Изобретение oTnocfrrcH к трубопро катному производству и касается усо вершенствования инструмента для холодной прокатки труб. Целью изобретения является повышение надежности крепления калибра на оси. ,На фи1. 1 показан валок,, общий ВИД5 на фиг. 2 - разрез А-А на фиг. 1; на фиг,, 3 - разрез Б-Б на фиг. , Валок для пильгерной прокатки труб содержит калибр I с разъемом и цилиндрической посадочной поверхностью, несущую его ось 2 с буртами и параллельными лысками на части цилиндрической поверхности, расстояние между которыми равно разъему калибра, фиксатор калибра от поворота 3, установленный на торце калибра s упирающемся в бурт, осевой фиксатор калибра, выполиенньш Б виде двух установленных между торцом калибра и буртом кольцевых клиньев 4 и 5 с вырезами, ширина которых: равна диаметру оси, и винтового механизма 6 перемещекия кольцевого клина, упирающегося в бурт, и штифт 75 под который выполнено углубление в торце калибраJ контактирующем с кольцевым клином, а в кольцевом клине - отверстие, смещенное относительно его плоскост симметрии. Валок подготавливают к работе еле дующим образом. В калибр 1 устанавливают с натягом фиксатор от поворота 3, после чего разъем калибра совмещают с лысками оси 2 валка и надвигают сначала на ось, а. затем сдвигают на ее цилиндрическую опорную поверхность так чтобы фиксатор вошел в паз бурта, С противоположного торца в калибр устанавливают штифт 7, а на ось 2 надевают кольцевые клинья 4 и 5. Клин соединяется со штифтом 7, а клин 5 , винтовым механизмом его перемещения причем между цилиндрическнми поверх HocTHMji оси 2 и клиньев 4 и 5 ся зазор. При затяжке кольцевого клина 5 с помощью винтового мехаршзма 6 перемещения он взаимодействует через ктш новую поверхность с клином 4 и за счет ради.альной составляющей от аилы затяжки перемещает его в радиальном направлении к поверхности оси 2, воз действуя при этом через атифт 7 на 5942 калибр 1 . Иоследни поворачивается относительно оси до тех пор, пока не выберутся зазоры в соединениях фиксатора от поворота 3 с пазом бурта, внутренней поверхности калибра с шлиндрической опорной поверхностью оси 2 и штифтом 7 с контактирующими с ним поверхностями калибра 1 и клина 4. Таким образом калибр I плотно обхватывает поверхность оси 2 а фиксатор от поворота 3 и штифт 7 беззазорно соединяют eio с буртами осн. Так как перемещение клина 4 больше не происходит, то при дальнейшей затяжке винтового механизма 6 перемещается только клин 5, который создает распирающее усилие в стыках между буртами, калибром 1 и клиньями 4 и 5 такой величины, при которой вертикальное усилие прокатки, действующее на калибр, не. приводит к раскрытию этих стыков. После этого валок подготовлен к прокатке. Для того,чтобы при затяжке винтового механизма перемещения кольцевого клина, упирающегося в бурт, передаваемая штифтом 7 сила поворачивала калибр, что обеспечивает выборку зазоров, необходимо, чтобы отверстие в сольцевом клине 4 под штифт было выполнено со смещением относительно его плоскости симметрии. Только в этом случае передаваемая штифтом сила не проходит через ось валка и к калибру прикладывается вращающий момент. В процессе работы стана усилия прокатки, момент прокатки и динамический момент от качательного движения валков воспримется системой калибр - ось вал:ка за счет сил трения на контактирующих поверхностях буртов , торцов калибра 1 и кольцевых клиньев 4 и 5, сил трения на контактирующих поверхностях оси валка и калибра и контактных сил на поверхностях фиксатора от поворота 3 и штифта 7, что повышает надежность крепления калибра на оси валка, и уменьшает простой стана. Предлагаемьий валок для пильгерной прокатки труб по сравнению с известными позволяет повысить надежность крепления калибра на оси валка, Устройство позволяет также уменьшить простои стана к увеличить производительность . 3 Формула изобретени BaiioK для пильгерной прокатки труб, содержащий калибр с разъемом и посадочной цилиндрической поверхностью, несущую его ось с буртами и параллельными лыскаг-я на части ци линдрической поверхности, расстояни между которыми равно разъему калибра, фиксатор калибра от поворота, установленный на торце калибра, упи рающемся в бурт, и осевой фиксатор калибра, состоящий из двух установ44ленных между торцом калибра и буртом кольцевых клиньев с вырезами, вшрина которых равна диаметру оси, и винтового механизма перемещения кольцевого клина, упирающегося в бурт, отличающийся тем, что, с целью повышения надежности крепления калибра на оси, он снабжен штифтом, под которьш выполнено углубление в торце калибра, контактирующем с кольцевым клином, а в кольцевом клине - отверстие, смещенное относительно его плоскости симметрии.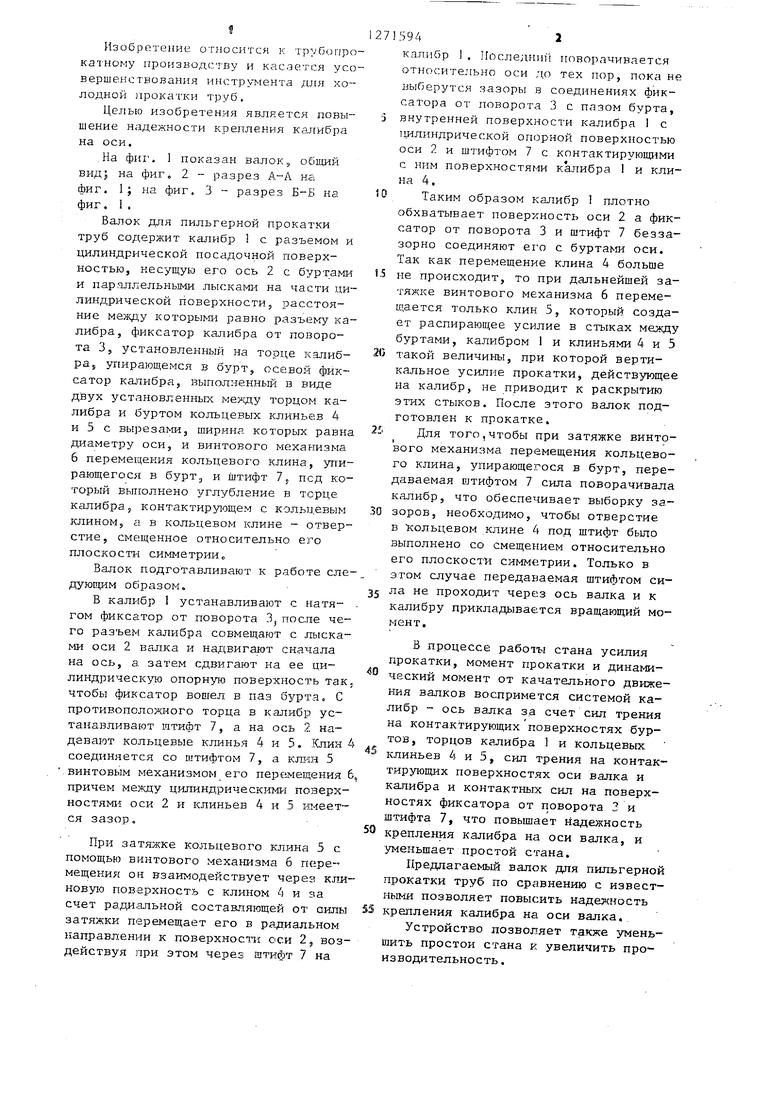
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |
| Валок для пилигримовой прокатки труб | 1975 |
|
SU528967A1 |
| Валок пильгерстана | 1984 |
|
SU1191129A1 |
| Прокатный валок | 1985 |
|
SU1315054A1 |
| Сборный валок стана холодной прокатки труб | 1987 |
|
SU1419772A1 |
| ГРИБОВИДНЫЙ ВАЛОК ДЛЯ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2014 |
|
RU2588870C1 |
| Валок для пилигримовой прокатки труб | 1976 |
|
SU598667A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
Изобретение относится к трубопрокатному производству и касается усовершенствования инструмента для холодной прокатки труб. Цель изобретения повьшение надежности крелления калибра на оси. Валок содержит калибр 1 с разъемом и цилиндрической посадочной поверхностью и несущую ось 2 с буртами и параллельными лыскаьш на части цилиндрической поверхности, расстояние между которыми равно разъему калибра. Фиксатор калибра оси поворота 3 установлен на торце калибра, упирающемся в бурт. Осевой фиксатор калибра выполнен в виде двух установленных между торцом калибра и буртом кольцевых клиньев 4 и 5 с вырезами, ширина которых равна диаметру оси, и винтового механизма 6 перемещения кольцевого клина, упирающегося в бурт. В углублении на торце калибра, контактирующем с кольцевым клином, установлен штифт 7, под который в кольцевом клине выполс (О нено отверстие, смещенное относительно его плоскости симметрии. По(Л вышение надежности крепления достигается выборкой зазоров за счет поворота калибра силой, передаиваемой через штифт при затяжке осевого фиксатора винтовым механизмом 6. 3 ил. сд со 4 / -i-f
Фие.2
г.З
| Валок для периодической прокатки труб | 1974 |
|
SU497067A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР | |||
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
