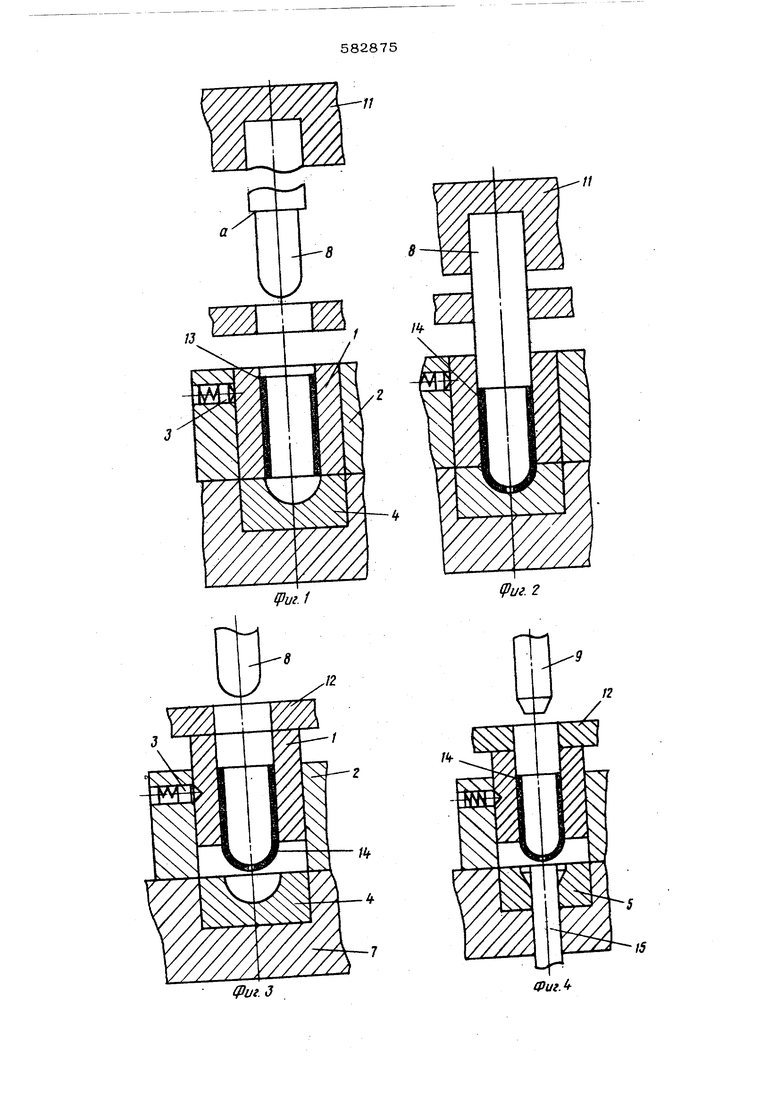
Изобретение относится к области штам повочного п{й)иаводства и может быть использовано при изготовлении полых изделий с дном путем обжима трубчатых заготовок. Известен штамп для обжима трубчатых заготовок, содержащий матрицы, пуансон и окользящую обойму 11 i Использование известного штампа при изготовлении изделий с двумя операциями осложняется тем, что трудна переналадка, а обжатие по наружному диаметру невозможно. Кроме того, при многооперационной шта повке на таком штампе при каждой операции изделие должно быть вновь подано, соориентироваио и т.д., что ведет к непроизводительным затратам временя. Известен также многопереходный штамп содержащий неподвижную плиту, в которой смонтированы матрицы, подвижную ппиту г с закрепленными пуансонами на ней и расположенный между плитами револьверный стол. В гнездах этого стола резма1 ены обоймы для установки заготовки В таком штампе перед поворотом стопа должен срабатывать выталкиватель для уца лени5 заготовок из матриц. При штампов ке тонкостенных заготовок выталкивагепь иска .кает геометрию полуфабриката. С целью удаления заготовок из матриц без выгалкиватепей в предлзгааыом шгай/шаоЬоймы выполнены подвижными в осевом на.праЕле НИИ, а стол спабжен фяксатораь.-л, удерживающнми обоймы при его повороге. На фиг. 1 изображен предлагаемый штакя перед штамповкой (первая ПОЭЕЩИ.Ч); на фиг. 2 - то же, но в нижней точке ползуна пресса; на фиг. 3 го же, ко после osoi-b-чания штамповки; на фиг. 4-6- -шгамп (ЕТО- . рая позиция в гой же последовате;ЕЬНосгй); на фиг. .мл (третья позиция в такой же последоБательности). Обоймы 1 закреплень в ревопьверногл столе 2 с возможносгью переглещегИЯ в горизонтальной паоскости межау псзициямк вместе со , а также по вертикапн Е гнездах стола. Для удержа-шя обойы в верхнем псложении служат фиксаторы 3. Матрацы жестко закреплены в пнжней плнте 7 цггз:/
па, а пуансоны 8-10 - в верхней плите 11 Л ля удержания обойм при подъеме служит съемник 12.
Работает штамп снепующям образом.
На позиции загрузки (но показан) . за готовку 13 вставляют вобойму 1, она поступает на первую позицию штамповки (фиг. 1). При опускания ползуна пресса пуансон 8 входит в заготовку 13 и буртом а нажимает на ее верхний торец. Загото ка деформируется, превращаясь в полуфабрикат 14 (фиг, 2). При подъеме ползуна пресса полуфабрикат 11 :увлекается| пуансонном 8 вверх, поднимая, в свою очередь, обойму 1 до упора ее в сьемни 12, после чего пуансон 8 выходит из полуфабриката.
(hiKcaTOp 3 удерживает обойму вверху (фиг. 3).
После остановки ползуна пресса (поступает команда на поворот револьверного стола на один шаг, и полуфабрикат поступает на вторую позицию (фиг. 4). Одновременно на первую позицию поступает новая заготовка. При включении ползуна пресса пуансон 9 входит в полуфабрикат 14 и увлекает его вниз. Обойма 1 также опускает ся, и пуансон 9 производит формообразование (фиг. 5).
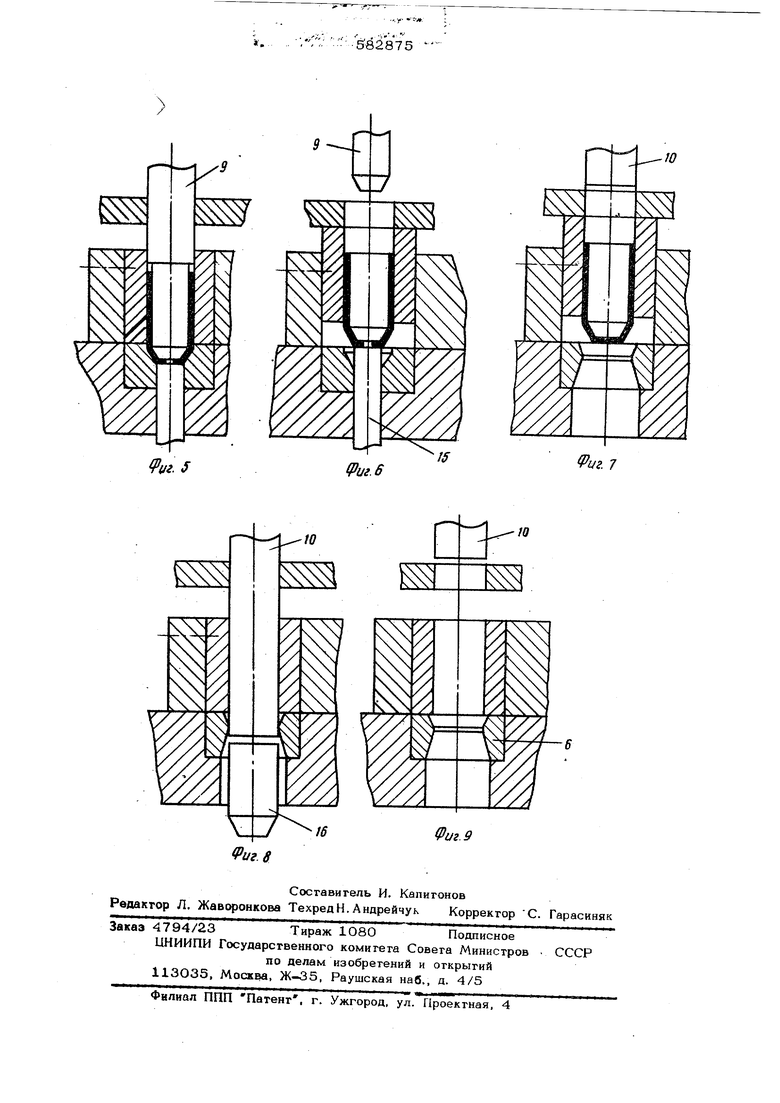
При подъеме ползуна пресса пуансон 9 выходит из полуфабриката и выталкиватель 15 выталкивает полуфабрикат из матриш 1 5, при этом обойма: 1вновь фиксируется в верхнем положении (фиг, 6). ;Вновь происходит поворот револьверного стола, и полуфабрикат поступает на третью позицию ;
штамповки (фиг. 7). Одновременно на первую позицию поступает очереаная заготовка, а на вторую - попуфабрикат 14.
При очередном опускании ползуна пресса пуансон 10 проталкивает похсуфабрикат через матрицу 6 - происходит калибровка (обжатие) по наружному диаметру. Получают изделие 16 (фиг. 8).
Формула изобретения
о
Много переходный штамп преимущественно для обжима, содержащий неподвижную плиту, в которой смонтированы матрицы, подвижную плиту с закрепленными на ней пуансонами и расположенный между плитами револьверный сгол, в гнездах которого размещены обоймы для установки заготовок, отличающийся тем, что,- с целью упрощения конструкции за счет уаапения заготовок из матриц без выталкивателей, обоймы выполнены подвижными в осевом направлении, а стол снабжен фиксаторами, удерживающими обоймы при его повороте.
Источники информации, принятые во вни мание при экспертизе:
1.Горбунов М. Н. Штамповка деталей из трубчатых заготовок , М., I960,
с. 65-66.
2.Малов А, Н. и др. Механизация и автоматизация штамповочных работ , М., Машгиз, 1955, с. 132, фиг. 106. фиг. J
/5 Фиг Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица многопозиционного штампа | 1972 |
|
SU441996A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Штамп-автомат для выдавливания деталей с фланцами | 1985 |
|
SU1230736A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2090290C1 |