Изобретение относится к металлургии, в частности к способам термичес кой обработки двухслойных чугунных прокатных валков, преимущественно с отношением твердости рабочего слоя в литом состоянии к степени его леги рования, равным или большим 18. Целью изобретения является повышение стойкости валков и уменьшение вьпсрашивания рабочего слоя. Нагрев валков ведут до температуры, определяемой по математической зависимости T-VT,- K HSD-K,j(0,5Mn+Ni)} , где Т температура начала снижения поверхности рабо320чего слоя валков, 330°С; К. - коэффициент, учитывающи интенсивность снижения твердости рабочего слоя при нагреве, 25-30с/ед HCD; HCD - значение твердости рабо чего слоя валка по Шору в литом состоянии до термической обработки; Kj- коэффициент, учитывающий оптимальное отношение заданной твердости после термической обработки и степени легирования рабочего слоя вал ков, 17,4 -: 17,6 ед. (0,5 ) - степень легирования рабочего слоя (суммарное содержание марганца и никеля мае. %J. Нагрев двухслойных чугунных валко с отношением твердости рабочего слоя к . . . . -. HSD степени легирования
до температуры, определяемой по пред-45 ботки.
ложенной зависимости, позволяет снизить твердость рабочего слоя валка, а следовательно, и это отношение до величины К2 17,4-17,6, необходимой для снижения величины литейных остаточных напряжений в рабочем слое и получения оптимального сочетания его твердости и вязкости, что уменьшает выкрошивание и повьш1ает стойкость валка.
Исследованиями установлено, что температура начала снижения твердости рабочего слоя двухслойных чугунВалки нагревают до температуры Т
K,HSD-K,,(0,5 Ш + Ы1)и ,стЛ держивают при этой температуре 6 10 ч-в зависимости от размеров валков, а затем охлаждают с печью до температуры ВО-ЮО С. Дальнейиее охлаждение до температуры цеха проводят на воздухе.
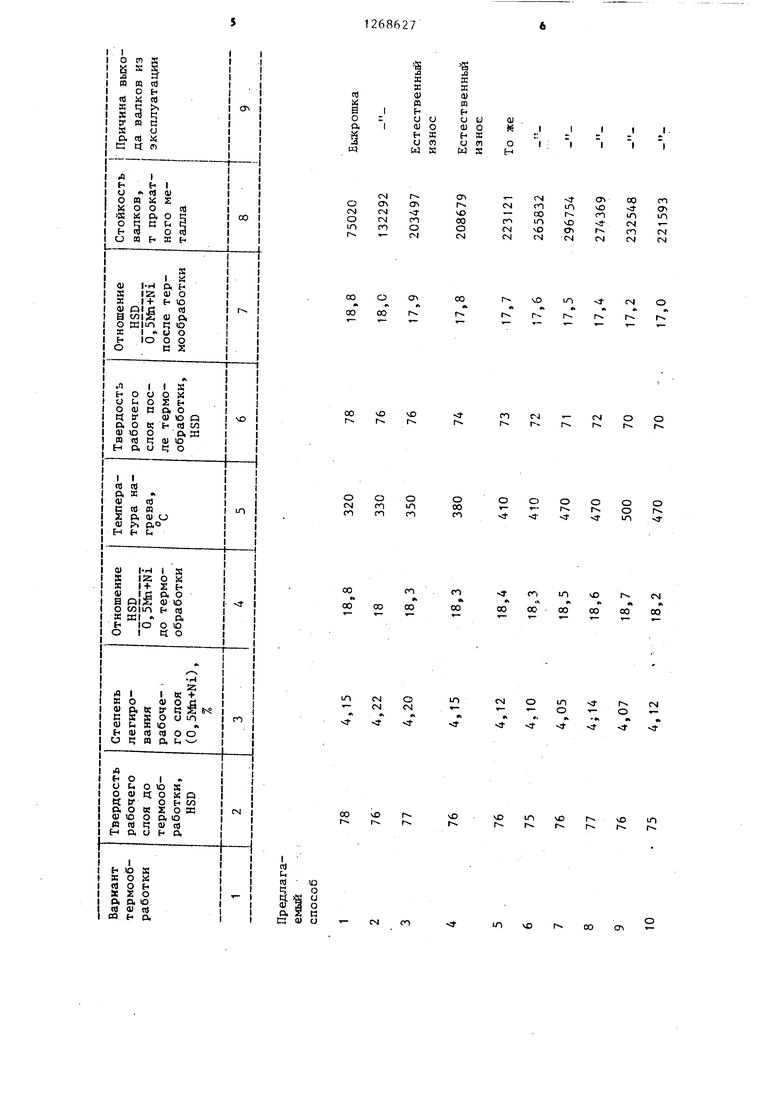
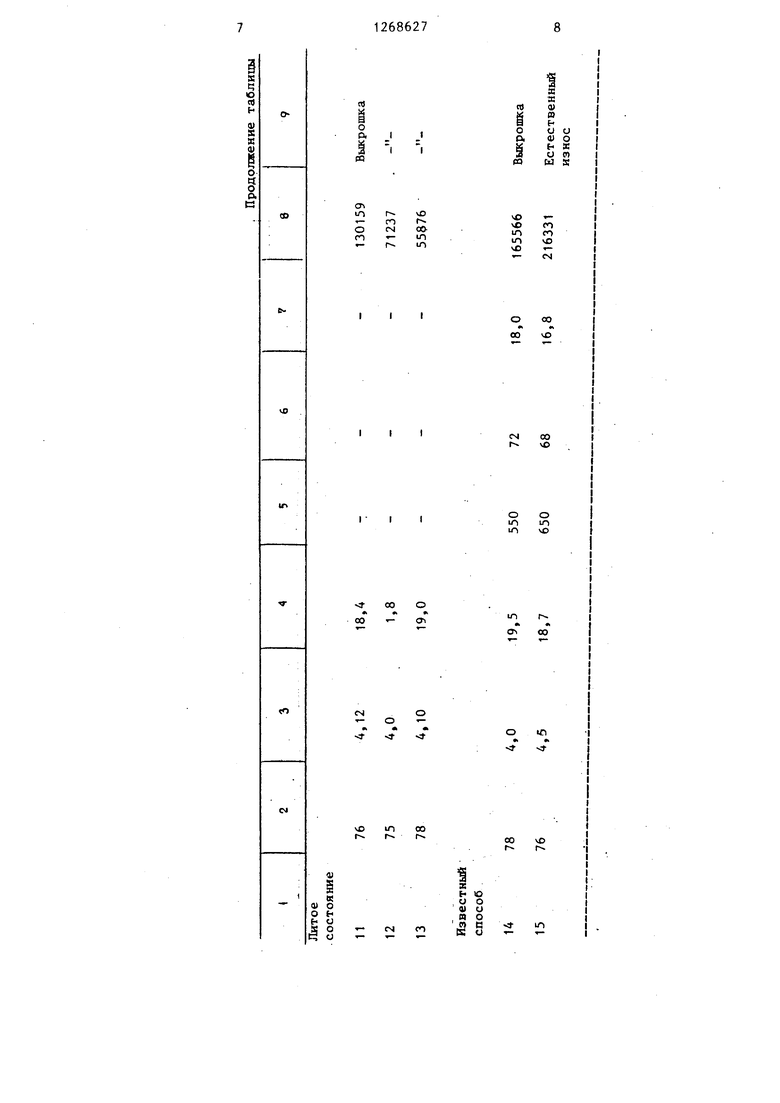
Проверку эффективности предложенного способа проводят на двухслойных чугунных валках исполнения|Ш1ХНд-71 с отношением твердости рабочего слоя к степени его легирования, савных валков исполнения ЛПХНд-63 и ШХНд-71 равна TI..T 320-330°С, и, следовательно, д-пя того, чтобы снизить твердость рабочего слоя валка HSD и уменьшить отношение г---.--т , неUjbMn+Niобходимо нагревать валки вьш1е Валок исполнения ЛПХНд-63 - листопрокатный валок с пластинчатым графи-том из легированного хромом и никел. лем чугуна, двухслойньш с пределом твердости по бочке не менее 63 ед. Шора (HSD). Валок йсполне шя ЛПХНд-71 - листопрокатный валок i: пределом твердости по бочке не менее 71HSD. Величина коэффициента интенсивности снижения твердости рабочего слоя валков (К,) показывает, на сколько градусов необходимо нагреть валки вьше Т , чтобы твердость рабочего слоя снизилась на 1HSD. Величина оптимального соотношения твердости и степени легирования рабочего слоя двухслойных валков после термической обработки Kj 17,4 17,6,-так при значениях Kj больше 17,6 или меньше 17,4, существенно снижается стойкость валков, в первом случае из-за недостаточного уменьшения остаточных линейных напряжений, а во втором - из--за значительного снижения твердости рабочего слоя. Из имеющегося на предприятии парка новых валков, используя паспортные данные, определяют валки с отношением твердости рабочего слоя к степени его легирования, равное или ; большее 18. По предложенной зависимости определяют оптимальную тепип-ературу нагрева для Каждого валка. Валки с одинаковой () оптимальной температурой нагрева комплектуют в парии для последующей термообраг(г ным 18,0-18,8, легированный рабочий слой крторых имеет следующий химиче кий состав, %: углерод 2,63-2,74; кремний 0,36-0,51; марганец 0,600,74; фосфор 0,46-0,50; сера 0,1; хром 0,68-0,76; никель 3,60-4,08; железо остальное. Валки подвергают термической обр ботке по следующему режиму: нагрев скоростью 20-25°С/ч до Т 320 500°С, выдержка при этойтемператур в течение 8 ч, охлаждение со скорос тью 10-15с/ч до 100°С, после чего валки охлаждают на воздухе до темпе ратуры цеха. Для сравнительного анализа эксплуатационных свойств валков температуру нагрева валков выбирают тат кой, чтобы после термообработки отн шение твердости рабочего слоя к сте пени его легирования было равно 17,0 18,8. Одну партию валков испытывают в литом состоянии, вторую термообрабатывают по известному способу, а тре тью - по предлагаемому способу. Примеры на граничные и оптимальны значения заявляемых режимных парамеТ ров и эксплуатационные характеристики валков представлены в таблице. Как видно из таблицы, термообработка валков по режимам вне гранич,ных параметров, при температуре нагрева, не снижающей отношения твердос ти рабочего слоя к степени легирования (варианты 1 и 2), не обеспечивает устранение выкрошек рабочего слоя а при нагреве валков до температуры при которой это отношение меньше 17,4 (варианты 9 и 10) или больше 17,6 (варианты 3-5) существенно снижается стойкость валков. В результате использования предлагаемого способа стойкость валков повысилась на 24-37%, (203497 296754т против 165566-216331т) по сравнению с валками, обработанными по известному способу, и устранены выкротки рабочего слоя, Предложенный способ термической обработки чугунных двухслойных прокатных валков позволяет повысить про изводительность труда на металлургических предприятиях не менее чем В;.1,2 раза за счет сокращения времени простоев станов при перевалках валков, вышедших из строя по выкрошке и преждевременному износу рабочего слоя, сократить расход топливоэнергетических ресурсов при нагреве заготовок-, так ритмичная работа : станов позволяет уменьшить передержки металла в нагревательных печах, улучшить качество поверхности прокат та, увеличить выход годного, снизить расход валков и повысить не менее чем в 1,2 раза их эксплуатационную стойкость. Формула изобретения Способ термической обработки чугунных двухслойных прокатных валков преимущественно с отношением твердое; ти рабочего слоя в литом состоянии к степени его легирования, равным или большим 18, включающий нагрев до температуры ниже А , вьщержку и охлаждение, отличающийся тем, что, с целью повышения стойкости валков и уменьшения выкрашивания рабочего слоя, нагрей ведут до температуры,HSD-K(0,5hfn+Ni) , гдеТ температура начала снижения твердости рабочего слоя валков, 320-330 С; К,- коэффициент, учитывающий интенсивность снижения твердости рабочего слоя при нагреве, 25-30с/ед. HSD; HSD - значение твердости рабочего слоя валка по Шору в |Л21Том состоянии до термической обработки; коэффициент, учитывающий оптимальное отношение заданной твердости после термической обработки и степени лег гирования рабочего слоя валков, 17,4-17,6 ед. HSD/%; 0,5Mn+Ni) степень легирования рабочего слоя (суммарное содержание марганца и никеля, мае.%).
о r
о r
r- (N
rj
ri
r
Г--. t f-r-.
Г-.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки чугунных двухслойных прокатных валков | 1987 |
|
SU1435628A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУННЫХ ДВУСЛОЙНЫХ ВАЛКОВ | 1993 |
|
RU2035517C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУННЫХ ДВУХСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ | 2016 |
|
RU2620417C1 |
| Способ прокатки листа в станах трио Лаута | 1984 |
|
SU1253682A1 |
| Шлакообразующая смесь | 1988 |
|
SU1541271A1 |
| Способ термической обработки калиброванных валков из чугунов с шаровидным графитом | 1989 |
|
SU1786144A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2164181C2 |
| Способ термической обработки чугунных двухслойных центробежно-литых прокатных валков | 1991 |
|
SU1801132A3 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 2001 |
|
RU2197345C1 |
| Двухслойный прокатный валок | 1991 |
|
SU1780890A1 |
Изобретение относится к металлургии, в частности к способам термической обработки двухслойных чугунных прокатных валков. Целью изобретения является повышение стойкости-валков и уменьшение выкрашивания рабочего слоя. Чугунные двухслойные валки с отношением твердости рабочего слоя в литом состоянии к степени его легирования, равным или большим 18, нагревают до температуры ниже Apj , выдерживают и охлаждают. При этом температуру нагрева определяют по математической зависимости: Т Т„,с,т + K,.HSD - К2
о о о о о о
о
т- - 1- Г о Р
00
v:)- - ЧГ 10 Г
го
1Л
с
г
сч
«аго
ч
А
А
м
OQ
00
00
00
00
00
00
Г-ч ГМ
см о 1Л
ш
о г- о п
«
Ю Г
vO
г- г
v)
ю г
VO
ЧО г
гГ
г
о
00
VO
О1 -s ч о л i0
IS
ж
V
о
оэ
«о
1
X
а ш
Ю
t- о CJ
о о,
. |
0)о
ЕНX
уР)
п
ЫX
I-
осо
мcoinfO-ш
1ЛЮ
о оо
со
«ч
vO
см 1
00
vO
о о
1О Ю Ю VO
in
p
k CTi
00
CMо
,- о in
ft
r
| РЖ Металлургия, 1981, № 10, реф | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
