Изобретение относится к области черной металлургии, в частности к термической обработке прокатных валков, и может быть использовано на предприятиях, изготавливающих двухслойные прокатные валки.
Известен способ термической обработки чугунных двухслойных прокатных валков, включающий нагрев до температуры ниже Ac1, выдержку и охлаждение, причем температуру нагрева определяют по зависимости:
Тн=0,85-0,95[Та+((Нр-20)/50)⋅Ас1],
где Та - температура превращения остаточного аустенита рабочего слоя валка, °С; Нр - фактическая глубина рабочего слоя валка, мм; 20-50 - минимальная и максимальная глубина рабочего слоя соответственно, мм (см. пат. СССР №101132, C21D 9/38).
Недостатком известного способа является низкая эксплуатационная стойкость валков из-за сохранения в структуре рабочего слоя валка большого количества остаточного аустенита и графитовых включений хлопьевидной формы. Формирование указанной неблагоприятной структуры чугуна связано с повышенной температурой нагрева, рассчитываемой в соответствии с предложенной зависимостью.
Наиболее близким аналогом к заявляемому объекту является способ термической обработки чугунных двухслойных прокатных валков, включающий нагрев до температуры ниже Ac1, выдержку и охлаждение. Причем нагрев ведут до температуры, определяемой по зависимости:
Tн=TA+K⋅HSD/h,
где ТA - температура превращения остаточного аустенита рабочего слоя, °С; HSD - твердость рабочего слоя валка в литом состоянии, ед. Шора; h - средняя глубина отбела рабочего слоя, мм;
Кт - коэффициент, учитывающий интенсивность измерения температуры нагрева в зависимости от величины отношения HSD/h, °С, мм/ед. Шора (см. пат. РФ №2035517, C21D 9/38).
Недостатком известного способа является низкая эксплуатационная стойкость валков из-за протекания структурных превращений большого количества остаточного аустенита в продукты его распада вследствие нагрева рабочего слоя валка в процессе его эксплуатации. Это приводит к появлению трещин в рабочем слое чугунного валка и его преждевременному разрушению. Еще одним недостатком является то, что для термической обработки нескольких валков одновременно их необходимо комплектовать с одинаковой твердостью и средней глубиной отбела рабочего слоя, что вносит необходимость увеличение валкового парка. При этом глубину отбела невозможно определить методами неразрушающего контроля, что вносит необходимость проведения металлографических исследований для каждого валка.
Задача, решаемая заявляемым изобретением, заключается в повышении эксплуатационной стойкости прокатных валков.
Технический результат, обеспечиваемый заявленным изобретением, заключается в создании условий, обеспечивающих формирование оптимальной микроструктуры чугуна рабочего слоя прокатного валка.
Поставленная задача решается тем, что в способе термической обработки чугунных двухслойных прокатных валков, включающем нагрев до температуры ниже Ас1, выдержку и охлаждение, согласно изобретению предварительно в зависимости от химического состава чугуна рабочего слоя валка вычисляют минимальную температуру, при которой протекает бейнитное превращение, и температуру начала выделения графита, после чего температуру отпуска определяют по формуле:
Тотп=Твг-(10…20), °С,
с учетом соблюдения условия:
Тотп<Tбп мин,
где Тотп - температура отпуска,
Твг - температура начала выделения графита,
Тбп мин - минимальная температура, при которой протекает бейнитное превращение;
при этом цикл отпуска повторяют 3-4 раза.
Существующей проблемой при производстве чугунных двухслойных прокатных валков является то, что в процессе эксплуатации поверхностный слой подвергается абразивному изнашиванию при высоких динамических нагрузках, а также температурному термоциклированию, сопровождающемуся многократным нагревом до температуры порядка 350°С и охлаждением до комнатной температуры. В результате такого нагрева происходит превращение остаточного аустенита в мартенсит отпуска, что сопровождается увеличением локального объема рабочего слоя, с последующим возникновением высоких напряжений и появлением многочисленных трещин в поверхностном слое валка, выкрашиванием его поверхности, что приводит к преждевременному выходу его из строя.
Для предотвращения появления указанных дефектов рабочего слоя валка и повышения его эксплуатационной стойкости необходимо осуществлять нагрев валка до температуры, определяемой по предложенной зависимости:
Тотп=Твг-(10…20), °С,
где Тотп - температура отпуска, °С;
Твг - температура начала выделения графита, °С;
при этом температура отпуска должна быть ниже минимальной температуры, при которой протекает бейнитное превращение (Тбп мин). А отпуск повторяют с цикличностью от 3 до 4 раз.
В результате термической обработки по заявляемому режиму формируется оптимальная структура чугуна рабочего слоя, которая содержит карбидную фазу, мартенсито-аустенитную основу с минимальным количеством остаточного аустенита (около 1%) и графита компактной, округлой формы. Кроме того, она не содержит продукты диффузионного и промежуточного распада переохлажденного аустенита.
Отличительный признак, характеризующий температуру отпуска, рассчитываемую по предложенной зависимости, в известных источниках информации не обнаружен.
Известно использование многократного отпуска при производстве прокатных валков (см. Гостев, К.А. Термическая обработка в производстве литых валков. / К.А. Гостев // Сталь. - 2008. - №9. - С. 79-84) для уменьшения количества остаточного аустенита путем его распада в стабильные структурные составляющие, например мартенсит, а также с целью снижения уровня внутренних напряжений в рабочем слое прокатного валка.
В заявляемом способе вышеуказанный признак также проявляет известное техническое свойство.
Однако наравне с известным техническим свойством заявляемый отличительный признак в совокупности с другими отличительными признаками способа проявляет новое техническое свойство, заключающееся в качественном изменении микроструктуры чугуна рабочего слоя, обеспечивающим достижение уникального комплекса прочностных и эксплуатационных свойств прокатного валка.
На основании вышесказанного можно сделать вывод, что заявляемый способ термической обработки чугунных двухслойных прокатных валков не следует явным образом из известного уровня техники, а следовательно, соответствует условию патентоспособности «изобретательский уровень».
Способ термической обработки чугунных двухслойных прокатных валков осуществляют следующим образом. Первоначально от рабочего слоя прокатного валка в литом состоянии отбирают два образца, на одном из которых определяют минимальную температуру, при которой протекает бейнитное превращение. Указанную температуру определяют путем обнаружения начала протекания полиморфного превращения, которое сопровождается скачкообразным увеличением удельного объема чугуна в процессе изотермической выдержки. Для этого образец помещают в дилатометр, который производит непрерывную регистрацию изменения размеров исследуемого образца при изотермической выдержке.
При этом изотермическую выдержку проводят при различных температурах, начиная с минимальной температуры, равной 300°С, с последующим повышением ее на каждые 50°С. При обнаружении изменения длины образца температура изотермической выдержки фиксируется. Для более точного определения значения температуры температурный интервал (на нижней границе которого превращение не происходит, на верхней - протекает) делят на температуры с разницей в 10°С и при этих значениях проводят еще пять исследований. В результате определяют десятиградусный температурный интервал, на нижней границе которого еще не происходит полиморфное превращение, а на верхней границе температурного интервала оно протекает. Далее выбирают среднюю температуру из найденного интервала, тем самым обеспечивая точность нахождения минимальной температуры начала протекания бейнитного превращения с погрешностью в 5°С.
Затем определяют температуру начала выделения графита с помощью термического анализа. Для этого проводят нагрев образца рабочего слоя валка до температуры Ac1 со скоростью, соответствующей технологическому режиму на предприятии, осуществляющем термическую обработку валков. В случае, если такая скорость не может быть реализована на исследовательском оборудовании, то проводят многократный нагрев (в количестве не менее четырех) при различных скоростях (от минимальной до максимально возможной).
После нагрева образца фиксируют температурный интервал протекания двух экзотермических реакций, первая из которых (при меньшей температуре) соответствует дополнительному выделению вторичных карбидов, а вторая - выделению графита. Все изменения в структуре исследуются металлографическим способом. Причем, если экспериментальная скорость нагрева соответствует производственным параметрам, то принимается температура начала второй реакции. Если скорость нагрева в ходе эксперимента отличается от производственной, то, определив температуру начала выделения графита при различных скоростях нагрева, получают зависимость «температура начала выделения графита - скорость нагрева образца» и экстраполяцией данных рассчитывают температуру начала выделения графита при производственной скорости нагрева.
После этого в соответствии с заявленной зависимостью рассчитывают температуру отпуска прокатного валка. Затем сравнивают рассчитанную температуру отпуска с минимальной температурой начала протекания бейнитного превращения. В случае выполнения заявляемого условия (Тотп<Тбп мин) осуществляют нагрев валка с последующим охлаждением, при этом цикл отпуска повторяют 3-4 раза.
В случае, если рассчитанная по предложенной зависимости температура отпуска будет превышать указанную минимальную температуру начала протекания бейнитного превращения, следует задавать ее на 10-20°С ниже указанной минимальной температуры.
Осуществлять нагрев валков до температуры, равной или превышающей температуру выделения графита, нецелесообразно, так как выделяющийся из решетки аустенита углерод будет формировать графитовые включения. При этом процесс увеличения количества указанной вторичной фазы будет идти за счет роста уже имеющихся в структуре включений. Это будет приводить к укрупнению графитовых включений и приданию им неблагоприятной хлопьевидной формы, которая способствует формированию большого числа концентраторов напряжения.
Снижать температуру отпуска ниже температуры, определяемой по заявляемой зависимости, также нецелесообразно, вследствие того, что интенсивность процесса выделения вторичных карбидов при изотермической выдержке снижается, а при последующем охлаждении будет распадаться меньшее количество остаточного аустенита. После проведения термической обработки при пониженной температуре в структуре будет содержаться высокое количество остаточного аустенита с малой долей карбидной фазы. Это приведет к снижению прочностных и эксплуатационных свойств валка.
Устанавливать температуру отпуска, превышающую минимальную температуру, при которой протекает бейнитное превращение, нецелесообразно, так как в процессе изотермической выдержки остаточный аустенит в структуре превращается в бейнит, что приводит к снижению прочностных свойств, а следовательно, и эксплуатационной стойкости валка.
Сокращение циклов отпуска менее 3 не позволяет перевести весь остаточный аустенит, сохранившийся после закалки, в мартенсит отпуска. Это приводит к появлению трещин в рабочем слое валка, снижая ресурс и эксплуатационную стойкость прокатного валка.
Увеличение количества циклов отпуска более 4 не ведет к существенному изменению структуры, а лишь повышает длительность процесса отпуска и энергозатраты на его реализацию. Кроме того, снижается производительность, при этом твердость и эксплуатационная стойкость практически не меняется.
Пример конкретного выполнения.
Чугунные двухслойные прокатные валки с диаметром бочки 800 мм и ее длиной 2000 мм имеют следующий химический состав рабочего слоя: С - 3,05…3,2; Si - 0,7…1,0; Μn - 0,75…0,95; S - до 0,015; Ρ - до 0,045; Cr -1,5…1,85; Ni - 4,0…4,6; V - 0,15…0,2; Ti - 0,01…0,02; Nb - 0,45…0,7; Cu - 0,11…0,12, %. Первоначально от рабочего слоя одного из прокатных валков в литом состоянии отобрали два образца. С помощью термоанализатора была определена температура начала выделения графита, для указанного химического состава при производственной скорости нагрева (12°С/ч) она составила 318°С. Дилатометрическим методом определили минимальную температуру начала протекания бейнитного превращения, которая составила 368±5°С для данного химического состава.
Используя предложенную зависимость, определили температуру отпуска, получив интервал значений 298…308°С, при этом соблюдено условие, характеризующееся тем, что температура отпуска не должна превышать минимальную температуру начала протекания бейнитного превращения. Далее осуществляли нагрев со скоростью 12°С/ч (0,2°С/мин) до температуры 300°С, изотермическую выдержку при указанной температуре в течение 20 часов с последующим охлаждением со скоростью 12°С/ч до комнатной температуры.
Для обоснования преимуществ заявляемого способа по сравнению с прототипом в лабораторных условиях были проведены опытные испытания (эксперименты). Было проведено 7 опытов, в том числе:
- опыты №№1, 5 с технологическими режимами по заявляемому способу, выходящими за минимальные значения по температуре отпуска и количеству циклов отпуска;
- опыты №№2, 3 с технологическими режимами по заявляемому способу;
- опыты №№4, 6 с технологическими режимами, выходящими за заявленные максимальные значения по температуре отпуска и количеству циклов отпуска;
- опыт №7 по способу, взятому за прототип.

Анализ результатов исследований, представленных в табл. 2, показывает, что использование заявляемого способа по сравнению с прототипом (опыт №7) позволяет:
- увеличить эксплуатационную стойкость прокатного валка за счет снижения количества остаточного аустенита в структуре чугуна рабочего слоя прокатного валка;
- снизить уровень остаточных напряжений на границе рабочего слоя и сердцевины валка, что способствует уменьшению его выкрашивания и преждевременному выходу из строя;
- повысить производительность за счет исключения дополнительных механических испытаний для каждого валка и формирования партий валков со схожими параметрами, такими как глубина рабочего слоя, твердость рабочего слоя;
- назначить единую температуру отпуска для всего сортамента выпускаемых прокатных валков, рабочий слой которых имеет одинаковый химический состав.
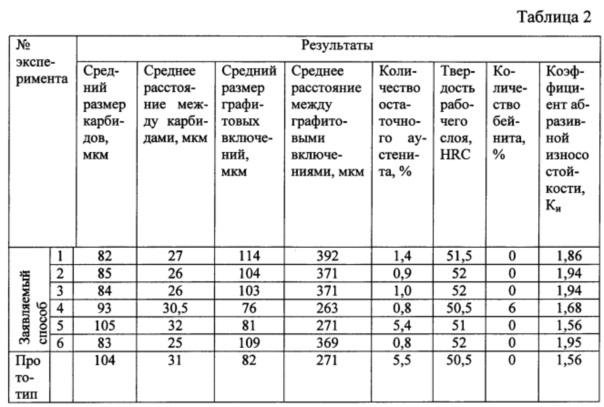
Использовать технологические параметры и режимы по опыту №1 (табл.1) нецелесообразно, поскольку в структуре чугуна рабочего слоя сохраняется достаточно большое количество остаточного аустенита, вследствие того, что пониженная температура отпуска подавляет выделение избыточных фаз (карбидов), повышая устойчивость насыщенного легирующими элементами остаточного аустенита.
Использовать технологические параметры и режимы по опыту №4 (табл. 1) нецелесообразно, поскольку в структуре чугуна рабочего слоя содержится бейнит. Это приводит к снижению твердости и износостойкости рабочего слоя. Кроме того, вследствие увеличения удельного объема рабочего слоя при превращении остаточного аустенита в бейнит возникает рост внутренних напряжений, что служит причиной выкрашивания рабочего слоя.
Использовать технологические параметры и режимы по опыту №5 (табл. 1) нецелесообразно, поскольку в структуре чугуна рабочего слоя сохраняется большое количество остаточного аустенита. В процессе эксплуатации прокатного валка увеличивается риск распада остаточного аустенита, что может привести к появлению трещин в его рабочем слое.
Использовать технологические параметры и режимы по опыту №6 нецелесообразно, поскольку такой многократный отпуск существенно повышает энергозатраты, себестоимость, при этом изменения в структуре незначительны. Практически не меняется твердость и эксплуатационная стойкость валка.
На основании вышеизложенного следует, что заявляемый способ позволяет значительно повысить эксплуатационную стойкость чугунных двухслойных прокатных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки чугунных двухслойных центробежно-литых прокатных валков | 1991 |
|
SU1801132A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУННЫХ ДВУСЛОЙНЫХ ВАЛКОВ | 1993 |
|
RU2035517C1 |
| Высокопрочный чугун | 1980 |
|
SU926058A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |
| Чугун | 1982 |
|
SU1036788A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2010 |
|
RU2449043C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЙНИТНОГО ЧУГУНА ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 2012 |
|
RU2490335C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2279487C1 |
Изобретение относится к области черной металлургии, в частности к термической обработке прокатных валков, и может быть использовано на предприятиях, изготавливающих двухслойные прокатные валки. Способ термической обработки чугунных двухслойных прокатных валков включает проведение отпуска путем нагрева до температуры ниже Ас1, выдержки и охлаждения, при этом предварительно в чугуне рабочего слоя валка определяют минимальную температуру, при которой протекает бейнитное превращение, и температуру начала выделения графита, после чего вычисляют температуру отпуска по следующей зависимости: Тотп=Твг-(10…20), °С, при выполнении следующего условия: Тотп<Тбп мин; где Тотп - температура отпуска, °C; Твг - температура начала выделения графита, °C; Тбп мин - минимальная температура, при которой протекает бейнитное превращение, °C; при этом цикл отпуска повторяют 3-4 раза. Изобретение направлено на повышение эксплуатационной стойкости прокатных валков за счет создания условий, обеспечивающих формирование оптимальной микроструктуры чугуна рабочего слоя прокатного валка. 1 пр., 2 табл.
Способ термической обработки чугунных двухслойных прокатных валков, включающий проведение отпуска путем нагрева до температуры ниже Ас1, выдержки и охлаждения, отличающийся тем, что предварительно для чугуна рабочего слоя валка определяют минимальную температуру, при которой протекает бейнитное превращение, и температуру начала выделения графита, после чего определяют температуру проведения отпуска по следующей зависимости:
Тотп=Твг-(10…20), °С,
при выполнении следующего условия:
Тотп<Тбп мин;
где Тотп - температура отпуска, °C;
Твг - температура начала выделения графита, °C;
Тбп мин - минимальная температура, при которой протекает бейнитное превращение, °C;
при этом цикл отпуска повторяют 3-4 раза.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУННЫХ ДВУСЛОЙНЫХ ВАЛКОВ | 1993 |
|
RU2035517C1 |
| Способ термической обработки двухслойных чугунных валков | 1990 |
|
SU1770405A1 |
| Способ термической обработки чугунных двухслойных прокатных валков | 1985 |
|
SU1268627A1 |
| Способ термической обработки чугунных двухслойных прокатных валков | 1987 |
|
SU1435628A1 |
| Возбудитель колебаний для ис-СлЕдОВАНия КОНСТРуКций | 1974 |
|
SU852162A3 |

