Изобретение относится к обработке металлов давлением, в частности к оборудованию для холодного выдавливания.
Цель - повышение производительности и надежности штампа.
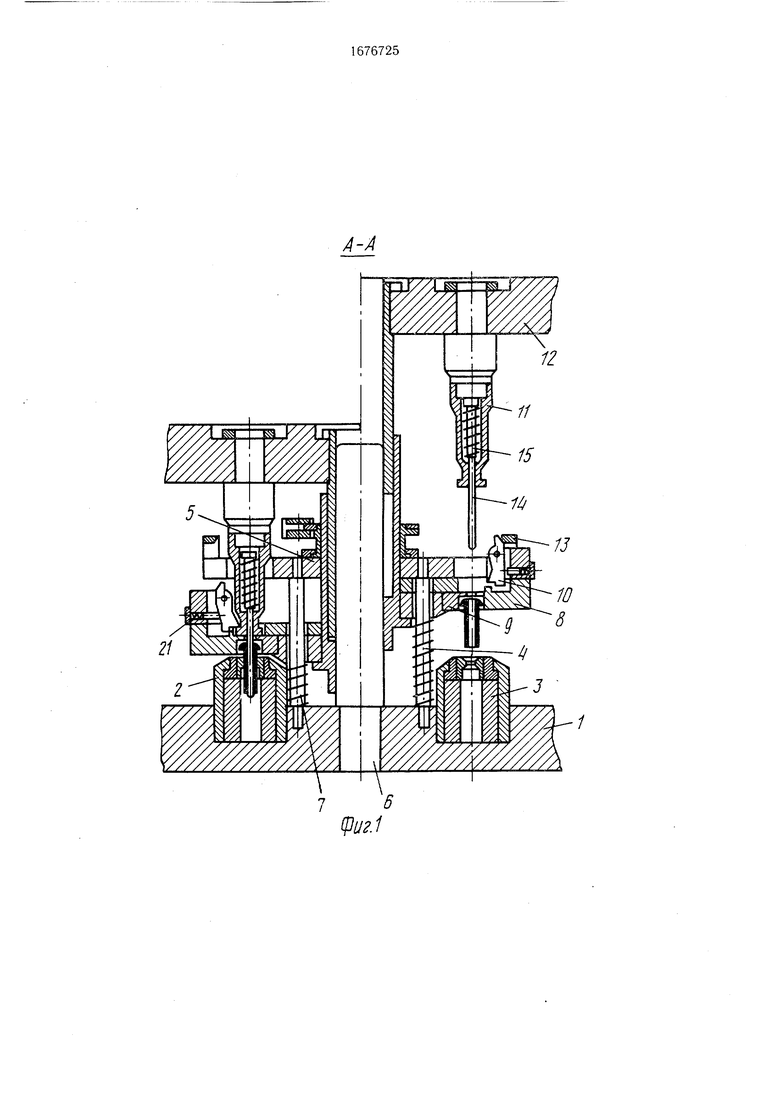
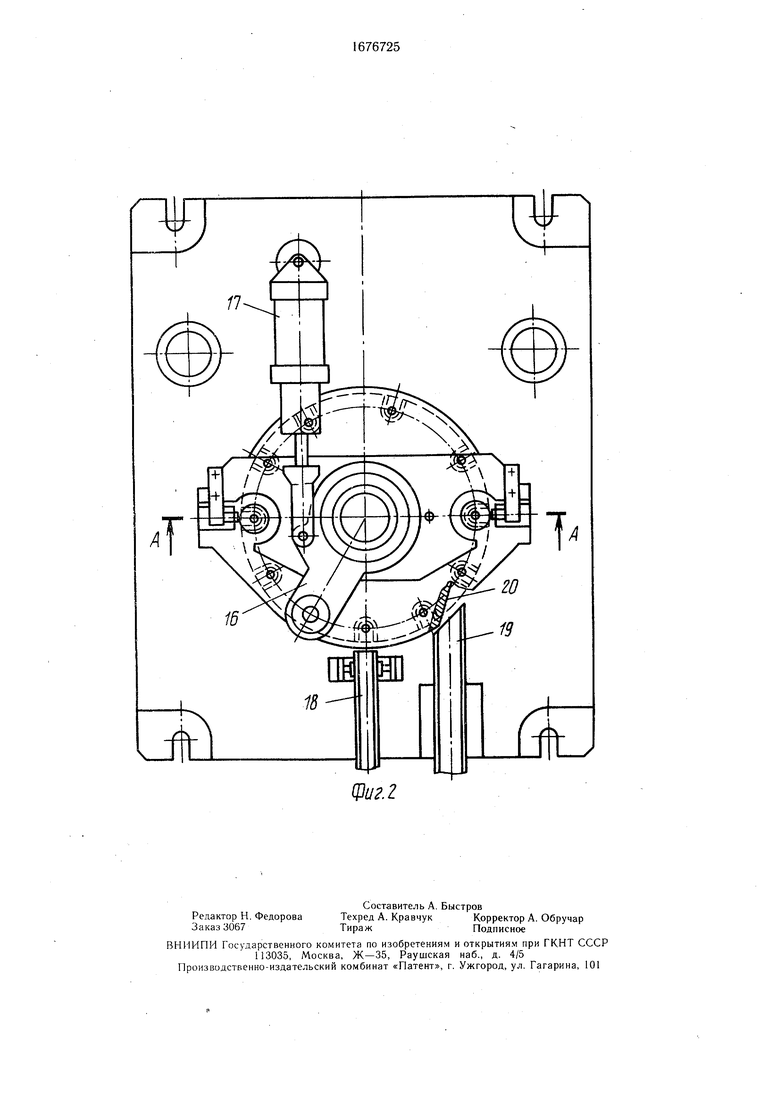
На фиг. 1 схематически изображен штамп в открытом и закрытом положениях, общий вид; на фиг. 2 - нижняя плита штампа- автомата.
Штамп-автомат содержит нижнюю плиту 1, на которой установлены бандажные матрицы 2 и 3 для последовательной штамповки деталей на рабочих позициях стойки 4, на которых закреплено средство 5 съема деталей пуансонов, направляющие колонки 6, на одной из,которых установлен с возможностью вертикального перемещения с помощью пружины 7, подпружиненный кольцевой корпус 8 с револьверным диском 9, выполненным в виде кольца с глухими Т-образными гнездами, предназначенными для загрузки заготовок с фланцем. На корпусе 8 установлены поворотные подпружиненные захваты 10, контактирующие с буртами державок 11, расположенными на верхней плите 12, и с копирами 13, закрепленными на средстве 5 съема деталей. Пуансоны 14 установлены в державках 11 на пружинах 15. На средстве 5 съема деталей установлен рычаг 16 для поворота револьверного диска 9 от пневмоцилиндра 17. На нижней плите 1 установлены магазин 18 для загрузки
заготовок в револьверный диск 9 и склиз 19 для удаления готовых деталей в тару.
Штамп-автомат работает следующим образом.
Заготовки из магазина 18 поступают в револьверный диск 9. При каждом ходе ползуна очередная заготовка входит сбоку в гнездо револьверного диска 9 под напором столба заготовок. Заготовки, опираясь фланцами на буртики гнезда, висят в револьверном диске 9.
При движении ползуна пресса вниз пуансоны 14 входят через отверстия револьверного диска 9 в заготовки и выставляют их по оси соответствующих матриц 2 и 3. Револьверный диск 9 совместно с корпусом 8 при этом опускается, заготовки входят в за- ходные части матриц 2, 3 и при дальнейшем опускании ползуна державки 11 давят на револьверный диск 9, который передает усилие на заготовки.
Заготовки с полностью введенными пуансонами 14 под действием движущегося вниз револьверного диска 9 входят в матрицы 2, 3 и происходит штамповка заготовок, в процессе которой пуансоны 14 под действием деформирующего металла заготовок, охватившего пуансоны 14, перемещаются быстрее ползуна, сжимая пружины 15.
Одновременно при ходе ползуна пресса вниз при совместном опускании корпуса 8 с револьверным диском 9 поворотные подпружиненные захваты 10 освобождаются от копира 13 и при помощи пружин 21 замыкаются за буртом державок 11, прижатых к револьверному диску 9.
При движении ползуна пресса вверх державки 11, упираясь своим буртом в захваты 10, поднимают корпус 8 с револьверным диском 9, извлекая при этом заготовки с введенными в них пуансонами 14 из матриц 2 и 3. После извлечения заготовок из матриц 2, 3 перед касанием корпусом 8 средства 5 съема деталей поворотные подпружиненные захваты 10 освобождают державки 11 при помощи копиров 13.
При дальнейшем движении ползуна вверх корпус 8 упирается в средство 5 съема деталей, при этом происходит съем заготовок с пуансонов 14, после чего при продолжении
движения ползуна до ВМТ происходит поворот револьверного диска 9 при помощи рычага 16 и пневмоцилиндра 17. Во время поворота револьверного диска 9 корпус 8 удер- живается от вращения стойками 4. После съема заготовок с пуансонов 14 корпус 8 с револьверным диском 9 удерживается в верхнем положении с помощью пружины 7.
Во время поворота револьверного диска 9 Q заготовки перемещаются на следующие позиции штамповки, а готовая деталь по скосу 20 корпуса 8 удаляется в тару.
Под действием столба заготовок очередная заготовка из магазина 18 входит в свободное гнездо револьверного диска 9. В кон- це поворота револьверный диск 9 фиксируется для осуществления следующего хода.
Ползун пресса, не останавливаясь в ВМТ, движется вниз, и цикл работы штампа-автомата повторяется в описанном выше по- 0 рядке.
Управление прессом и механизмами штампа-автомата осуществляется от специальной электросхемы (не показана).
Формула изобретения
Штамп-автомат для выдавливания пустотелых деталей на прессе, содержащий смонтированный на неподвижной плите с возможностью возвратно-поступательного осевого перемещения поворотный револьверный диск с расположенными по его окружности гнез
дами для размещения обрабатываемых деталей, матрицы, установленные на нижней плите под гнездами револьверного диска подпружиненные пуансоны, закрепленные на верхней плите соосно матрицам и размещенные в державках, а также расположенное над револьверным диском средство съема деталей с пуансонов, отличающийся тем, что, с целью повышения производительности и надежности работы, он снабжен
установленным с возможностью возвратно- поступательного осевого перемещения кольцевым корпусом с поворотными подпружиненными захватами, охватывающим револьверный диск, средство съема деталей снабжено копирами, при этом захваты установлены с возможностью взаимодействия с державками пуансонов и копирами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Устройство к прессу для отбортовки концов трубных заготовок | 1982 |
|
SU1055561A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в автоматических комплексах для штамповки длинных пустотелых деталей. Цель изобретения - повышение производительности и надежности работы. . Штамп-автомат содержит нижнюю плиту, на которой установлены загрузочный магазин, матрицы, стойки, средства сьема деталей В корпусе установлен револьверный диск, выполненный в виде кольца с глухими Т-образными пазами. На корпусе установлены поворотные подпружиненные захваты, контактирующие с буртами державок, расположенными на верхней плите, и с копирами, закрепленными на средстве съема деталей. Пуансоны установлены в державках. Поворот и фиксация револьверного диска происходят при помощи пневмоцилиндра и рычага. Для удаления отштампованных деталей служит скос, выполненный на корпусе и склиз. За счет применения поворотных захватов при ходе ползуна пресса вверх сначала извлекают заготовки из матриц, а после упора в средство съема деталей снимают заготовки с пуансонов. При дальнейшем движении ползуна вверх возможны поворот и фиксация револьверного диска, в результате чего штамп- автомат имеет возможность работать в режиме непрерывных ходов. 2 ил. о
| Штамп-автомат для выдавливанияпустотелых деталей на прессе | 1974 |
|
SU508312A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
