сварки и внутренней поверхностью трубы, наносят на указанную поверхность труб эмалевое покрытие, производят сборку под сварку и сварку труб между собой, при этом теплоизолирующую прослойку образуют из материала труб путем формирования на свариваемых кромках замкового соединения, эмалевое покрытие наносят и на торцы замка, а после сборки зону стыка нагревают до температуры оплавления эмалевого покрытия с одновременным сжатием торцов замка (1).
Недостатком известного способа является сложная технология подготовки концов труб. Концы труб высаживаются вхолодную прессом ПГ-100. Таким способом нельзя получить оппозитные поверхности для плотной посадки. Далее перед сваркой производят нагрев зоны стыка до температуры размягчения эмали и сжатие труб по оси для соединения торцовых слоев эмали.
Известен способ соединения труб с внутренним покрытием, включающий нанесение на концы соединяемых труб стеклоэмалевого материала в виде полос из стеклоэмалевой ткани, закрепленных на внутреннем покрытии с выступом полос за торцы труб, при стыковке труб перекрывающие друг друга внахлест, стыковку труб, сварку и дополнительный нагрев зоны сварного шва до температуры плавления полос (2).
Недостатком известного способа является низкое качество защиты стеклоэмалью зоны сварного шва, из-за того, что расплав полосы стеклоэмалевой ткани не может равномерно покрыть стык, т.к. частично стечет вниз.
Наиболее близким по технической сущности и достигаемому результату к заявленному способу является способ изготовления трубопроводов из эмалированных труб, при котором на внутреннюю поверхность труб на расстоянии 5 - 10 мм от свариваемых торцов наносят эмалевую пасту, производят газовую или электродуговую сварку кольцевых швов, а шов покрывается эмалью в процессе сварки в результате расплавления и растекания пасты (3).
Недостатком известного способа является низкое качество защиты эмалью зоны сварного шва, т.к. расплавленная эмалевая паста в верхней части сварного шва не растечется по сторонам, а стечет вниз, при этом верхняя часть внутренней поверхности труб окажется не покрытой эмалью.
Задачей настоящего изобретения является повышение качества защиты от коррозии внутренней поверхности трубопроводов из эмалированных труб путем обеспечения качественной защиты эмалью зоны сварного шва, за счет использования подкладного кольца, предотвращающего стекание эмали в процессе сварки.
Сущность предлагаемого способа заключается в том, что в известном способе изготовления трубопроводов из эмалированных труб, включающем нанесение эмалевой пасты, сборку труб под сварку и сварку труб кольцевым швом с обжигом эмали в процессе сварки, согласно изобретению, при сборке труб под сварку дополнительно устанавливают подкладное кольцо во внутрь труб в месте их стыка, а эмалевую пасту наносят на наружную поверхность подкладного кольца перед его установкой.
Причем используют подкладное кольцо желобообразного сечения по наружной поверхности.
При этом в подкладном кольце выполняют сквозной поперечный разрез.
Кроме того дополнительно наносят эмалевую пасту на внутреннюю поверхность подкладного кольца.
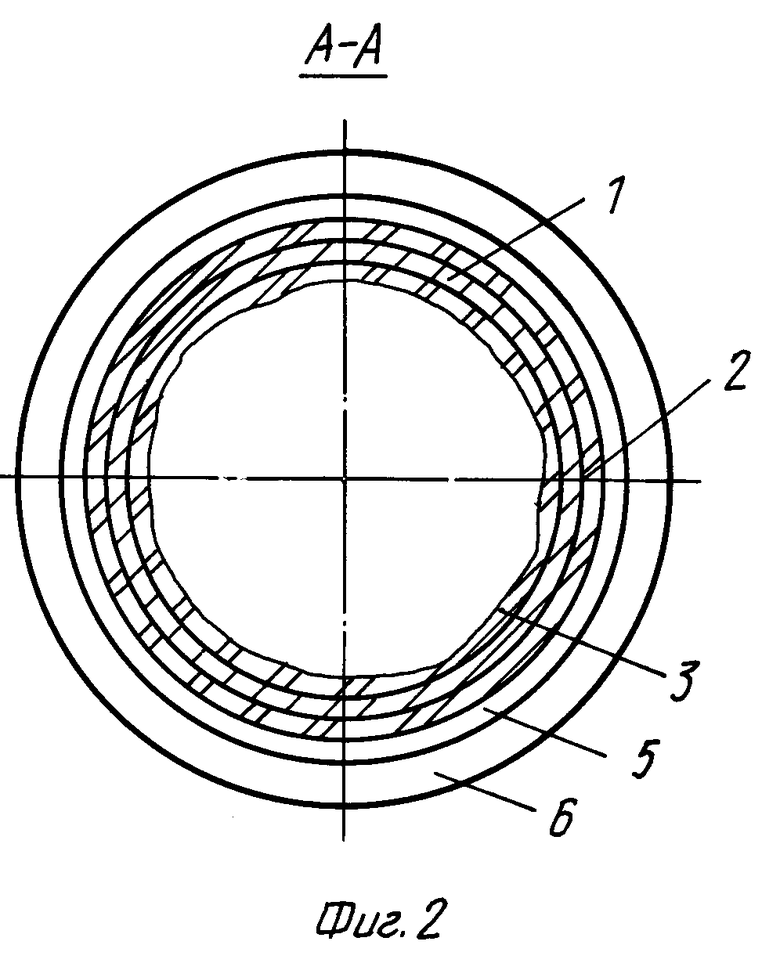
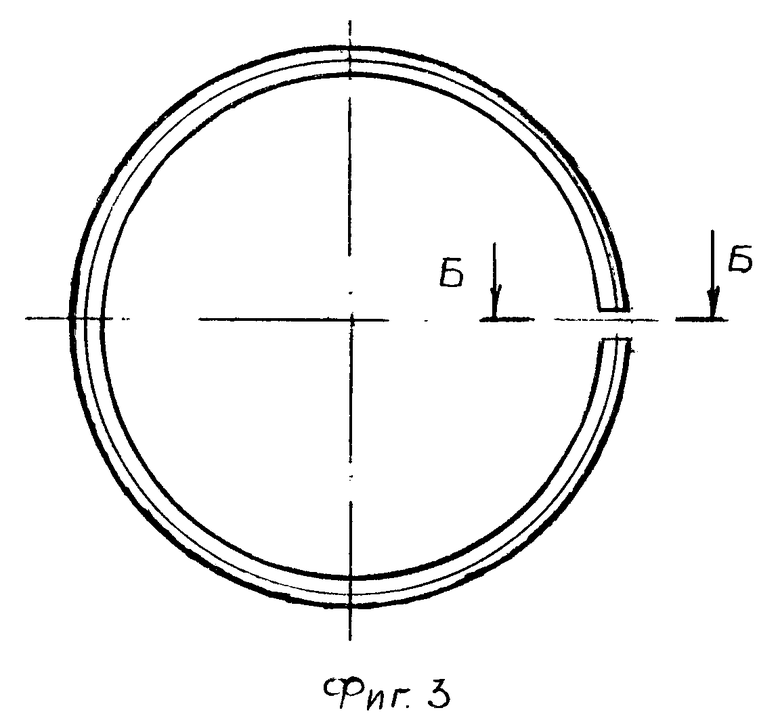
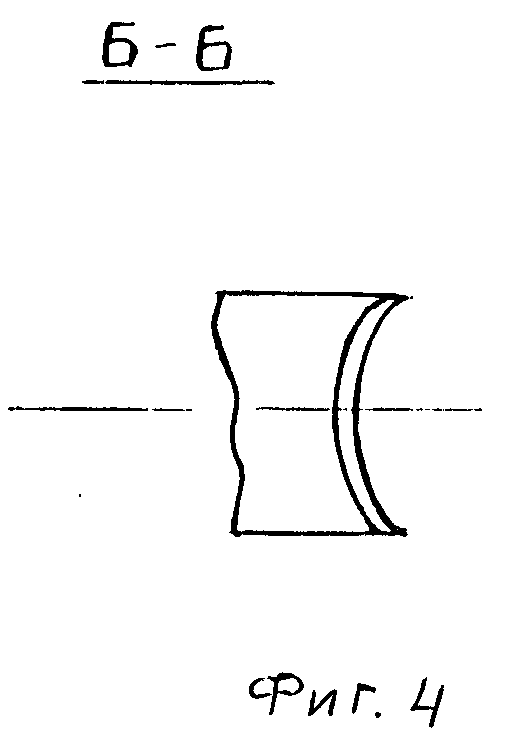
На фиг. 1 представлен стыковочный узел в разрезе по оси, на фиг. 2 - сечение по А-А, на фиг. 3 - подкладное кольцо фиг. 4 - сечение по Б-Б.
Способ осуществляют следующим образом.
На боковой поверхности подкладного кольца 1, желобообразного сечения по наружной его поверхности, выполняют сквозной поперечный разрез 2.
На наружную поверхность подкладного кольца 1, выполненного из коррозионностойкого материала наносят эмалевую пасту 3. Если подкладное кольцо 1 выполнено из некоррозионностойкого материала, то эмалевую пасту 3 наносят дополнительно и на внутреннюю поверхность подкладного кольца 1.
Подкладное кольцо 1 устанавливают на половину его ширины во внутрь трубы 4, с внутренним эмалевым покрытием 5, а вторую трубу 6, с внутренним эмалевым покрытием 5, надвигают на подкладное кольцо 1 до упора в торец трубы 4. Состыкованные трубы 4 и 6 выдерживают в течение 15 мин для стабилизации эмалевой пасты 3. Затем проводят электросварку по наружной поверхности, по окружности соединяемых труб 4 и 6, с образованием кольцевого шва 7.
При этом под действием тепловой энергии сварки из эмалевой пасты 3 образуется эмаль, которая за счет наличия подкладного кольца 1 равномерно распределяется по внутренней поверхности кольцевого шва 7.
Пример. От труб с внутренним эмалевым покрытием, диаметрами 57 мм и 114 мм, соответственно, толщиной стенки 4 мм и 6 мм, отрезают трубчатые образцы длиной 70 мм.
Из жести изготавливают подкладные кольца 1, желобообразного сечения по их наружной поверхности, диаметрами, соответственно, 51 мм и 103 мм, шириной 30 мм.
На боковой поверхности подкладного кольца 1 выполняют сквозной поперечный разрез 2. На наружную и внутреннюю поверхности подкладного кольца 1 наносят эмалевую пасту 3. Затем подкладное кольцо 1 устанавливают на половину его ширины в трубчатый образец 4, с внутренним эмалевым покрытием 5, а второй трубчатый образец 6, с внутренним эмалевым покрытием 5, надвигают на подкладное кольцо 1 до упора в торец трубчатого образца 4.
Подготовленные, таким образом, стыковочные узлы выдерживают в течение 15 мин для стабилизации эмалевой пасты 3. Затем проводят электросварку по наружной поверхности, по окружности стыкованных образцов 4 и 6, с образованием кольцевого шва 7.
Качество эмалевого покрытия сварного шва образцов, сваренных по предлагаемому способу и по способу-прототипу оценивают электрическим способом, основанном на повышении электропроводности с низким напряжением, стандартизированным в DIN 51169.
В эмалевом покрытии, полученном по предлагаемому способу, ток утечки в два раза ниже предусмотренного DIN 51169, тогда как в эмалевом покрытии, полученном по способу-прототипу, ток утечки в пределах DIN 51169.
Предлагаемый способ позволяет обеспечить надежную защиту сварных швов трубопроводов, изготовленных из эмалированных труб, от коррозии, увеличить срок службы трубопроводов, предотвратить порывы трубопроводов, вызванные коррозионными причинами, устранить потери, вызванные утечками перекачиваемых сред при порывах и устранить затраты на ремонт трубопроводов при порывах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ ДВУСТОРОННЕГО ЭМАЛИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2121523C1 |
| Способ соединения труб с внутренним покрытием | 1988 |
|
SU1560873A1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
| Способ изготовления труб с внутренним эмалевым покрытием | 1990 |
|
SU1773646A1 |
Использование: изобретение относится к способам изготовления трубопроводов из эмалированных труб и может быть использовано при монтаже трубопроводов и ремонте их в полевых условиях. Сущность изобретения: способ включает нанесение эмалевой пасты на наружную поверхность подкладного кольца, сборку труб под сварку с установкой подкладного кольца во внутрь труб в месте их стыка и сварку труб кольцевым швом с обжигом эмали в процессе сварки. Положительный эффект: обеспечение надежной защиты сварных швов трубопроводов от коррозии, увеличение срока службы трубопроводов за счет того, что подкладное кольцо обеспечивает равномерное распределение эмали и сплошность эмалевого покрытия на внутренней поверхности соединяемых труб по всей зоне сварного шва, предотвращая отекание эмали в процессе сварки при оплавлении эмалевой пасты. 3 з.п. ф-лы, 4 ил.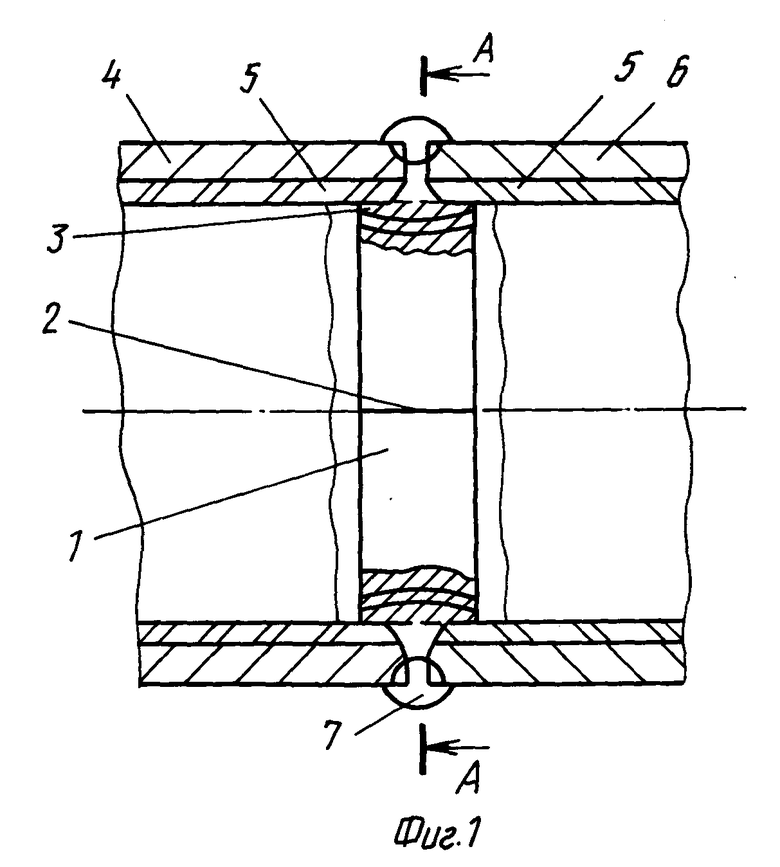
| Способ изготовления трубопроводов из эмалированных труб | 1971 |
|
SU455829A1 |
| RU 95108103 A1, 20.01.97 | |||
| Способ сварки трубчатых деталей с внутренним эмалевым покрытием | 1983 |
|
SU1106620A1 |
| RU 9415756 A1, 27.12.95 | |||
| ТЕПЛОУТИЛИЗАТОР | 2009 |
|
RU2416764C1 |
| US 4357745 A, 09.11.82 | |||
| US 4176437 A, 04.12.79. | |||

