Изобретение относится к обработке еталлов давлением и может быть исользовано для формовки-раздачи детаей типа колб, имеющих переменное се-. ение по высоте, а также сложную фору сечения (овальную, многогранную
Т-.пО
Цель изобретения - повьппение производительности путем совмещения операций раздачи и отбортовки работы штампа.
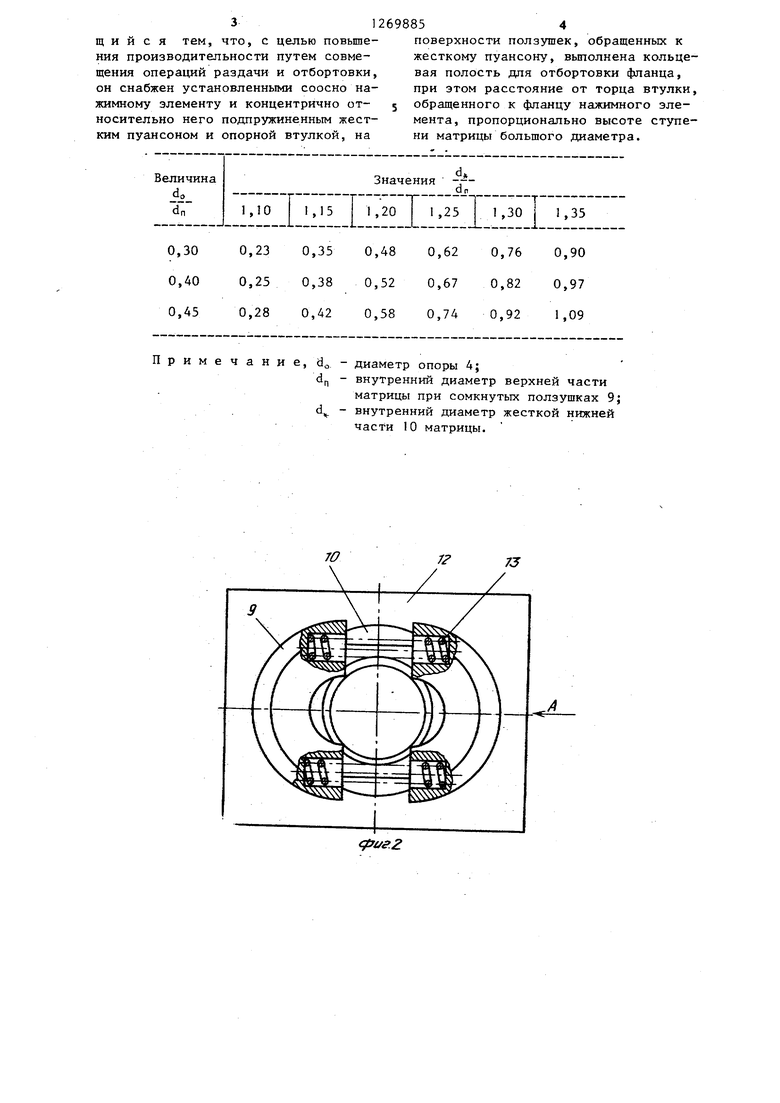
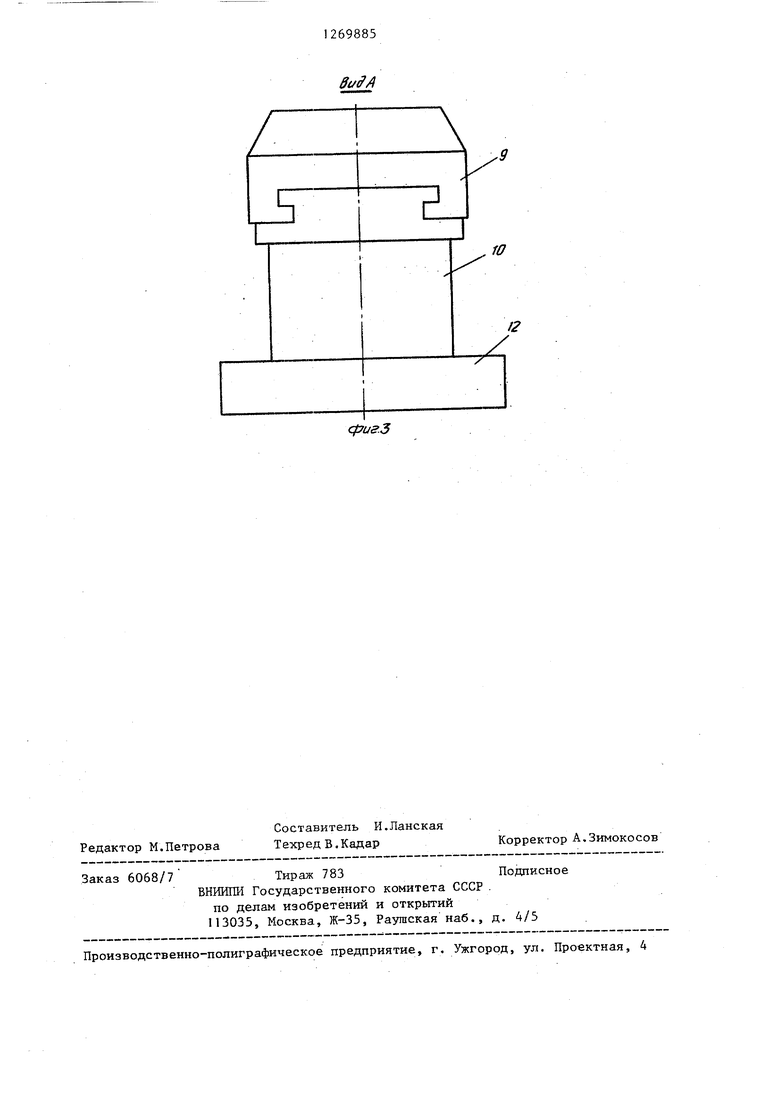
На фиг.1 схематично показано предлагаемое устройство, продольный разрез (левая часть изображает начало процесса раздачи, а правая - конец штамповки); на фиг.2 - нижняя часть штампа, вид сверху (ползушки разомкнуты); на фиг.3 - вид А на фиг. 2..
Штамп состоит из верхней плиты 1, жестко закрепленных на ней цилиндрического корпуса 2, имеющего на внутренней поверхности заходный конический участок, и нажимного органа 3, опоры 4, установленной с возможностью осевого перемещения, эластичного пуансона 5, надетого на опору 4, и жесткого пуансона 6, пружины 7, втулки 8, установленных конЦентрично
на нажимной орган 3 с возможностью Ъсевого перемещения, жесткой разъемной матрицы, состоящей из двух ползушек 9, размещенных в верхней ее части, и нижней части 10, имеющей стаканообразную форму. Выступы ползушек 9 установлены в нижней части 10 с возможностью радиального перемещения (фиг.2 и 3), образуют в сомкнутом положении наружную цилиндрическую поверхность. Нижняя часть 10 матрицы со вставленной внутрь заготовкой И закреплена на нижней плите 12. Разжимные пружины 13 установлены в :специальные пазы ползушек 9.
Для обеспечения возможности сборки нажимной орган 3, опора 4 и жесткий пуансон 6 вьтолняются составными.
Расстояние И от верхнего торца втулки 8 до фланца нажимного органа 3 при ненагруженном эластичном пуансоне 5 равно
. Н Нр-К,
где Нр - расстояние во внутренней полости матрицы от дна до цилиндрического участка; К - коэффициент производительности.
Значения коэффициента К определялись экспериментально с помощью установки в щтампе ползущек 9, матриц
10,опор 4 и эластичных пуансонов 5 различных размеров. Полученные данные сведены в таблицу.
Штамп работает следующим образом. При верхнем положении ползуна верхняя плита 1, цилиндрический корпус 2, нажимной орган 3, опора 4, эластичный пуансон 5, жесткий пуансон 6, пружина 7 и втулка 8 подняты над разъемной матрицей. Заготовка 11,
представляющая собой цилиндрический стакан, устанавливается внутри нижней части 10 матрицы, а ползущки 9 раздвинуты с помощью пружин 13.
При движении ползуна пресса вниз
корпус 2 своим заходным коническим участком скользит по конической поверхности ползущек 9 и сдвигает их. Одновременно опускается вниз нажимной орган 3. Эластичный пуансон 5с
5 опорой 4 вводится внутрь заготовки
11,а торец жесткого пуансона 6 прижимается пружиной 7 к фланцу заготовки 11 . К моменту начала раздачи, когра пуансон 5 касается дна заготовки
11, ползушки 9 надежно заперты корпусом 2.
При дальнейшем ходе ползуна вниз нажимной орган 3, скользя по опоре 4, сжимает пуансон 5, который передает усилие на заготовку 11 и на внутреннкно поверхность нижней части 10 матрицы и ползущек 9. В течение всего рабочего хода корпус 2 скользит внутренней поверхностью по наружной ци0 линдрической поверхности ползушек 9, надежно.запирая их независимо от усилия раздачи. К концу процесса раздачи нажимной орган-3 своим фланцем воздействует на втулку 8, которая
5 передает усилие на жесткий пуансон 6, последний производит правку, отбортовку фланца и калибровку радиуса,
При ходе ползуна вверх вначале эластичный пуансон 5 принимает свою
0 первоначальную форму, а затем корпус 2 выходит из контакта с ползушками 9, они раскрываются под действием пружин 13, и отштампованная деталь вынимается.
Формула изобретения
Штамп дпя раздачи полых деталей по авт. св. № 1068200, о т л и ч а ющ и и с я тем, что, с целью повыше ния производительности путем совмещения операций раздачи и отбортовки он снабжен установленными соосно на жимному элементу и концентрично относительно него подпружиненным жест КИМ пуансоном и опорной втулкой, на
2698854
поверхности ползушек, обращенных к жесткому пуансону, выполнена кольцевая полость дпя отбортовки фланца, при этом расстояние от торца втулки, 5 обращенного к фланцу нажимного элемента, пропорционально высоте ступени матрицы большого диаметра.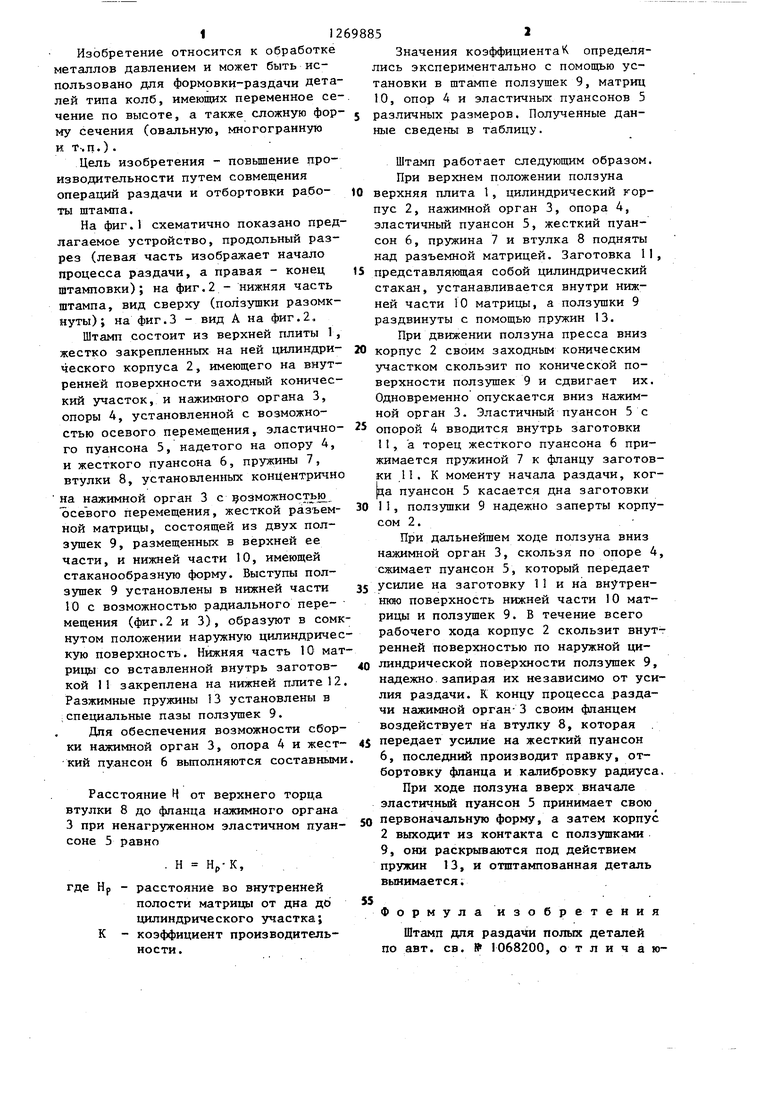
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых деталей | 1981 |
|
SU1068200A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп совмещенного действия | 1977 |
|
SU660765A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Штамп для пробивки отверстий и отбортовки | 1982 |
|
SU1057148A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
Изобретение относится к обработке металлов давлением и может использоваться для раздачи колб. Цель изобретения - повышение производительности за счет совмещения в одном штаьше операций раздачи и отбортовки. Штамп состоит из верхней плиты 1, закрепленных на ней цилиндрического корпуса 2, нажимного элемента 3, опоры 4, эластичного пуансона 5. Для совмещения операций раздачи с отбортовкой фланца на нажимном элементе . соосно ему и концентрично с ним установлен подпружиненный жесткий пуансон 6 и опорная втулка 8, а расстояние от торца втулки, обращенного к фланцу на;кимного элемента, пропорФ ционально высоте ступени матрицы большого диаметра. 3 ил. лдава %а91Ю1 ю о 00 №
0,30 0,23 0,35 0,48 0,62 0,76 0,90 0,40 0,25 0,38 0,52 0,67 0,82 0,97 0,45 0,28 0,42 0,58 0,74 0,92 1,09
Примечание, d
а„
d. диаметр опоры 4;
внутренний диаметр верхней части матрицы при сомкнутых ползушках 9; внутренний диаметр жесткой нижней части 10 матрицы.
7
73
fft/e.2
cffus.3
| Штамп для раздачи полых деталей | 1981 |
|
SU1068200A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
