Изобретение относится к обработке металлов давлением, а именно к оборудованию для холодного выдавливания, и может быть использовано для штамповки длинных пустотелых деталей, например типа ниппелей.
Цель изобретения - повышение производительности и надежности работы штампа.
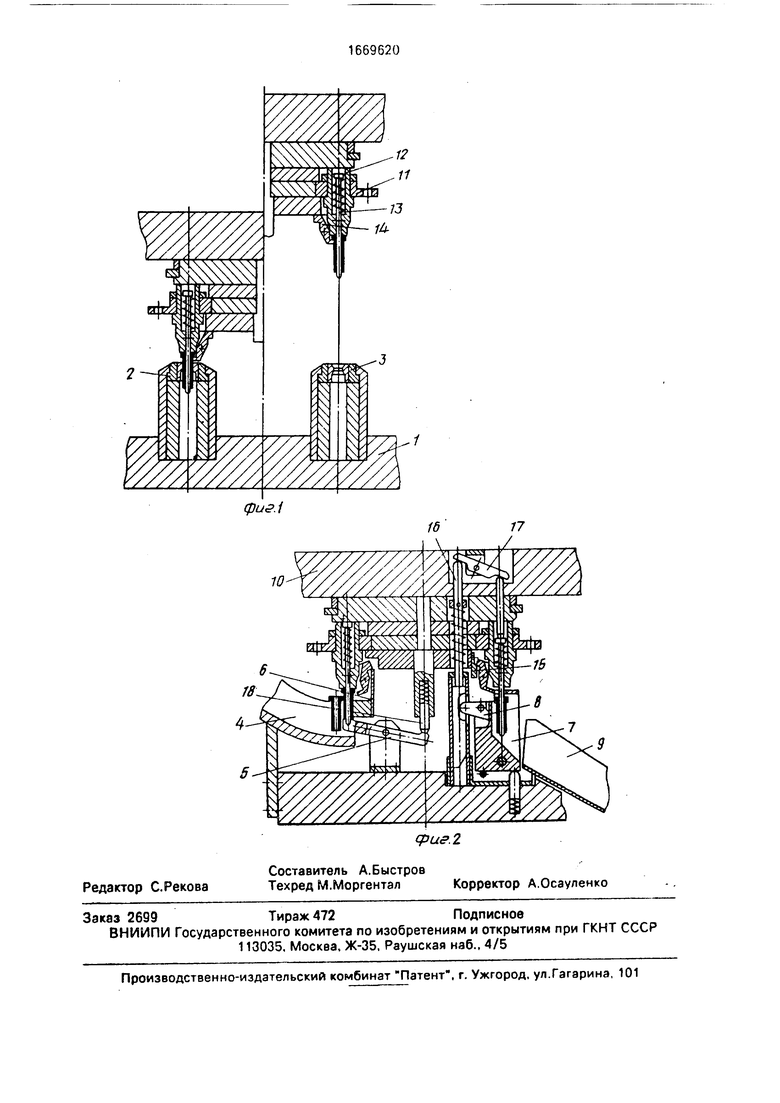
На фиг. 1 схематически изображен штамп в открытом и закрытом положениях, разрез; на фиг. 2 - то же, по позиции загрузки и съема детали с пуансона, разрез.
Штамп-автомат содержит неподвижную плиту 1, на которой установлены бандажные матрицы 2 и 3 для последовательной штамповки детали на рабочих позициях, загрузочное устройство, состоящее из лотка 4, поворотного коромысла 5 и опорной планки 6. Кроме того, на нижней плите 1 установлен съемник, выполненный в виде подпружиненной вилки 7 с собачкой 8 для съема детали, и выгрузной лоток 9. На верхней плите 10 установлены поворотный револьверный диск 11, в котором размещены державки 12 с подпружиненными пуансонами 13, каждая державка 12 снабжена поворотными захватами 14 для удержания заготовок при штамповке и их транспортировке. При этом на верхней плите 10 установлены копир 15, предназначенный для отвода поворотного захвата 14 с целью освобождения отштампованной заготовки, и подпружиненный копир 16 в виде штока, взаимосвяО
о ю
О
ю о
занный с поворотным коромыслом 17, предназначенным для выдвижения пуансонов 13 с отштампованными заготовками для последующего съема.
Копир 16 одновременно взаимосвязан с вилкой 7 при помощи собачки 8. Также на верхней плите 10 размещен подпружиненный толкатель 18 для подъема заготовок на позиции загрузки при помощи поворотного коромысла 5.
Работа штампа-автомата осуществляется следующим образом.
По лотку 4 под напором столба заготовок первая загрузка поступает на позицию загрузки. При движении ползуна пресса вниз пуансон 13 входит в отверстие заготовки и при дальнейшем движении ползуна поворотное коромысло 5 при помощи подпружиненного толкателя 18 поднимает загруженную заготовку, а опорная планка 6 отводит в сторону подпружиненный поворотный захват 14, который при ходе ползуна вверх, поворачиваясь при помощи пружины, удерживает одетую на заправку заготовку.
При ходе ползуна вниз заготовки с введенными пуансонами 13 под действием державок 12 входят в матрицы 2 и 3, где происходит штамповка заготовок, а при ходе вверх заготовки при помощи поворотного захвата 14 извлекаются из матриц 2 и 3 и при дальнейшем подъеме при помощи приводного механизма происходит поворот револьверного диска 11, который заканчивается до ВМТ, что позволяет работать штампу-автомату в режиме непрерывных ходов.
Во время поворота револьверного диска 11 при помощи копира 15 на позиции выгрузки происходит отвод поворотного захвата 14, а при ходе вниз при помощи подпружиненного копира 16 и собачки 8
подпружиненная вилка 7 отводится а сторону, пропуская пуансон 13 совместно с отштампованной заготовкой внутрь вилки 7, При дальнейшем опускании при помощи
подпружиненного штока-копира 15; и поворотного коромысла 14 пуансон 13 совместно с отштампованной деталью выдвигается, образуя зазор между державкой 12 и отштампованной деталью, и в конце хода ползуна вниз собачка 8 сходит со штока-копира 16, и поворотная вилка 7 входит в зазор между державкой 12 и отштампованной деталью, а при ходе вверх при помощи поворотной вилки 7 происходит съем отштампованной детали с пуансона 13 и удаление ее по выгрузному лотку 9 в приемную тару. После поворота револьверного диска при движении вверх ползун пресса, не останавливаясь в ВМТ, движется вниз, и цикл
работы штампа повторяется в описанном выше порядке в режиме непрерывных ходов.
Формула изобретения Штамп-автомат для выдавливания пустотелых деталей на прессе, содержащий верхнюю подвижную и нижнюю неподвижную плиты, поворотный револьверный диск, державки с подпружиненными пуансонами, матрицы, а также съемник, о т л ичающийся тем, что, с целью повышения производительности и надежности работы, он снабжен установленным на верхней плите копиром в виде штока, револьверный диск закреплен на верхней плите, державки с подпружиненными пуансонами смонтированы в револьверном диске, каждая державка снабжена поворотным захватом, а съемник установлен на нижней плите и выполнен в виде подпружинен-,
ной вилкис собачкой, расположенной с возможностью взаимодействия с указанным копиром.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1676725A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Штамп-автомат для выдавливания деталей с фланцами | 1985 |
|
SU1230736A1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
Изобретение относится к обработке металлов давлением, а именно к оборудованию для холодного выдавливания пустотелых деталей. Цель изобретения - повышение производительности и надежности работы штампа. Штамп-автомат содержит нижнюю плиту, на которой установлены загрузочное устройство, бандажные матрицы, съемник, выполненный в виде подпружиненной вилки, и выгрузной лоток. На верхней плите установлен поворотный револьверный диск, в котором размещены державки с подпружиненными пуансонами. Державки снабжены подпружиненными поворотными захватами, предназначенными для удержания заготовок при штамповке и их транспортировке. Поворот и фиксация револьверного диска осуществляются при помощи рычажной системы. За счет установки револьверного диска на верхней плите, а также разделения операций штамповки и съема детали с пуансона на разных позициях возможна работа штампа-автомата в режиме непрерывных ходов. 2 ил.
10
Редактор С.Рекова
Составитель А.Быстрое Техред М.Моргентал
17
cpuff.2
Корректор А.Осауленко
| Штамп-автомат для выдавливанияпустотелых деталей на прессе | 1974 |
|
SU508312A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
