на валу и сократить габаритные размеры рабочей к лета.
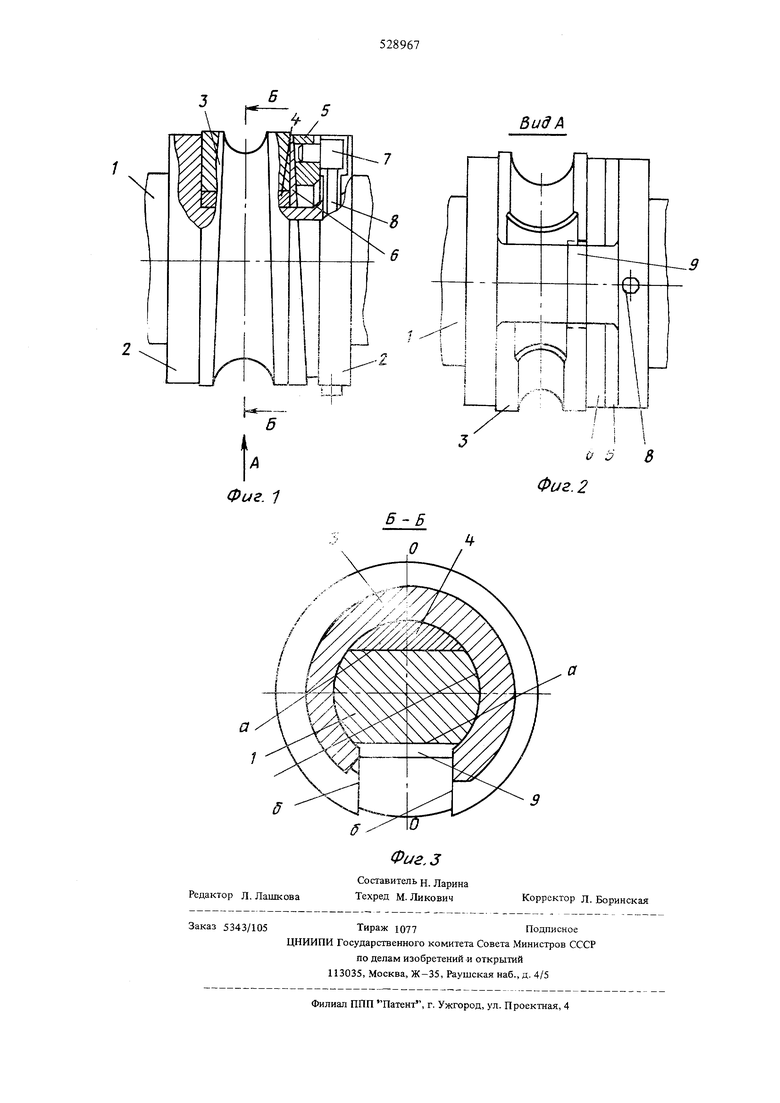
На фиг. 1 изображен предлагаемый валок, общий вид; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Предлагаемый валок содержит вал 1 с буртами 2, между которыми имеется участок с параллельны1 ш лысками а. На валу установлен калибр 3 с радиальным разъемом б, ширина которого равна расстоянию между лысками.
На одной из параллельных лысок вала установлен сегментный вкладыш 4 в контакте своей цилиндрической поверхностью с внутренней поверхностью калибра, при этом оси симметрии 0-0 сегментного вкладыша и разъема калибра совпадают, т.е. вторая лыска образует с осью разъема калибр прямой угол. Для осевой фиксации калибра на лысках вала установлен клиновой фиксатор в виде кдшньев 5 и 6, причем в отверстие клина 5 вставлена шпонка, часть которой размещена в радиально.м пазу бурта 2 и соединена резьбовым соединением с болтом 8, проходяш11м через диаметральное отаерстие бурта 2.
В калибра б установлена планка 9, взаимодействующая с лыской а вала 1 и фиксирующая калибр от проворота.
Сборку валка осуществляют следующим образо.м. Калибр 3 располагают относительно вала i так, чтобы плоскосии разъема калибра и лыски вала бьши взаимно параллельны. На опорную поверхность калибра 3 устанавтшвают сегментный вкла;1Ь ш4 и калибр 3 вместе с вкладышем надвигают на вал i. При установке калибра на вал по скользящей посадке его поворачивают на 90° а при установке с натягом предварительно, с помощью домкрата (гидромесдозы)., устанавливаемого в разъем б калибра 3, разводят последний, после чего его
поворачивают на оси на 90° и снимают домкрат. Затем устанавливают планку 9, клинья 5 и 6, и клин 5 затягивают, закручивая болт 8, связанный со шпонкой 7.
Предлагаемый валок обладает максимальным
углом разворота, обеспечивает быстрьш монтаж (демонтаж) калибра без разборки всего валкового узла непосредственно в клети стана и имеет высокую жесткость и надежность крепления калибра на
валу. Валок позволяет также за счет сокращения его длины уменьшить габаритные размеры клети и ее массу.
Формула изобретения
Валок для пилигримовой прокатки труб, содержапщй калибр с разъемом и с внутренней цилиндрической поверхностью, несущий его вал сбуртами
и параллельными лысками, расстояние между которыми равно разъему калибра, и клиновой фиксатор ка.1шбра, отличающийся тем, что, с целью повышения жесткости валка, он снабжен сегментным вкладышем, установленным опорной
плоскостью на одной из параллельных лысок вала, а цилиндрической поверхностью - в контакте с внутренней поверхностью калибра, причем оси симметрии разъема калибра и вкладыша совмещены.
Источники информации принятые во внимание
при экспертизе:
1. Авторское свидетельство, №376135, М. 21 В 21/02,1971.
2. Ю. Ф. Шевакин и Ф. С. Сейдалиев Станы
холодной прокат си труб, изд. Металлургия, 1966, стр. 59.

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |
| Валок стана холодной прокатки труб | 1976 |
|
SU569340A1 |
| Валок для пильгерной прокатки труб | 1985 |
|
SU1271594A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ И ФИКСАЦИИ ВЕРХНЕГО И НИЖНЕГО ВАЛКОВ В КЛЕТИ ОБЖИМНОГО СТАНА | 2000 |
|
RU2183520C1 |
| Составной прокатный валок | 1990 |
|
SU1708459A1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
| Прокатная клеть | 1992 |
|
SU1834725A3 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Валок для пилигримовой прокатки труб | 1976 |
|
SU598667A1 |