ел
05
Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для обработки деталей из листовых материалов.
Известен штамп для отбортовки, содержащий пуансон и матрицу, выполненные из секций и установленные на одной из плит, и центральный стержень с коническим концом, расположенный на другой плите с возможностью взаимодействия с секциями пуансона, и установленные на той же плите вокруг центрального стержня клинья, расположенные с возможностью взаимодействия с секциями матрицы 1.
Недостатком данного штампа является то, что он предназначен только для отбортовки деталей, имеющих центральное отверстие, кроме того, на данном штампе невозможно выполнить обрезку торца детали.
Наиболее близким по технической сушности и достигаемому результату к изобретению является штамп для отбортовки полых корпусных деталей, содержащий секционный пуансон, охватывающую его секционную матрицу и ползушки, несущие секции и расположенные на одной плите, и клинья, установленные на другой плите с возможностью взаимодействия с ползушками 2.
Недостатком известного штампа является то, что на нем невозможно осуществить обрезку одновременно с отбортовкой. Кроме того, при изготовлении деталей с наружным фланцем оснащение отбортовочных секций пуансона и матрицы режущими кромками является недостаточным, так как при обрезке сложного контура внутренними расходящимися от центра секциями пуансона остаются ненадрезанные участки, что приводит к браку.
Цель изобретения - повышение производительности труда за счет совмещения операций обрезки с операцией отбортовки наружного фланца.
Поставленная цель достигается тем, что в штампе для отбортовки полых корпусных деталей, содержащем секционный пуансон, охватывающую его секционную матрицу и ползущки, несущие секции и расположенные на одной плите, и клинья, установленные на другой с возможностью взаимодействия с ползушками, каждая секция оснащена режущей кромкой, в каждой секции матрицы выполнен паз, каждая секция пуансона расположена с возможностью взаимодействия с поверхностями, ограничивающими паз охватывающей его секции матрицы, одна по меньшей мере секция пуансона связана с несущей ее ползушкой шарнирно с возможностью поворота в плоскости, перпендикулярной оси давления штампа, и выполнена с выступом, имеющим режущую кромку, обращенным к смежной секции пуансона и перекрывающим режущую кромку смежной секции в направлении секции матриць1, взаимодействующей со смежной секцией пуансона, смежная секция снабжена упором, расположенным с возможностью взаимодействия с шарнирно установленной секцией, а рабочий участок клина, размещенный с возможностью взаимодействия с ползущкой, несущей шарнирно установлен0 ную секцию,расположен ближе к плите с ползушками, чем остальные рабочие участки клиньев, установленных с возможностью взаимодействия с ползущками, несущими секции пуансона.
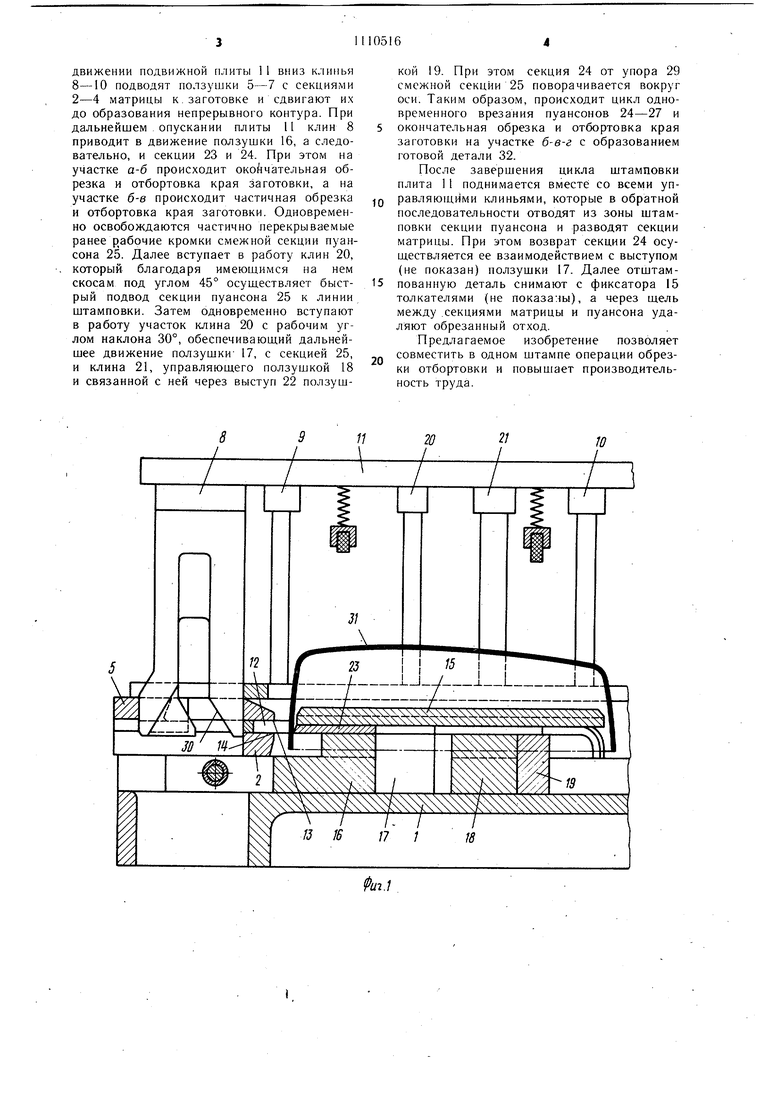
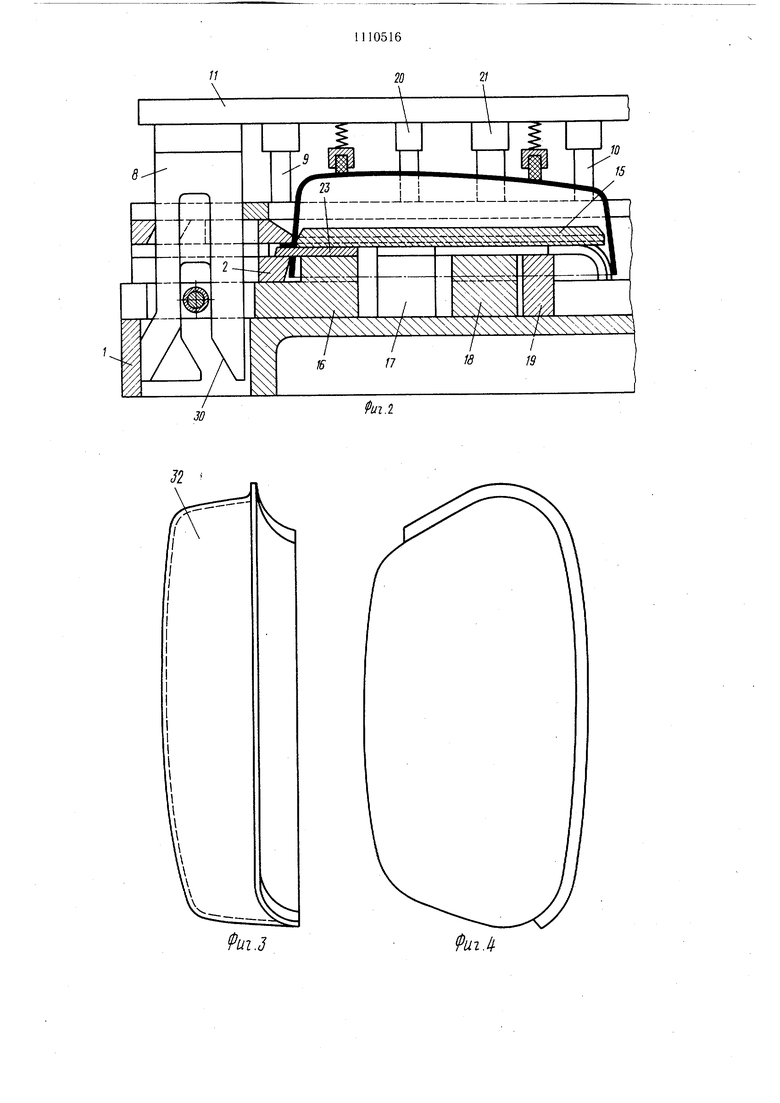
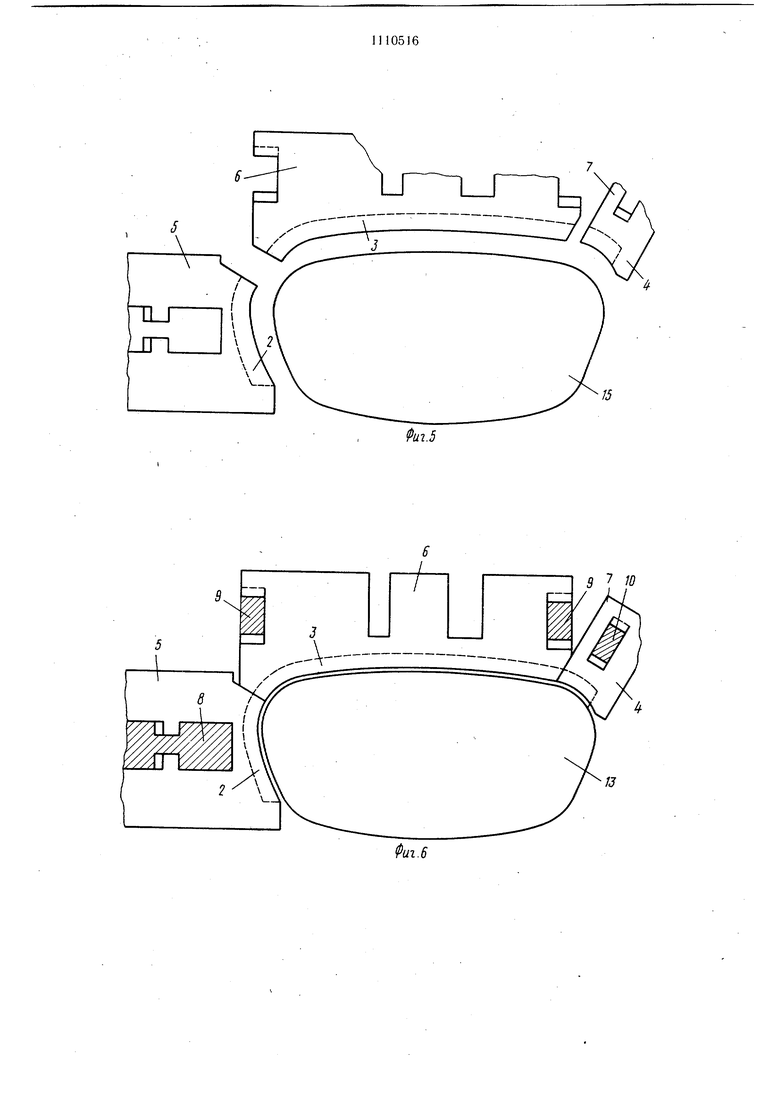
На фиг. 1 и 2 изображен штамп для од5 новременной обрезки и отбортовки в начале и в конце рабочего цикла, общий вид; на фиг. 3 и 4 - штампуемая деталь; на фиг. 5 и 6 - положение ползущек с секциями матрицы в начале и в конце рабочего цикла,
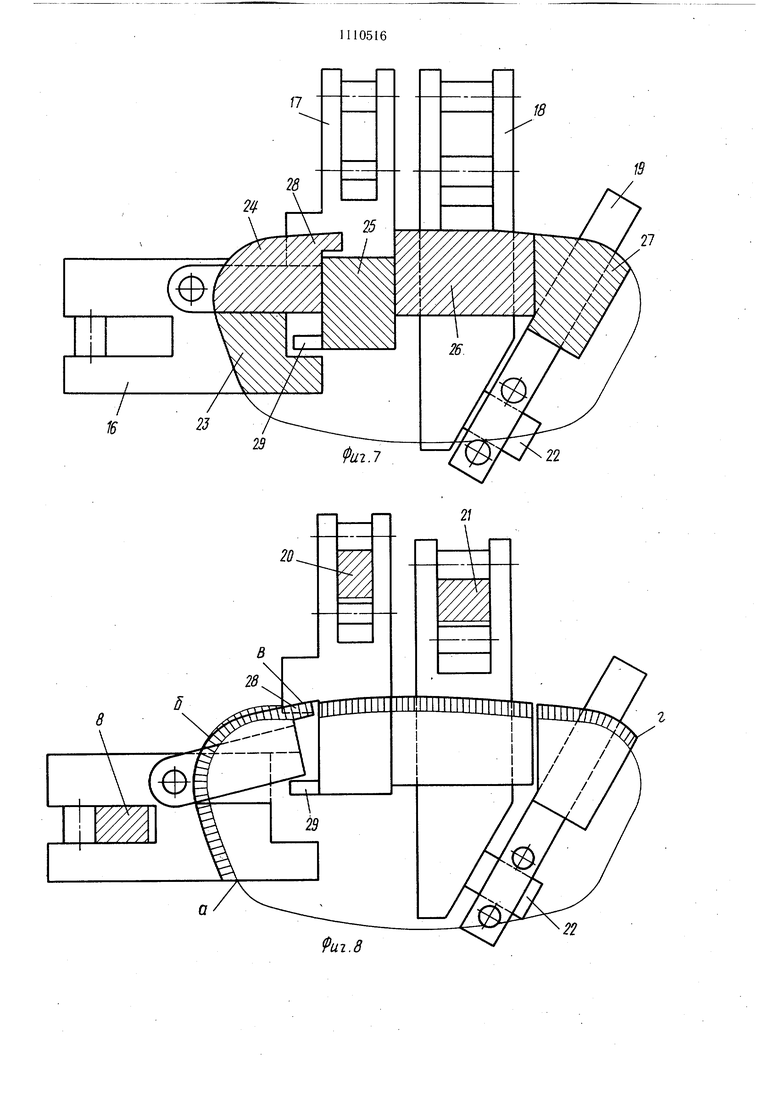
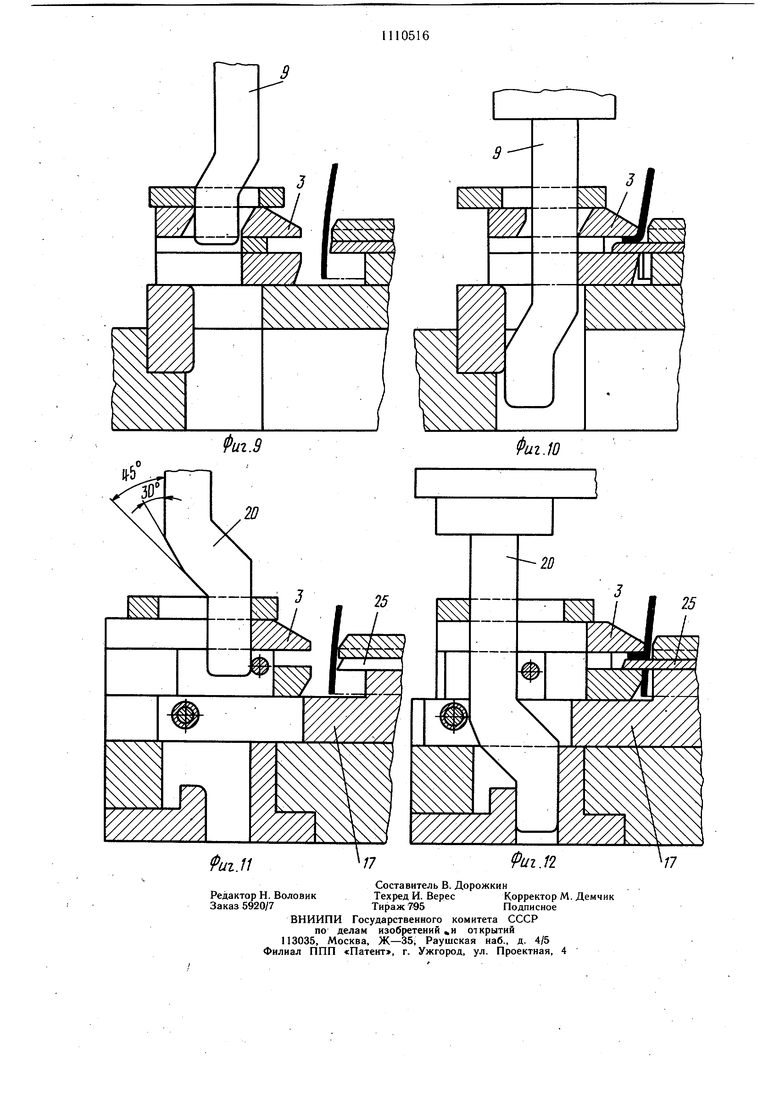
0 вид сверху; на фиг. 7 и 8 - положение ползушек с секциями пуансонов в начале и в конце рабочего цикла; на фиг. 9 и 10 - положение клина, приводящего в движение одну из ползушек с секцией матрицы, в начале и в конце рабочего цикла; на фиг. 11
5 и 12 - положение клина, приводящего в движение одну из ползушек с секцией пуансона в начале и в конце рабочего цикла. Штамп содержит .неподвижную плиту 1, на которой размещена матрица, состоящая из подвижных секций 2-4, расположенных на ползущках 5-7, управляемых соответственно клиньями 8-10, закрепленными на подвижной плите 11, при этом в каждой секции матрицы на рабочем торце выполнен паз 12, образующий отгибочную 13 и обрезную 14 кромки. На неподвижной плите 1 жестко закреплен фиксатор 15, а также подвижно установлены ползушки 16-19. Ползушка 16 управляется клином 8, ползушки 17 и 18 управляются клиньями 20 и 21 соответственно, закрепленными на подвиж0 ной плите 11, а ползушка 19 - выступом
22ползушки 18. На ползушках установлены секции пуансона 23-27. Секция пуансона
23жестко закреплена на ползушке 16. Секция 24 шарнирно установлена на пол5 зушке 16. Секция 24 имеет выступ 28, частично перекрывающий рабочие кромки смежной секции 25, жестко закрепленной на ползушке 17 и расположенной со смещением от линии штамповки в мЪмент начала движения ползуна 16 с шарнирно закрепленной 0 секцией 24. Секции 26 и 27 жестко закреплены на ползушках 18 и 19 соответственно.
На секции 25 выполнен упор 29, расположенный с возможностью взаимодействия с секцией 24. Рабочий участок 30 плиты 8 . расположен ближе к плите 1, чем рабочие
5 участки клиньев 20 и 21.
Штамп работает следующим образом.
Заготовку 31 устанавливают на фиксатор 15 в центр раскрытого штампа. При
движении подвижной плиты 1 1 вниз клинья 8-10 подводят ползушки 5-7 с секциями 2-4 матрицы к. заготовке и сдвигают их до образования непрерывного контура. При дальнейшем опускании плиты 11 клин 8 приводит в движение ползушки 16, а следовательно, и секции 23 и 24. При этом на участке а-б происходит окойчательная обрезка и отбортовка края заготовки, а на участке б-в происходит частичная обрезка и отбортовка края заготовки. Одновременно освобождаются частично перекрываемые ранее рабочие кромки смежной секции пуансона 25. Далее вступает в работу клин 20, который благодаря имеющимся на нем скосам под углом 45° осуществляет быстрый подвод секции пуансона 25 к линии штамповки. Затем одновременно вступают в работу участок клина 20 с рабочим углом наклона 30°, обеспечивающий дальнейшее движение ползушки- 17, с секцией 25, и клина 21, управляющего ползушкой 18 и связанной с ней через выступ 22 ползущкой 19. При этом секция 24 от упора 29 смежной секции 25 поворачивается вокруг оси. Таким образом, происходит цикл одновременного врезания пуансонов 24-27 и окончательная обрезка и отбортовка края заготовки на участке б-в-г с образованием готовой детали 32.
После завершения цикла штамповки плита 11 поднимается вместе со всеми управляющйми клиньями, которые в обратной последовательности отводят из зоны штамповки секции пуансона и разводят секции матрицы. При этом возврат секции 24 осуществляется ее взаимодействием с выступом (не показан) нолзушки 17. Далее отштампованную деталь снимают с фиксатора 15 толкателями (не показаны), а через щель между .секциями матрицы и пуансона удаляют обрезанный отход.
Предлагаемое изобретение позволяет
совместить в одном штампе операции обрезки отбортовки и повышает производительность труда.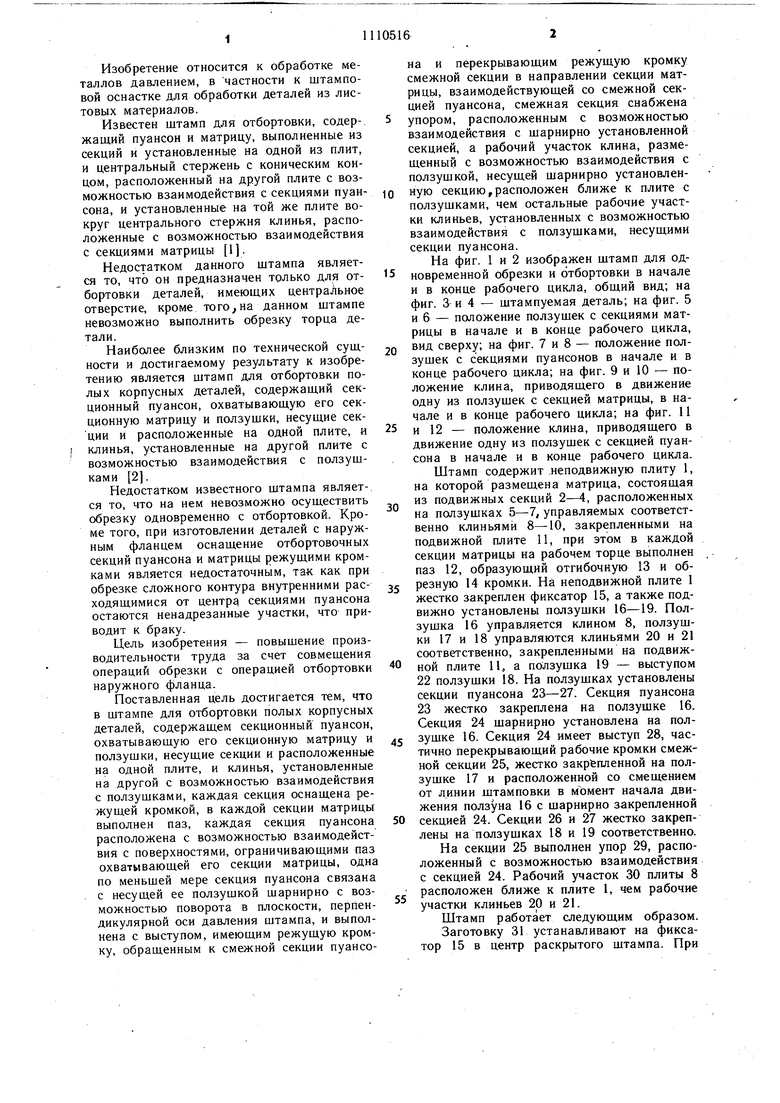
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для профильной обрезки концов труб | 1984 |
|
SU1202755A1 |
| Штамп для формовки деталей | 1986 |
|
SU1423223A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для обрезки полых деталей | 1981 |
|
SU963733A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
ШТАМП ДЛЯ ОТБОРТОВКИ ПОЛЫХ КОРПУСНБ1Х ДЕТАЛЕЙ, содержаш.ий секционный пуансон, охватываюшую его секционную матрицу И ползушки, несущие секции и расположенные на одной плите, и клинья, установленные на другой плите с возможностью взаимодействия с ползушками, отличающийся тем, что, с целью повышения производительности труда за счет совмещения операций обрезки с операцией отбортовки наружного фланца, каждая секция оснащена режущей кромкой, в каждой секции матрицьЕ выполнен паз, каждая секция пуансона расположена с возможностью взаимодействия с поверхностями, ограпичивающими паз охватывающей его секции матрицы, одна по меньшей мере секция пуансона связана с несущей ее ползушкой шарнирно с возможностью поворота в плоскости, перпендикулярной оси давления штампа, и выполнена с выступом, имеющим режущую кромку, обращенным к смежной секции пуансона и перекрывающим режущую кромку смежной секции в направлении секции матрицы, взаимодействующей со смежной секцией пуансона, смежная секция снабжена упором, расположенным с возможностью взаимодействия с шарнирно установленной секцией, а рабочий участок клина, размещенный с возможностью взаимодействия с ползущкой, несущей шарнирно установлен(Л ную секцию, расположен ближе к плите с ползушками, чем остальные рабочие участки клиньев, установленных с возможностью взаимодействия с ползушками, несущими секции пуансона.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для отбортовки | 1972 |
|
SU509328A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Нефедов А | |||
| П | |||
| Конструирование и изготовление штампов | |||
| М., «Машиностроение, 1973, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
