Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации штамновки тонкостенных деталей глубокой вытяжки в любом штамповочном производстве.
Цель изобретения - повышение производительностн штампа за счет совмещения операции штамповки и поворота револьверного диска.
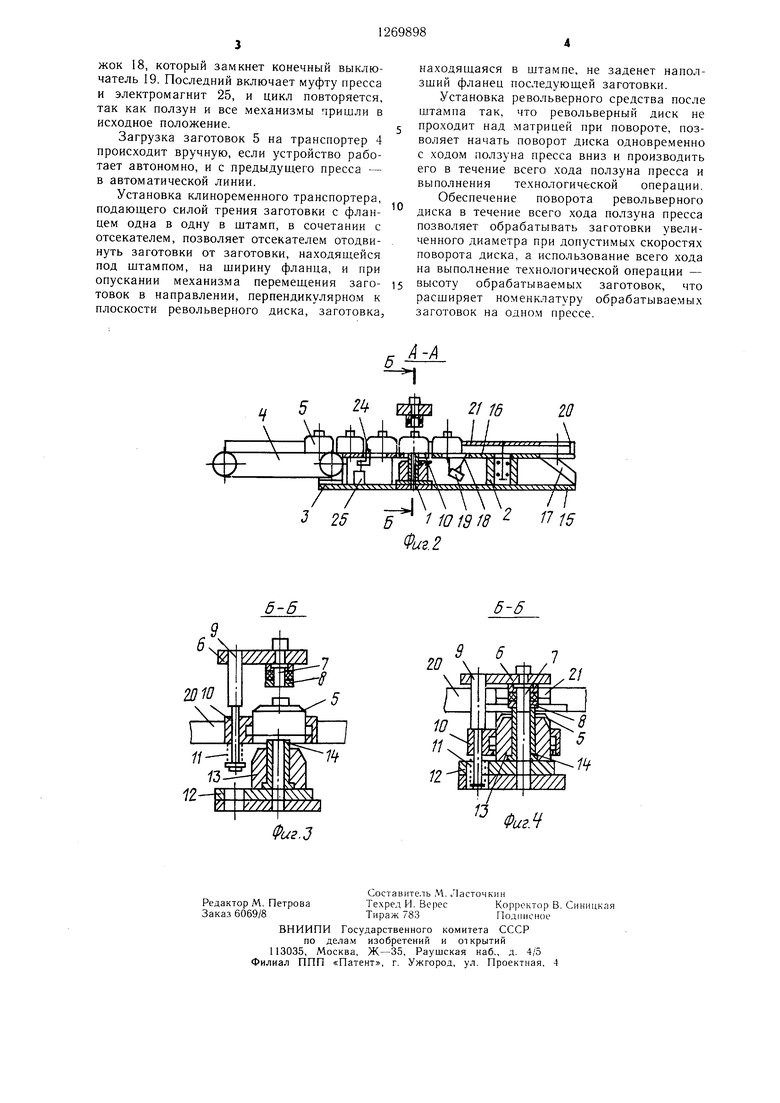
На фиг. I изображено устройство, вид в плане; на фиг. 2 - разрез А-А на фшг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (момент верхнего (исходного) положения подвижной плиты); на фиг. 4 - разрез Б-Б на фиг. 2 (момент нижнего положения подвижной плиты).
Устройство для штамповки деталей из FiiT ii:b x ::., готовок содержит угтаьовленный. и;; сг(.:о ii|)ecca (не показан} штамп 1, TpaiiCiinp :1К);: речи;:; Лзерноо средство 2 с iipHiiojioiv (не показан) от через 1,11-П1орееЧ)1ЫЙ механиз.м с храповым устройством, отсекатель 3. клипоре.менный трар:ciiopicp 4, на который устанавливается заготовка Г) -- тонкосте1пп Й корпус г лубокой вьггяжкп.
Штпмг 1 содержит соединенную с гюлoVHo.vi 1 одвижную плиту 6, па которой устан.овлсп пуансон 7, съемник 8, имеющая CToiiKa 9, 1-1 а которой подвижью уста1-|;) 10, имеющая направляющие для ;;нг(ггопк11 5, п лружина 11, поджимаюiji,:j5i ;i;iMT if: i; бурту стойки 9, неподвижпую iioinrv 12, lia лспорой установлена обойма 13 с запрсссоваппой в нее матрицей 14.
Т;)апспортное револьверное средство 2 содержит корпус 15, на чотором установлена неподвижная плита 16. На пос.чеднсй устаповлсп лоток 17, (|)лажок 18, конечпый выключатель 19 и обойма 20. В корпусе 15 н обойме 20 подвижно установ.тен револьверный цпск 2, в котором выполнены гнезда 22. Обойма 20 предохраняет от выпада1П я .saro OROK 5 из гнезд 22.
Отсе ате;1ь 3 содержит корпус 23 с паправляюацп.ми, на котором установлен гюдвижно pi-лчаг 24 и неподвижно электромагпит 25, Hiapnnpito соедипенный с рычагом 24.
Исходное по.1ожепие устройства изображено на фиг. 1 и 3, нри котором ползун пресса н соедине1П1ая с ним подвижная плита 6 с пуапсоном 7, съемником 8 и стойкой 9 находятся в верхнем положении, плита 10 поджата предельно сжатой пружипой 11 к выступам (не показаны) на плите 16 и корпусе 23 и находится в крайнем верхнем ноложенпи, револьверный диск 21 неподвижжен, заготовки 5 находятся в направляющих плиты 10, в гпезде 22 и в направляющих ко):1уса 23, флажок 18 под действием залотовки 5 повернулся и вошел в зев конечHOio вьп лючателя 19, который вк.лючил муфту пресса п электромагннт 25, рычаг 24
отвел заготовки, на.кодящиеся в направляющих корпуса 23 от заготовки на плите 10. Между верхним торцом заготовки 5 и съемником 8 имеется зазор.
Устройство работает следуюпдим образом. Одновременно с движением ползуна пресса вниз происходит опускание подвижной плиты 6, пуансона 7, съемника 8, стойки 9 (пружина 11 нри это.м разжимается) и поворот револьверного диска 21. За период
движения ползуна пресса на величину зазора между верхним торцом заготовки 5 и съемником 8 происходит поворот револьверного диска 21 на величину, при которой заготовка 5, находящаяся в гнезде 22, отойj дет от заготовки 5, находящейся на плите 10, и своим фланцем не может мещать опусканию заготовки, находящейся на плите 10. 13 этот .MOMeirr стойка 9 свои.м бурто.м упрется в плиту 10, в нанравляюших которой стоит заготовка 5, последняя вместе с плитой
0 10 1ачинает опускаться, встречает на своем пути конус обоймы 13, которым обеспечивается ориентированная установка на матрицу 14 горловины заготовки 5.
В течение всего хода ползуна пресса
5 вниз происходит поворот револьверного диска 21 в подшипниках, установленных в корпусе револьверного средства 2, при этом заготовка 5 движется по неподвижной плите 16, а обойма 20 предотвргщает от выпадания заготовки 5 из гнезд 22. В конце хода пол0 ЗУ на револьверный диск 21 останавливается, заготовка 5 из гнезда 22 попадает на лоток 17 и удаляется, одновременно происходит пробивка отверстия пугнеоном 7, разжатая пружина 11 входит в отверстие плиты 12, 1 .механизм занимает крайнее нижнее поло5 жепие, изображенное на фиг. 4, после чего |;олзун нресса движется вверх вместе с плитой 6, установленным на ней пуансоном 7, сьемНИКОМ 8 и стойкой 9. Револьверный диск в этот период неподвижен. В процессе движения плиты 6 съемник 8 снимает с пуансо ia 7 заготовку 5, а затем плита 10 снимает заготовку 5 с обоймы 13 и матрицы 14 и, как только верхняя плоскость плиты 10 станет в одной нлоскости с верхней плоскостью неподвижной плиты 16, плита 10 упретея
5 в упорь на плнте 16 и корпусе 23 и остановится, электромагнит 25 обеспечивается и рычаг 24 поворачивается для пропуска заготовок 5 через направляющие корпуса 23 отсекателя. 3. После остановки плиты 10 „ начинает сжиматься п)ужина 11, так как движение плиты 6 продолжается и, когда между верхним торцом заготовки 5 и торцом съемника 8 образуется зазор, работающий ненрерывно клиноременный транспортер 4 трением одна в одну передвинет на5 ходящимися на нем заготовками 5 через отсекатель 3 заготовку 5, находящуюся на 1лите 10, в гнездо 22 револьверного диска 21, на плиту 16, где заготовка нажмет флажок 18, который замкнет конечный выключатель 19. Последний включает муфту пресса и электромагнит 25, и цикл повторяется, так как ползун и все механизмы пришли в исходное положение.
Загрузка заготовок 5 на транспортер 4 происходит вручную, если устройство работает автономно, и с предыдущего пресса - в автоматической линии.
Установка клиноременного транспортера, подающего силой трения заготовки с фланцем одна в одну в штамп, в сочетании с отсекателем, позволяет отсекателем отодвинуть заготовки от заготовки, находящейся под штампом, на ширину фланца, и при опускании механизма перемещения заготовок в направлении, перпендикулярном к плоскости револьверного диска, заготовка,
J 26
находящаяся в штампе, не заденет наползший фланец последующей заготовки.
Установка револьверного средства после штампа так, что револьверный диск не проходит над матрицей при повороте, позволяет начать поворот диска одновременно с ходом ползуна пресса вниз и производить его в течение всего хода ползуна пресса и выполнения технологической операции.
Обеспечение поворота револьверного диска в течение всего хода ползуна пресса позволяет обрабатывать заготовки увеличенного диаметра при допустимых скоростях поворота диска, а использование всего хода на выполнение технологической операции - высоту обрабатываемых заготовок, что расширяет номенклатуру обрабатываемых заготовок на одном прессе.
20
Н lOWfS 7/5 Фи2.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический штамп | 1977 |
|
SU716664A1 |
| Многопереходный штамп | 1974 |
|
SU582875A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1676725A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Устройство для штамповки деталей из штучных заготовок | 1982 |
|
SU1076171A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ШТУЧНЫХ ЗАГОТОВОК, содержащее штамп, транспортное револьверное средство, включающее корпус, смонтированные на нем неподвижную нлиту. подвижный револьверный диск с гнездами для заготовок и обойму, отличающееся тем, что, с целью повышения производительности штампа за счет совмещения операции штамповки и поворота револьверного диска, оно снабжено установленным до штампа клиноременным транспортером, отсекателем с электромагнитным приводом, связанными с транспортером, флажком и конечным выключателем, установленными на входе в гнездо револьверного диска, при этом транспортное револьверное средство установлено после штампа.
| Устройство для штамповки деталей из штучных заготовок | 1982 |
|
SU1076171A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
