1 Изобретение относится к обработке материалов резанием, а именно к способам базирования деталей на металлорежущих станках, и является усовершенствованием способа по авт.св. № 1134343. Цель изобретения - сокращение вре мени базирования детали путем перемещения детали в заданных направлениях на величины, рассчитываемые по определенной зависимости. На чертеже показано базирование детали. Базируемую деталь 1 размещают на металлорежущем станке (не показан) на регулируемые опоры (не показаны) так, чтобы эти опоры взаимодействовали с деталью 1 в вершинах четырехугольника А,В, С,, и Л, , две соседние стороны которого А(В, и А, В,, равные соответственно L и Lj, взаимно пер пендикулярны и каждая из них параллельна соответствующей координатной плоскости станка Ур7 и Х07 и контролируемым сечениям АВ И AD установоч ной поверхности. В данном примере четырехугольник в верщинах которого находятся регулируемые опоры, является прямоугольником, .поэтому четвертая точка (точ ка с) также удалена от прямых А| В( и A,D( на расстояния L, и Lj. Закрепленньй на шпинделе станка индикатор перемещают по крайним сечениям АО, ВС и АВ, ГС установочной поверхности, регистрируя его показания в четырех точках: 0;,; 0, ; Од, по которым определяют разности отсчетов в начальных и конечных точках каждого сечения, т.е. q, Од а, 0,- OB; Ь, О,; Ьг - Ос - Oj,. Далее наиболее удаленные (от сторон А В и A,D, четырехугольника регулируемые опоры перемещают попарно следующим образом: С ; D, - на величину а , В,; С, - на величину Ь Значения о и Ь рассчитываются п следующим зависимостям а.- (- --i---, ti, (О Ь - --4--- li 2) где а,, а2 - разности отсчетов в ко нечных и начальных точ ках соответствующих крайних продольных сеч 582 НИИ установочной поверхности детали; Ь, ,bj- разности отсчетов в конечных и начальных точках соответствующих крайних поперечных сечений установочной поверхности детали; 6,1 г длина соответственно продольных и поперечных сечений деталей; Li|Lj- расстояния между регулируемыми опорами соответственно в продольном и поперечном направлениях. Направление перемещений указанных регулируемых опор определяют по знаку полученных по выражениям (l) и (2) отклонений: если знак положительный, то опоры перемещают (перпендикулярно плоскости ХОУ), уменьшая угол между установочной поверхностью и осью 2 ; если знак отрицательньй, то опоры перемещают в противоположную сторону. При этом величину перемещения каждой регулируемой опоры можно определить по шагу ее резьбы и углу ее поворота. Разворот детали осуществляют вокруг прямых (А, В, - в продольном направлении и A|D, - в поперечном направлении ), параллельных проверяемым сечениям АВ и AD и плоскостям (0:Сям) координат. В связи с этим регулируемые опоры, наиболее удаленные от указанных прямых, перемещают однозначно на величины, пропорциональные отнощениям величин LJ. измеряемых сечений и расстояний от оси поворота до соответствз/ющей опорной точки. Формула изобретен и я Способ базирования деталей по авт.св. № 1134343, отличающийся тем, что, с целью сокращения времени базирования деталей,. регулируемые, опоры размещают в вер- шинах такого четырехугольника, у которого по крайней мере две соседние стороны взаимно перпендикулярны |И параллельны координатным осям, а разворот детали осуществляют посредством попарного перемещения регулируемых опор, расположенных на одной стороне четырехугольника и удален3ных от указанных взаимно перпендикулярных его сторон, на величины, определяемые следующими зависимостями а. -() fj 1, -(ЦЬ) LI, 2 1,2 Ь - величины линейных перегде а мещений регулируемьгх опор относительно координатной плоскости; разности отсчетов в конечных и начальных точ ках соответствующих крайних продольных сече НИИ установочной поверхности детали; рЬ разности отсчетов в конечных и начальных точках соответствующих крайних поперечных сечений установочной поверхности детали; ,, tj - длины соответственно продольных и поперечных сечений детали; |,L,j- расстояния между регулируемыми опорами соответственно в продольном и поперечном направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ базирования цилиндрических деталей и устройство для его осуществления | 1978 |
|
SU738826A1 |
| Кулачок зажимного патрона | 1985 |
|
SU1292931A1 |
| СПОСОБ ВЫВЕРКИ МАССИВНЫХ ЗАГОТОВОК НА ПОЗИЦИИ ОБРАБОТКИ | 2001 |
|
RU2212325C2 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| Способ шлифования длинномерных деталей | 1987 |
|
SU1577940A1 |
| Способ установки крупногабаритных деталей | 1986 |
|
SU1348128A1 |
| Контактный сферометр | 1990 |
|
SU1733912A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
Изобретение относится к обработке материалов резанием, а именно к способам базирования деталей на металлорежущих станках, и является усовершенствованием изобретения по авт.св. № 1134343. Способ позволяет сократить время базирования деталей путем перемещения их в заданных направлениях на величины, рассчитываемые по определенным зависимостям. Базируемую деталь 1 размещают на регулируемых опорах, расположенных в вершинах четырехугольника А , В С D(, у которого две соседние по крайней мере стороны А( В, и A,D взаимно перпендикулярны и каждая из них па- раллельна соответствующей координатной плоскости станка YOZ и XOZ и контролируемым сечениям АВ и AJ установочной поверхности детали 1. Закрепленный в шпинделе станка индикатор перемещают по крайним сечениям AD, ВС, АВ и DC установочной поверхности и определяют разности отсчетов Л в начальных и конечных точках ce teния. Затем регулируемые опоры С( и DI перемещают на величину О , а В и С, на величину Ь , рассчитываемые по определенным зависимостям. 1 ил.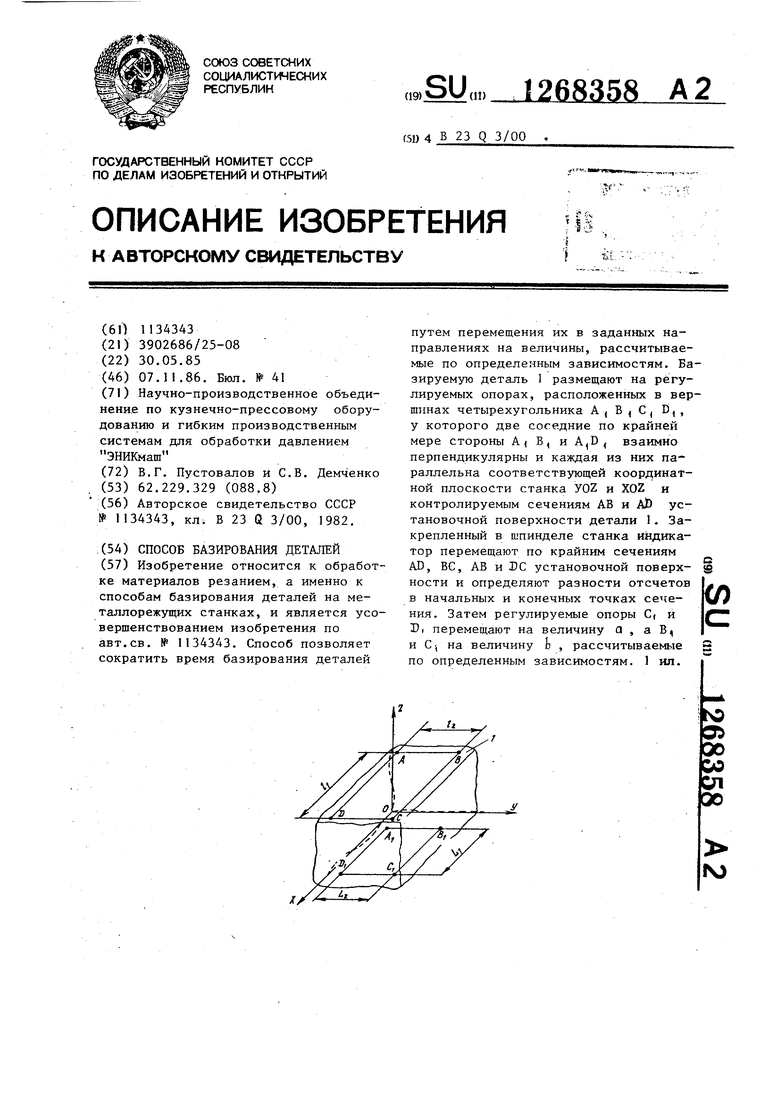
| Способ базирования деталей | 1982 |
|
SU1134343A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
