Изобретение относится к обработке металлов давлением, в частности к холодной листовой штамповке, и может быть использовано при пробивке (прошивке) боковых отверстий деталей типа стакана.
Цель изобретения - снижение металлоемкости, а также повышение- производительности.
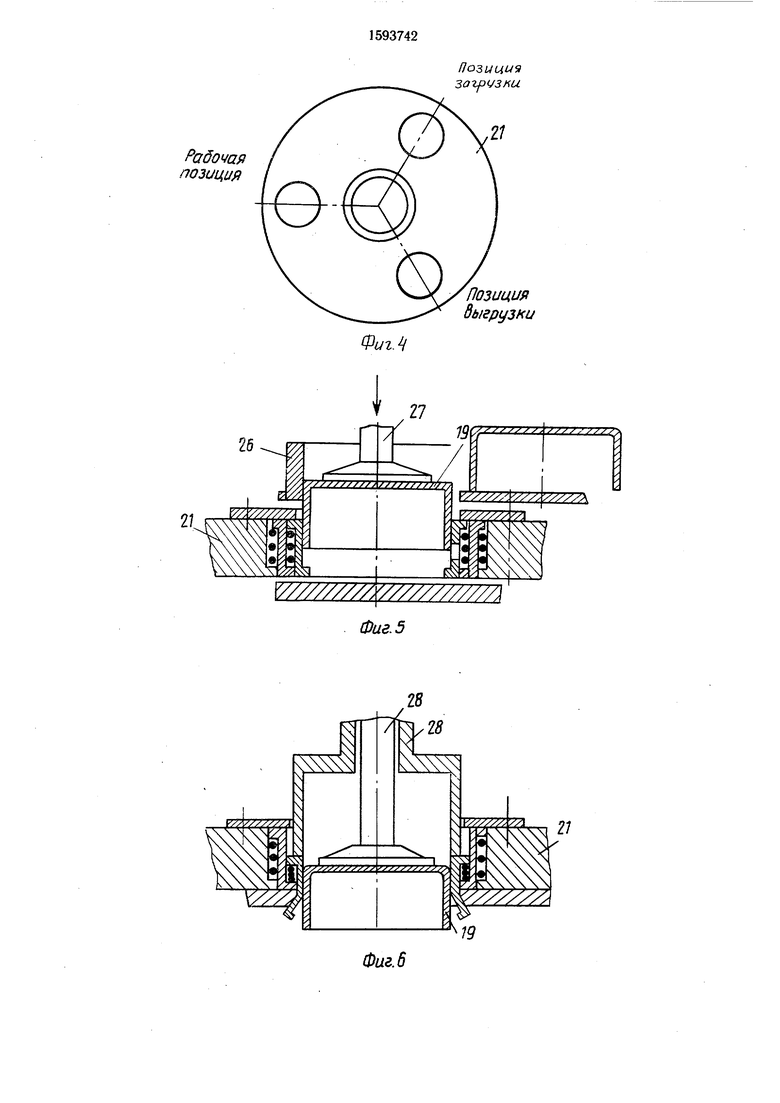
На фиг. 1 изображен штамп, общий вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - штамп с роторным загрузочным устройством; на фиг. 4 - схема позиций роторного устройства; на фиг. 5 - узел загрузки; на фиг. 6 - узел выгрузки; на фиг. 7 - то же, вариант.
Штамп для пробивки отверстий в полых деталях содержит матрицу 1, в которой выполнены рабочие отверстия 2 и которая жестко прикреплена к корпусу пуансонодержателя 3, установленного на подставку 4. Последняя установлена на нижнюю плиту 5
штампа и посредством винтов 6 крепится через подставку к матрице 1 с рабочими отверстиями 2. Винты точно подогнаны по своим отверстиям, имеют вертикальный запас хода и служат направляющими элементами, связывающими подвижную матрицу 1 с неподвижной плитой.
В рабочие отверстия матрицы 1 входят пуансоны 7 через направляющие отверстия 8 корпуса пуансонодержателя 3, жестко соединенные с кулачками 9. К последнему с двух сторон от пуансонов жестко установлены направляющие пальцы 10 с отжимными пружинами 11. Направляющие пальцы 10 другими своими концами установлены в направляющих отверстиях 2 корпуса. Кулачки 9, контактируя с внутренней частью вертикального плеча Г-образных рычагов 12, установлены посредством шарниров 13 в кронштейнах 14 нижней плиты 5 штампа. Шарниры 13 от осевого смешения фиксируются шайбами и шплинтами 15.
сд
со со
4 Ю
Вторым плечом Г-образный рычаг упирается в стержни 16, установленные в плите с возможностью осевого перемещения, и их длина больше толщины плиты. Вторыми концами стержни 16 упираются в диск 17 буфера, посаженный с возможностью осевого перемещения на трубу 18, на которой установлен буфер (не показан), и диск 17. На матрицу 1 устанавливается полая заготовка 19 типа стакана, на которую воздействует толкатель 20, закрепленный непосредственно в ползуне пресса.
Для автоматизации загрузки-выгрузки штампа в его верхней части может быть установлено револьверное загрузочное устройство, содержащее диск 21 (фиг. 3) и загрузочные телескопические элементы, выполненные в виде соосно расположенных обойм 22, подпружиненных пружинами 23. Во внутренней обойме, несущей деталь 19, выполнены радиальные проемы для беспрепятственного прохода пуансонов 7. Диск 21 установлен на колонне 24 с возможностью фиксированного поворота от привода 25. При вод поворота роторного устройства срабатывает в верхнем положении ползуна пресса и осуществляется известными путями, например от пружинного аккумулятора, накопившего энергию за рабочий ход штампа, или от сервопривода, включающегося путевым включателем. Загрузка револьверного устройства осуществляется из накопителя 26 посредством толкателя 27, связанного с ползуном пресса.
С целью автоматизации выгрузки внутренняя обойма 22, несущая деталь, выполнена в виде цанги, которая в положении выгрузки разжимается и освобождает деталь, которая двухступенчатым толкателем 28 подается в последующий накопитель (тару). В других положениях внутренняя обойма зажата либо соседней обоймой, либо поверхностью держателя и надежно охватывает заготовку 19.
Роль привода пуансонов выполняют клинья 29, жестко закрепленные на ниж:ней плите 5 (фиг. 7). Условия работы штампа улучшаются, когда между держателем 3 и нижней плитой 5 установлена упругая прокладка 30, на которую упирается держатель в нижней точке. Матрица 1, пуансонодер- жатель 3 и неподвижная плита 5 выполнены соответственно с центральными сообщающимися отверстиями 31-33 для удаления отходов.
Штамп работает следующим образом.
Заготовка 19 надевается на матрицу, включается педаль, ползун пресса опускается и под действием осевого усилия вертикального толкателя 20 матрица и корпус держателя 3 опускаются и действуют на Г-об- разные рычаги 12.- Последние, вращаясь вокруг шарнира 13, верхней своей частью действуют на кулачки 9 с пуансонами 7 и
последние осуществляют радиальное перемещение к центру с пробивкой отверстий в заготовке. После этого толкатель 20 перемещается вверх, под действием усилия демпфера диск 17 умеете с толкателем поднимаются, а Г-образные рычаги 12 возвращают ся в исходное положение. В это время под действием усилия отжимных пружин 11 кулачки 9 с пуансонами 7 также перемещаются в исходное положение.
Загрузка заготовок в штамп осуществляется следующим образом.
Из накопителя (питателя) 26 толкатель 27 перемещает заготовку 19 в обойму 22 револьверного устройства, которая от перемещения фиксируется снизу. После прово- рота револьверного устройства в рабочей позиции толкатель 20 перемещает заготовку совместно с обоймами 22 до контакта с матрицей 1. При этом пружина внутренней обоймы выбрана большей жесткости по сравнению с наружной обоймой (обоймами). Поэтому сначала происходит выдвижение нагру- женной обоймы, а потом - внутренней, которая сразу же заходит во внутреннее отверстие пуансонодержателя 3, поверхности
которого препятствуют разжиму внутренней цанговой обоймы. При дальнейшем движении толкателя 20 вниз осуществляется пробивка отверстия. При этом пуансоны проходят в проемы внутренней обоймы. При возврате ползуна в исходное положение
срабатывает привод 25 проворота револьверного устройства относительно колонны 24 и заготовка 19 переносится на позицию выгрузки, на которой сначала наружная ступень толкателя 28 перемещает вниз внутреннюю (цанговую) обойму 22 (наружные
обоймы застопорены снизу). При этом цанговые разжимы внутренней обоймы освобождают деталь 19, а внутренняя ступень толкателя 28 сбрасывает его в тару. Предлагаемые штампы могут содержать не только
пробивные пуансоны, но и гибочные, обжимные, калибровочные и т. д,и характеризуются компактностью конструкции, высокой надежностью и малой материалоемкостью.
45
Формула изобретения
1. Штамп для пробивки радиальных отверстий в полых деталях, содержащий неподвижную нижнюю плиту, подвижные матрицу и пуансонодержатель с подпружиненными пуансонами, механизм перемещения 0 подвижных деталей штампа, включающий толкатель, смонтированный с возможностью взаимодействия через обрабатываемую деталь с одной из подвижных деталей штампа, и привод пуансонов, закрепленный на нижней плите, отличающийся тем, что, с целью снижения металлоемкости и уменьшения габаритов, матрица, пуансонодержатель и неподвижная нижняя плита выполнены с центральными, сообщающимися между
5
собой сквозными отверстиями для удаления отходов, на торце матрицы, обращенном к толкателю, выполнена опорная базовая поверхность для установки деталей, на нерабочем торце каждого пуансона закреплен кулачок, взаимодействующий с приводом пуансонов, причем привод пуансонов выполнен в виде размещенных снаружи от пуансонодер- жателя со стороны нерабочих торцов пуансонов отдельных элементов индивидуально для каждого из пуансонов, а толкатель смонтирован с возможностью взаимодействия через обрабатываемую деталь с матрицей, размещенной внутри пуансонодержателя.
2.Штамп по п. 1, отличающийся тем, что отдельные элементы привода пуансонов выполнены в виде клиньев.
3.Штамп по п. 1, отличающийся тем, что отдельные элементы привода пуансонов выполнены в виде двуплечих Г-образных рычагов, оси вращения которых расположены в плоскостях, перпендикулярных продольным осям взаимодействующих с ними пуансонов.
5
0
4.Штамп по п. 1, отличающийся тем, что, с целью повыщения производительности, он снабжен револьверным загрузочно-ра: гру- зочным устройством, выполненным в виде установленного с возможностью вращения на неподвижно закрепленной на нижней плите вертикальной оси диска с по меньщей мере тремя гнездами в виде установленных с возможностью перемещения в направлении матрицы и подпружиненных в этом же направлении захватов с радиальными пазами для прохода пуансонов, причем размеры поперечного сечения захватов соответствуют размерам поперечного сечения паза, образованного наружной поверхностью матрицы и внутренней поверхностью пуансонодержателя.
5.Штамп по п. 4, отличающийся тем, что захваты выполнены телескопическими в виде двух соосно установленных подпружиненных обойм.
6.Штамп по п. 5, отличающийся тем, что внутренняя обойма захвата выполнена в виде цанги.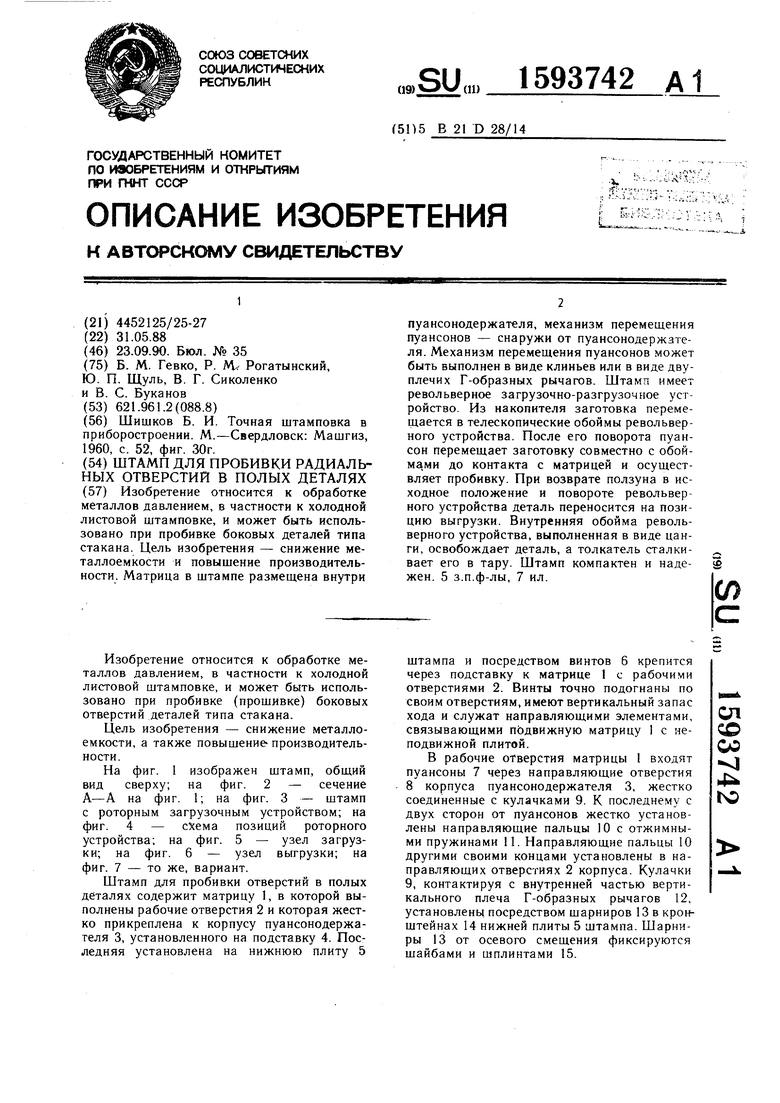

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп ГРШД | 1984 |
|
SU1242281A1 |
| Штамп-автомат Г-Р-Г-Ш | 1984 |
|
SU1338930A1 |
| Штамп для вырубки деталей из тонколистового материала | 1983 |
|
SU1278068A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Штамп совмещенного действия "Викост | 1985 |
|
SU1324720A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| Пробивной револьверный пресс | 1987 |
|
SU1496870A1 |
| Штамп для обработки полосового и ленточного материала | 1981 |
|
SU1013036A1 |
| Штамп для пробивки отверстий в трубах | 1981 |
|
SU1085660A1 |



Изобретение относится к обработке металлов давлением, в частности к холодной листовой штамповке, и может быть использовано при пробивке боковых деталей типа стакана. Цель изобретения - снижение металлоемкости и повышение производительности. Матрица в штампе размещена внутри пуансонодержателя, механизм перемещения пуансонов - снаружи от пуансонодержателя. Механизм перемещения пуансонов может быть выполнен в виде клиньев или в виде двуплечих Г-образных рычагов. Штамп имеет револьверное загрузочно-разгрузочное устройство. Из накопителя заготовка перемещается в телескопические обоймы реверсивного устройства. После его поворота пуансон перемещает заготовку совместно с обоймами до контакта с матрицей и осуществляет пробивку. При возврате ползуна в исходное положение и повороте револьверного устройства деталь переносится на позицию выгрузки. Внутренняя обойма револьверного устройства, выполненная в виде цанги, освобождает деталь, а толкатель сталкивает его в тару. Штамп компактен и надежен. 5 з.п. ф-лы, 7 ил.
ФагЛ
1 А-А 37
тг
3 19 2. -
J/
22
и
33
Фиг.З
20 32
2
Рабочая позиция
26
Позиция дыгрузки
Фиг.
Фиг. 5
Фиг. 6
гЛ
8 7
77
| Шишков Б | |||
| И | |||
| Точная штамповка в приборостроении | |||
| М.-Свердловск: Машгиз, 1960, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
