В
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1985 |
|
SU1269949A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1493423A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1333507A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1442348A1 |
| Способ электронно-лучевой сварки | 1986 |
|
SU1323298A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
Изобретение относится к машиностроению и предназначено для электронно-лучевой сварки. Цель изобретения - повышение качества сварных соединений и раычиое- ние функциональных возможностей устройства путем формирования разнообразных траекторий электронного луча на поверхности металла. Устройство содержит первый и ото рой генераторы электрических сигналов, первый и второй усилители, подключенные к отклоняющей системе, и фазовращатель. Изменяя амплитуды, круговые частоты и фазовый сдвиг выходных сигналов первого и второго генераторов, формируют различные непрерывные траектории электронною пучка на поверхности металла. Устройство позволяет уменьшить количество дефектов сварных швов путем интенсивного перемешивания расплавленного металла. 2 ил
Изобретение относится к машиностроению и может быть использовано для электронно-лучевой сварки
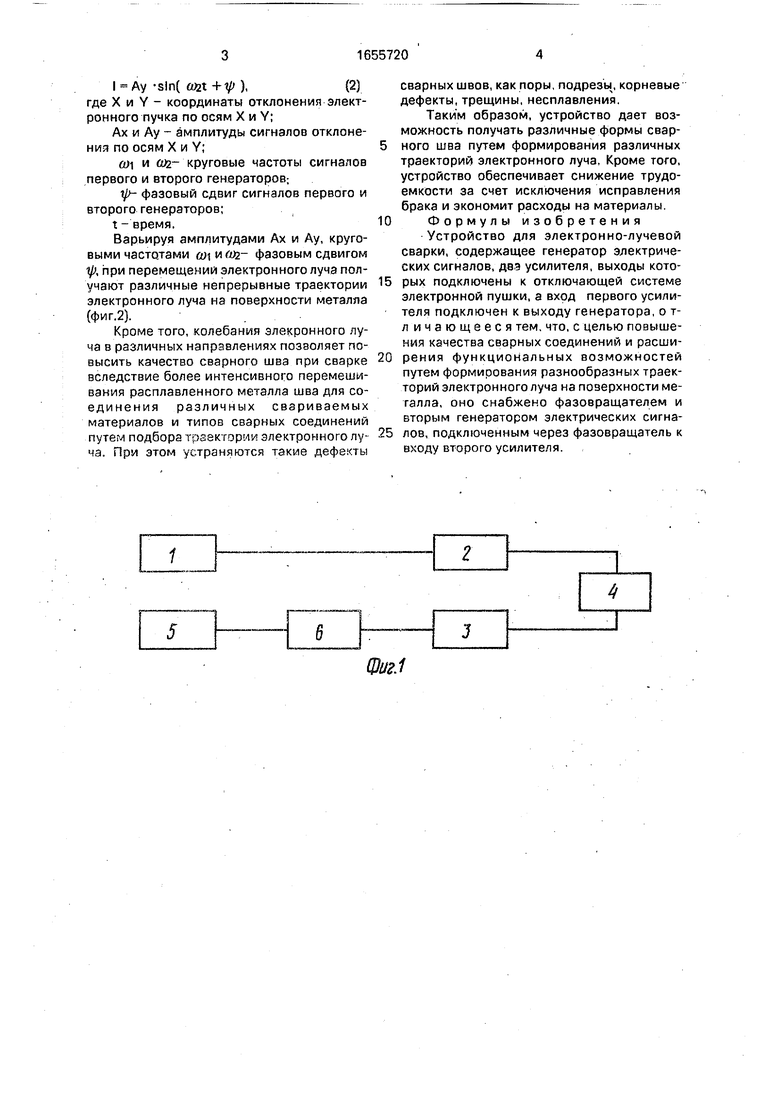
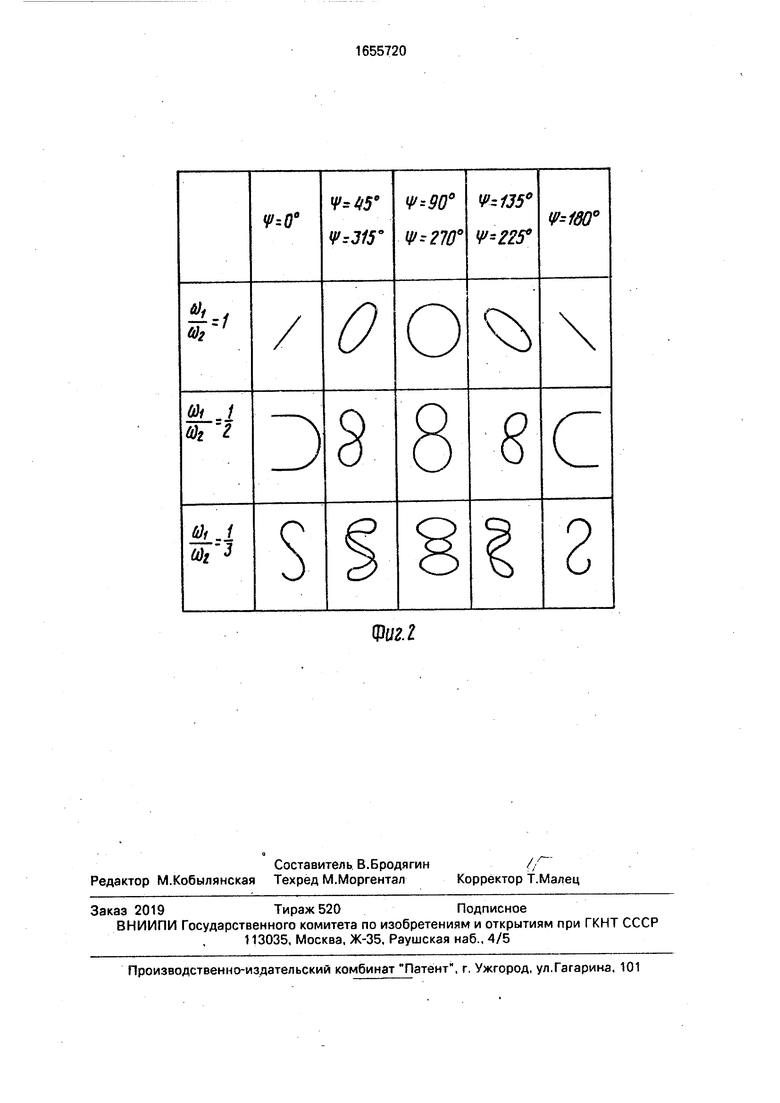
Цель изобретения - повышение качества сварных соединений, расширение функциональных возможностей устройства путем формирования разнообразных траекторий электронного луча на поверхности металла. На фиг.1 представлена функциональная схема устройства; на фиг.2 - виды траекторий электронного луча, формируемые с помощью устройства для электронно-лучевой сварки.
Устройство для электронно-лучеяой сваоки содержит первый генератор 1 электрических сигналов, первый 2 и второй 3 усилители, выходы которых подключены к отклоняющей системе 4 электронной пушки, а выход первого генератора 1 подключен к входу первого усилителя 2, второй генератор 5 электрических сигналов и фазовращатель 6, выход которого подключен к входу второго усилителя 3, а вход -- к выходу второго генератора 5
Устройство работает следующим образом.
В процессе сварки перемещают электронный луч, и генерируемые электрические импульсы, например синусоидальные, от первого 1 и второго 5 генераторов подаются через первый 2 и второй 3 усилители на отклоняющую систему 4 электронной пушки, причем электрический сигнал от второго генератора 5 предварительно проходит через фазовращатель 6, который производит его фазовый сдвиг на заранее заданный оператором угол из диапазона 0-360 . В результате на отклоняющую систему воздействуют электрические сигналы вида
X Ах sin on t:(1)
сь ел
СП
VJ
го о
l Ay -sln( OJ2t+V ).(2)
где X и Y - координаты отклонения электронного пучка по осям X и Y;
Ах и Ау - амплитуды сигналов отклонения по осям X и Y;
и ui круговые частоты сигналов первого и второго генераторов;
фазовый сдвиг сигналов первого и второго генераторов;
t - время.
Варьируя амплитудами Ах и Ау, круговыми частотами ал и ад- фазовым сдвигом ip, при перемещении электронного луча получают различные непрерывные траектории электронного луча на поверхности металла (фиг.2).
Кроме того, колебания элекронного луча в различных направлениях позволяет повысить качество сварного шва при сварке вследствие более интенсивного перемешивания расплавленного металла шва для соединения различных свариваемых материалов и типов сварных соединений путем подбора траектории электронного луча При этом устраняются такие дефекты
сварных швов, как поры, подрезы, корневые дефекты, трещины, несплавления.
Таким образом, устройство дает возможность получать различные формы сварного шва путем формирования различных траекторий электронного луча. Кроме того, устройство обеспечивает снижение трудоемкости за счет исключения исправления брака и экономит расходы на материалы
Формулы изобретения
Устройство для электронно-лучевой сварки, содержащее генератор электрических сигналов, двз усилителя, выходы которых подключены к отключающей системе электронной пушки, а вход первого усилителя подключен к выходу генератора, о т- личающееся тем что, с целью повышения качества сварных соединений и рзсширения функциональных возможностей путем формирования разнообразных траекторий электронного луча на поверхности металла, оно снабжено фазовращателем и вторым генератором электрических сигналов, подключенным через фазовращатель к входу второго усилителя
V:315
L /
tk г
UL.I /
Ч ;135°
V--fSOc
8
Фиг. г
| Способ электронно-лучевой сварки и устройство для его осуществления | 1985 |
|
SU1269949A1 |
| «л | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
