Изобретение относится к обработке металлов давлением, в частности производству проката на листовых станах трио Лаута.
Целью изобретения является улучшение качества листа стойкости валков за счет выравнивания их износа.
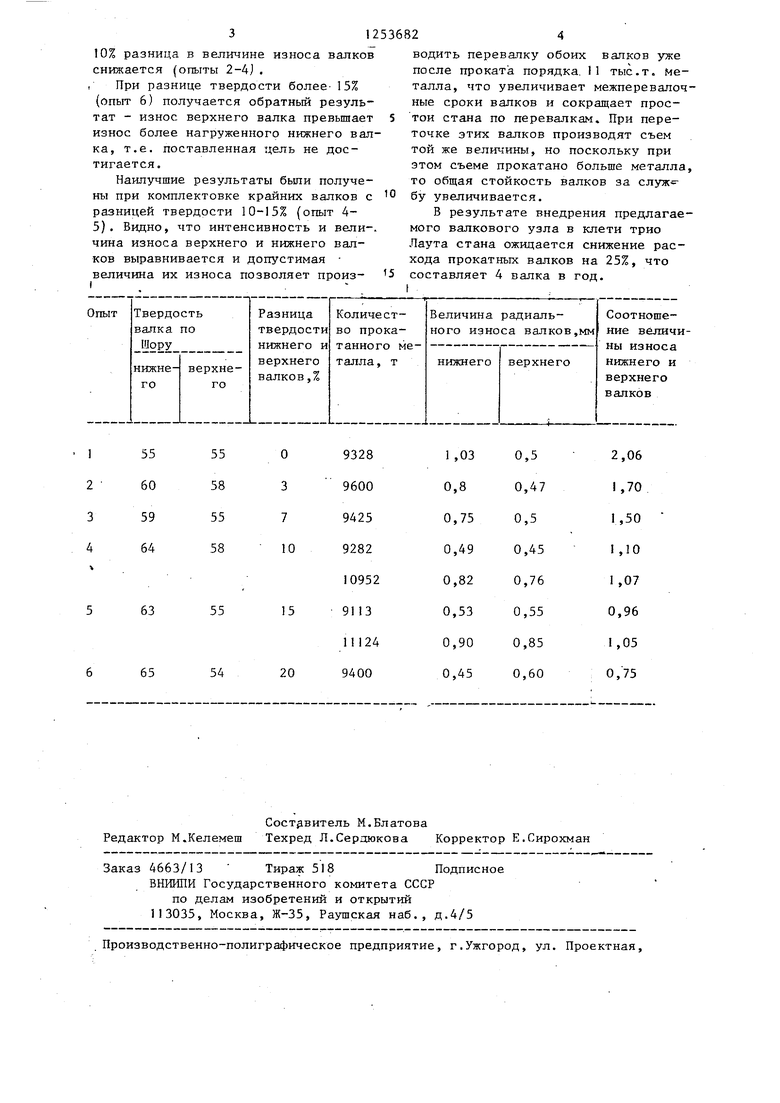
На чертеже изображена схема комплектовки прокатных валков для прои вод,ства листа в клети трио Лаута.
Стрелка А показывает направлени перйого и последнего прохода и указывает на то, что начинается и заканчивается деформация металла межд нижним 1 и средним 2 валками. При одновременном материале крайних вап ков разница твердости нижнего и верхнего 3 валков составляет 10-15% от величины твердости верхнего валка. При одинаковой твердости обоих крайних валков нижний валок 1 выполнен из наиболее легированного хромоникелевого чугуна с карбццобей нитной структурой, а верхний валок - из нелегированного отбеленног чугуна с цементно-перлитной структурой.
Пример i, На стане 2350 при прокатке листов в клети трио Лаута применяют крайние валки одного материала - чугунные отбеленные валки исполнения ЛП. Новые валки имеют разбег твердости 58-65 ед. по Шору, в зависимости от содержания углерода. По мере переточек валков твердость их снижается до 53-60 ед. по Шору. Поэтому на стане всегда имеется парк валков с твердостью 53-65 ед. Комплектуют крайние валки с разницей твердости в . Производят замеры твердости бочек валков, комплектуют их с указанной разницей (например, .59 и 65 ед.) , после чего твердый валок 65 ед устанавливают в клеть нижним, так как на стане принята технология прокатки, предусматривающая первый и последний проход между нижним и средним валками. Валок с твердостью 59 ед. заваливают верхним. Прокатку ведут по принятой технологии. В дальнейшем при переточках контролируют твердость валков и по мере необходимости перекомплектовЕ)- вают их.
П р и м е р 2. На стане 2350 применяют в клети трио Лаута чугунные отбеленные валки исполнения ЛИ
с твердостью 58-65 ед. и чугунные двухслойные валки с легированием хромом и никелем исполнения ЛПХНд с твердостью бочки 62-69 ед. по Шору.
Видно, что интервал твердости 62- / 65 ед. относится к валкам обоих исполнений. При наличии валков с одинаковой твердостью комплектуют крайние валки таким образом, чтобы
в наиболее нагруженном положении работали двухслойные валки ЛПХНд, а в менее нагруженном положении - чугунные отбеленные ЛП, так как в результате высокой степени легиро5 вания отбеленного слоя валки ЛПХНд приобретают более износостойкую кар- бидобейнитную структуру с микроскопическими вклкзчениями графита по сравнению с цементно-перлитной струк° турой отбеленных валков ЛП. Поскольку поверхность более твердого или легированного валка устойчивее к износу, то интенсивность и величина износа крайних валков в процессе работы в стане выравнивается. Это позволяет уменьшить разнотолщинность листа, улучшить качество поверхности прокатьшаемого листа, поскольку наиболее износостойкие валки участ0 вуют в чистовом проходе и реже подвергаются вмятинам, толчкам и прорезям, повысить стойкость валков и производительность стана за счет удлинения межперевалочных сроков край5 них валков.
В таблице представлены результаты испытаний валкового узла.
Как видно из таблицы, при одинако0 вой Твердости крайних валков (опыт 1) величина износа нижнего валка в 2,06 раза превышает износ верхнего. Валки прокатали 9328 т листа, после чего произведена перевалка и переточ5 ка обоих крайних валков по причине большого износа наиболее нагруженного нижнего валка. Хотя верхний валок по условиям износа был еще работо- способньЫ, он тоже подвергнут пере50 точке и для достижения одинакового диаметра крайних валков при подготовке их к следугацей кампании (завалке) с верхнего валка при переточке Производили лишний съем ме55 таяла 2-3 мм, что снижает его стойкость,.
С увеличением разницы твердости между нижним и верхним валками до
водить перевалку обоих валков уже после проката порядка. II тыс.т. металла, что увеличивает межперевалоч10% разница в величине износа валков снижается (опыты 2-4J . , При разнице твердости более-15% (опыт 6) получается обратный резуль-ные сроки валков и сокращает простат - износ верхнего валка превышает5 той стана по перевалкам. При переизнос более нагруженного нижнего вал-точке этих валков производят съем ка, т.е. поставленная цель не дос-той же величины, но поскольку при тигается.этом съеме прокатано больше металла.
Наилучшие результаты были получе-то общая стойкость валков за служ-
ны при комплектовке крайних валков бу увеличивается.
разницей твердости 10-15% (опыт 4-В результате внедрения предлагае- 5). Видно, что интенсивность и вели-.мого валкового узла в клети трио чина износа верхнего и нижнего вал-Лаута стана ожидается снижение рас- ков выравнивается и допустимая хода прокатных валков на 25%, что величина их износа позволяет произ- 5составляет 4 валка в год.
водить перевалку обоих валков уже после проката порядка. II тыс.т. металла, что увеличивает межперевалочные сроки валков и сокращает простой стана по перевалкам. При переточке этих валков производят съем той же величины, но поскольку при этом съеме прокатано больше металла.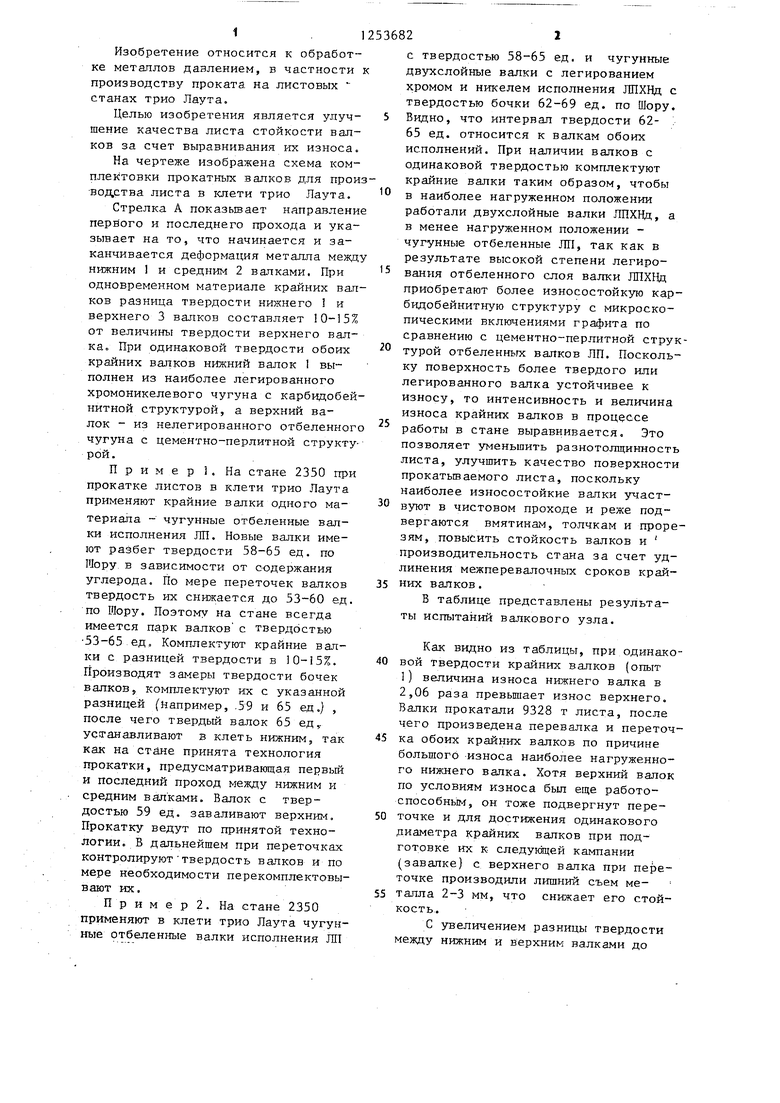
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования валков клети трио | 1985 |
|
SU1301502A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2184631C2 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| Способ подготовки к работе опорных валков станов кварто | 1984 |
|
SU1235573A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ КВАРТО ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2002 |
|
RU2211736C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| Способ холодной прокатки полос | 1983 |
|
SU1090465A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 2001 |
|
RU2188086C1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Будагьянц Н.А | |||
| и др | |||
| Литые прокатные валки | |||
| М.: Металлургия, 1983, с.43, 44 | |||
| Способ прокатки металла | 1980 |
|
SU900896A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
