2„ Штамп по п. 1, отлич ающ и и с я тем, что замковое соединение разъемной матрицы представляет собой ласточкин хвост ,
3. Штамп поп. 1, отличающийся теп, что замковое соединение матрицы выполнено в виде Т-образного паза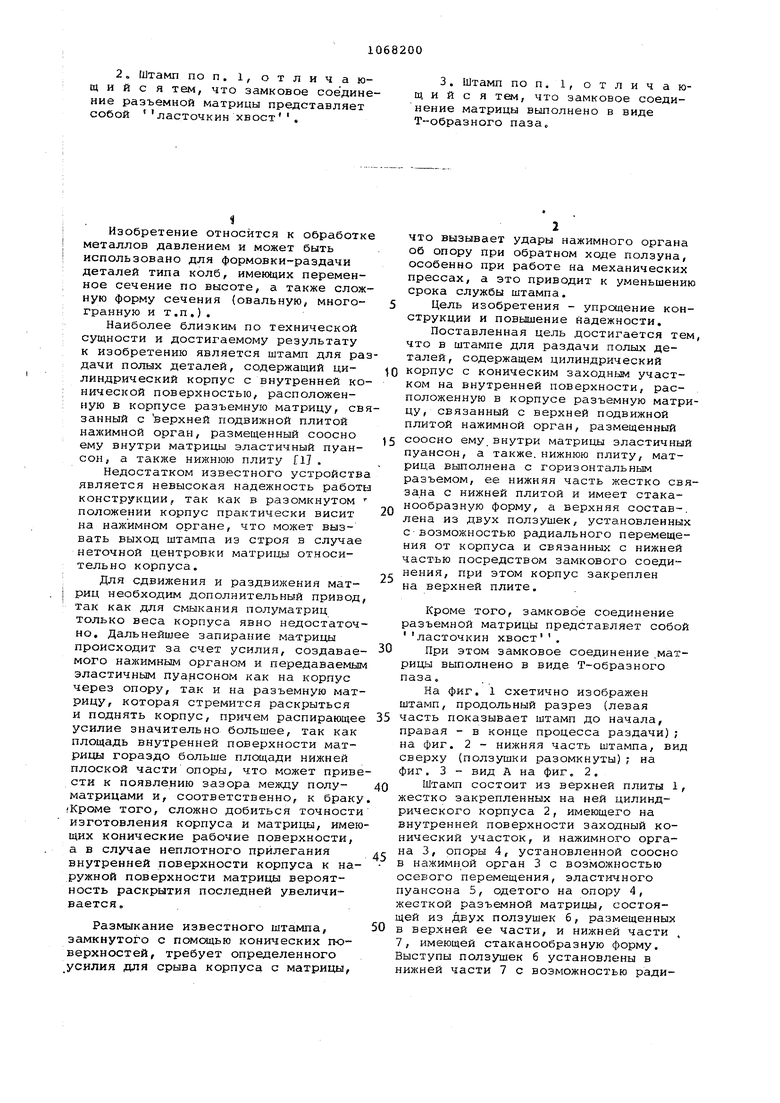
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых деталей | 1985 |
|
SU1269885A2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Штамп для раздачи трубчатых заготовок | 1977 |
|
SU659251A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп с разъемной матрицей | 1980 |
|
SU944719A1 |
| Штамп для раздачи трубчатых заготовок | 1979 |
|
SU784969A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для формовки-раздачи деталей типа колб, имеющих переменное сечение по высоте, а также сложную форму сечения {овальную, многогранную и т.п.) .
Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп для раздачи полых деталей, содержащий цилиндрический корпус с внутренней конической поверхностью, расположенную в корпусе разъемную матрицу, связанный с верхней подвижной плитой нажимной орган, размещенный соосно ему внутри матрицы эластичный пуансон, а также нижнюю плиту 17 .
Недостатком известного устройства является невысокая надежность работы конструкции, так как в разомкнутом положении корпус практически висит на нажимном органе, что может вызвать выход штампа из строя в случае неточной центровки матрицы относительно корпуса.
Для сдвижения и раздвижения матриц необходим дополнительный привод, так как для смыкания полуматриц только веса корпуса явно недостаточно. Дальнейшее запирание матрицы происходит за счет усилия, создаваемого нажимным органом и передаваемым эластичным пуансоном как на корпус через опору, так и на разъемную матрицу, которая стремится раскрыться и поднять корпус, причем распирающее усилие значительно большее, так как площадь внутренней поверхности матрицы гораздо больше площади нижней плоской части опоры, что может привести к появлению зазора между полуматрицами и, соответственно, к браку «Кроме того, сложно добиться точности изготовления корпуса и матрицы, имеющих конические рабочие поверхности, а в случае неплотного прилегания внутренней поверхности корпуса к наружной поверхности матрицы вероятность раскрытия последней увеличивается.
Размыкание известного штампа, замкнутого с конических поверхностей, требует определенного усилия для срыва корпуса с матрицы,
что вызывает удары нажимного органа об опору при обратном ходе ползуна, особенно при работе на механических прессах, а это приводит к уменьшению срока службы штампа.
Цель изобретения - упрощение конструкции и повышение Надежности.
Поставленная цель достигается тем, что в штампе для раздачи полых деталей, содержащем цилиндрический
0 корпус с коническим заходным участком на внутренней поверхности, расположенную в корпусе разъемную матрицу, связанный с верхней подвижной плитой нажимной орган, размещенный
соосно ему внутри матрицы эластичный пуансон, а также.нижнюю плиту, матрица выполнена с горизонтальным разъемом, ее нижняя часть жестко связана с нижней плитой и имеет стаканообразную форму, а верхняя состав-, лена из двух ползушек, установленных свозможностью радиального перемещения от корпуса и связанны с нижней частью посредством замкового соединения, при этом корпус закреплен
на верхней плите.
Кроме того, замковое соединение разъемной матрицы представляет собой ласточкин хвост.
При этом замковое соединение .матрицы выполнено в виде Т-образного паза.
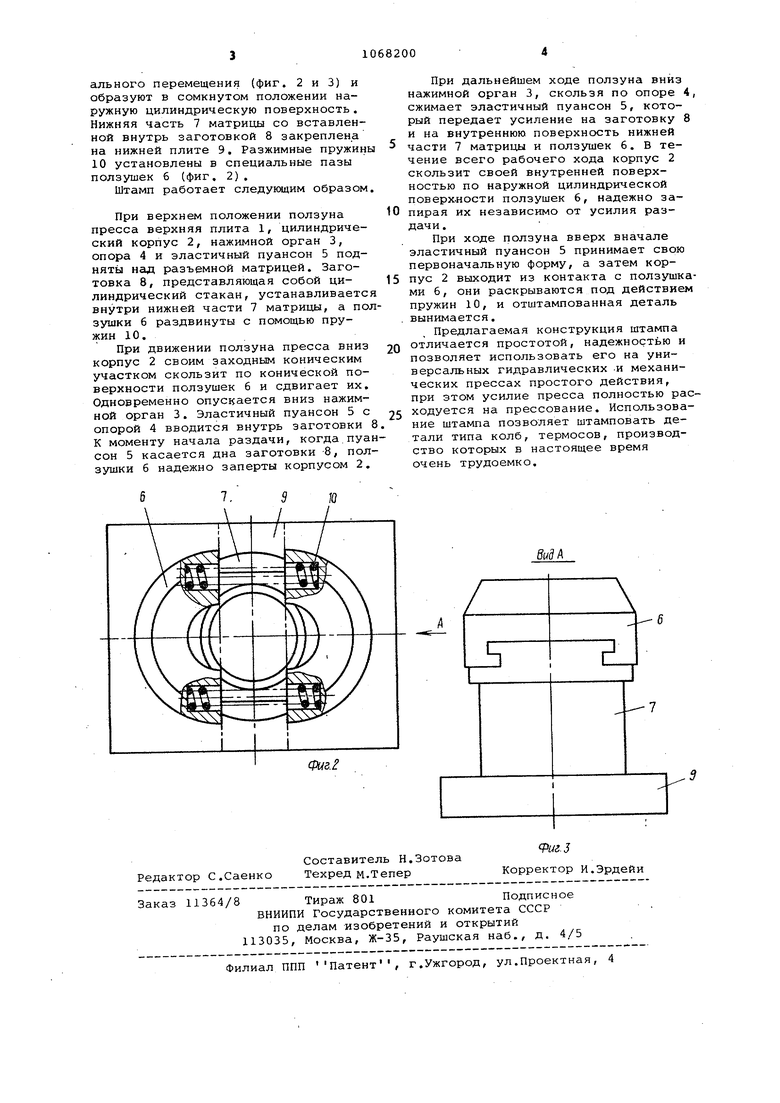
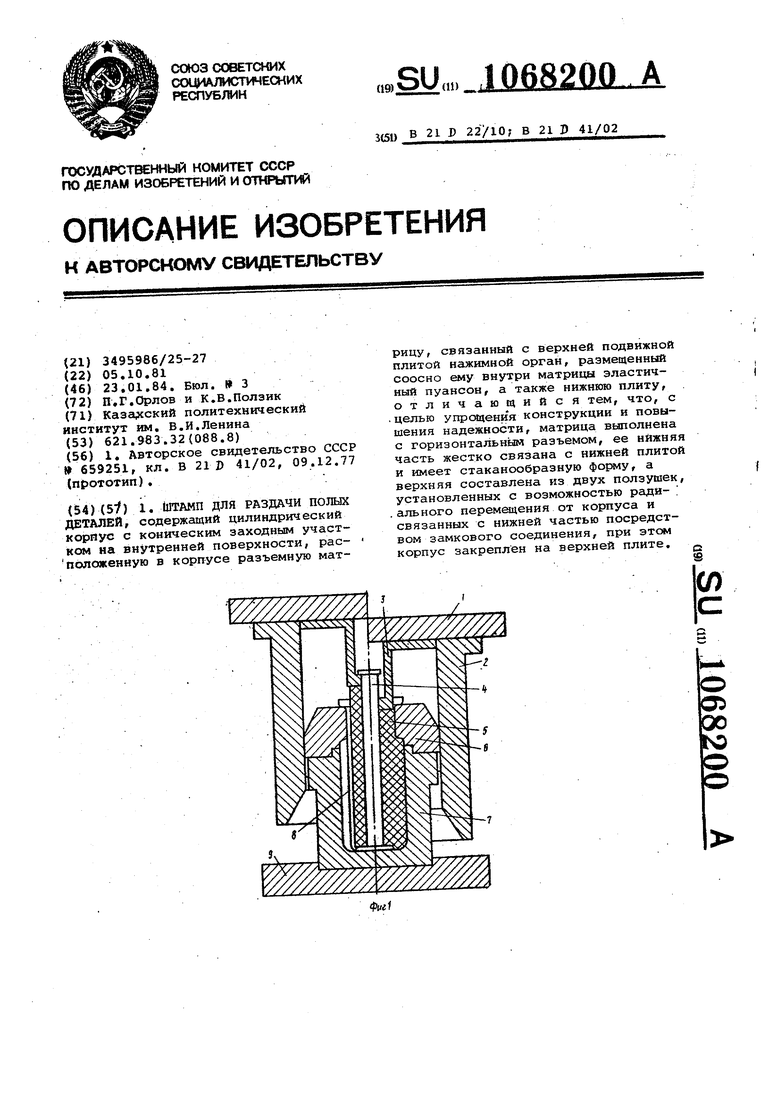
На фиг. 1 схетично изображен штамп, продольный разрез (левая
часть показывает штамп до начала, правая - в конце процесса раздачи); на фиг. 2 - нижняя часть штампа, вид сверху (ползушки разомкнуты); на фиг. 3 - вид А на фиг. 2.
Штамп состоит из верхней плиты 1, жестко закрепленных на ней цилиндрического корпуса 2, имеющего на внутренней поверхности заходный конический участок, и нажимного органа 3, опоры 4, установленной соосно
в на.жимвой орган 3 с возможностью осевого перемещения, эластичного пуансона 5, одетого на опору 4, жесткой разъемной матрицы, состоящей из двух ползушек б, размещенных
в вер.хней ее части, и нижней части , 7, имеющей стаканообразную форму. Выступы ползушек 6 установлены в нижней части 7 с возможностью радиального перемещения (фиг. 2 и 3) и образуют в сомкнутом положении наружную цилиндрическую поверхность. Нижняя часть 7 матрицы со вставленной внутрь заготовкой 8 закреплена на нижней плите 9. Разжимные пружины 10 установлены в специальные пазы ползушек 6 (фиг. 2).
Штамп работает следующим образом.
При верхнем положении ползуна пресса верхняя плита 1, цилиндрический корпус 2, нажимной орган 3, опора 4 и эластичный пуансон 5 подняты разъемной матрицей. Заготовка 8, представляющая собой цилиндрический стакан, устанавливается внутри нижней части 7 матрицы, а ползушки 6 раздвинуты с помощью пружин 10.
При движении ползуна пресса вниз корпус 2 своим заходным коническим участком скользит по конической поверхности ползушек б и сдвигает их. Одновременно опускается вниз нажимной орган 3. Эластичный пуансон 5 с опорой 4 вводится внутрь заготовки 8 К моменту начала раздачи, когда пуансон 5 касается дна заготовки 8, ползушки б надежно заперты корпусом 2.
При дальнейшем ходе ползуна вниз нажимной орган 3, скользя по опоре 4, сжимает эластичный пуансон 5, который передает усиление на заготовку 8 и на внутреннюю поверхность нижней части 7 матрицы и ползушек 6. В течение всего рабочего хода корпус 2 скользит своей внутренней поверхностью по наружной цилиндрической поверхности ползущек 6, надежно за0пирая их независимо от усилия раздачи .
При ходе ползуна вверх вначале эластичный пуансон 5 принимает свою первоначальную форму, а затем корпус 2 выходит из контакта с ползушка5ми 6, они раскрываются под действием пружин 10, и отштампованная деталь вынимается.
Предлагаемая конструкция штампа отличается простотой, надежностью и
0 позволяет использовать его на универсальных гидравлических -и механических прессах простого действия, при этом усилие пресса полностью рас5 ходуется на прессование. Использование штампа позволяет штамповать детали типа колб, термосов, производство которых в настоящее время очень трудоемко.
вид А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для раздачи трубчатых заготовок | 1977 |
|
SU659251A1 |
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЮТАМП для РАЗДАЧИ полых ДЕТАЛЕЙ, содержащий цилиндрический корпус с коническим заходным участком на внутренней поверхности, рас- положенную в корпусе разъемную мат т ////////// | |||
| рицу, связанный с верхней подвижной плитой нажимной орган, размещенный соосно ему внутри матрища эластичный пуансон, а также нижнюю плиту, отличающийся тем, что, с .целью упрседения конструкции и повышения надежности, матрица выполнена с горизонтальным разъемом, ее нижняя часть жестко связана с нижней плитой и имеет стаканообразную , а верхняя составлена из двух ползушек, установленных с возможностью ради.ального переметцения от корпуса и связанных с нижней частью посредством замкового соединения, при этом корпус закреплен на верхней плите | |||
| S (Л | |||
