Изобретение относится к трубопрокатному производству, а именно к усоверсаенствованию рабочего инструмента в частности валоков станов пилигримовой прокатки тру(5. Известен ручьевой валок пилигримо вого стана холодной прокатки труб, включающий ось с внешней кольцевой проточкой и установленные на посадоч ных поверхностях ее два скрепленных полукольца, одно из которых выполнено с ручьем, а другое является фальш калибром, причем на боковых торцах кольцевой проточки выполнены посадоч ные поверхности в виде усеченных самозаклинивающихся конусов соответственно посадочным поверхностям полуколец 1 . Недостатком данного валка является большое время перевалки, что связано с приложением больших усилия дл выбивания использованного калибра, т как при прокатке он самозаклинивается в кольцевой проточке. Поэтому приходится для перевалки вынимать весь валок, что связано с необходимостью ставить рабочую клеть на специальный стенд и выпрессовывать ось валка. Кроме того, такая конструкция ;приводит к возникновению усилий, направленных вдоль оси валка при прокатке, из-за которых при больших деформациях происходит скалывание буртов проточки и соответственно выход валка из строя. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является валок для пилигримовой прокатки труб, содержащий рабочий и нерабочие калибры/ несущий их вал и злементы крепления калибров 2. Недостатком данных валков является их недостаточная жесткость вследствие того, что скрепляющие болты проходят через вал валка и большее время перевалки. Цель изобретения - повышение жесткости валка. Поставленная цель достигается тем, что валок для пилигримовой прокатки труб, содержащий рабочий и нерабочий калибры, несущий их вал и элементы крепления калибров снабжен втулкой, имеющей на наружной поверхности центральный кольцевой выступ, .под который на внутренних поверхностях рабочего и нерабочего калибров выполнены пазы, и ее фиксаторами от
«проворота относительно вала и нерабочего калибра.
Такое выполнение валка позволяет повысить его жесткость за счет того, что вал не ослаблен сверлениями под штифты для крепления калибров. Введе ние фиксатора в соединение нерабочего калибра с втулкой и втулки с вало позволяет исключить возможность проворота калибра,не снижая сопротивления валка нагрузкам. Для повышения жесткости паз под фиксатор выполниется в теле нерабочего йалибра,практически не воспринимаютдего радиальные усилия.
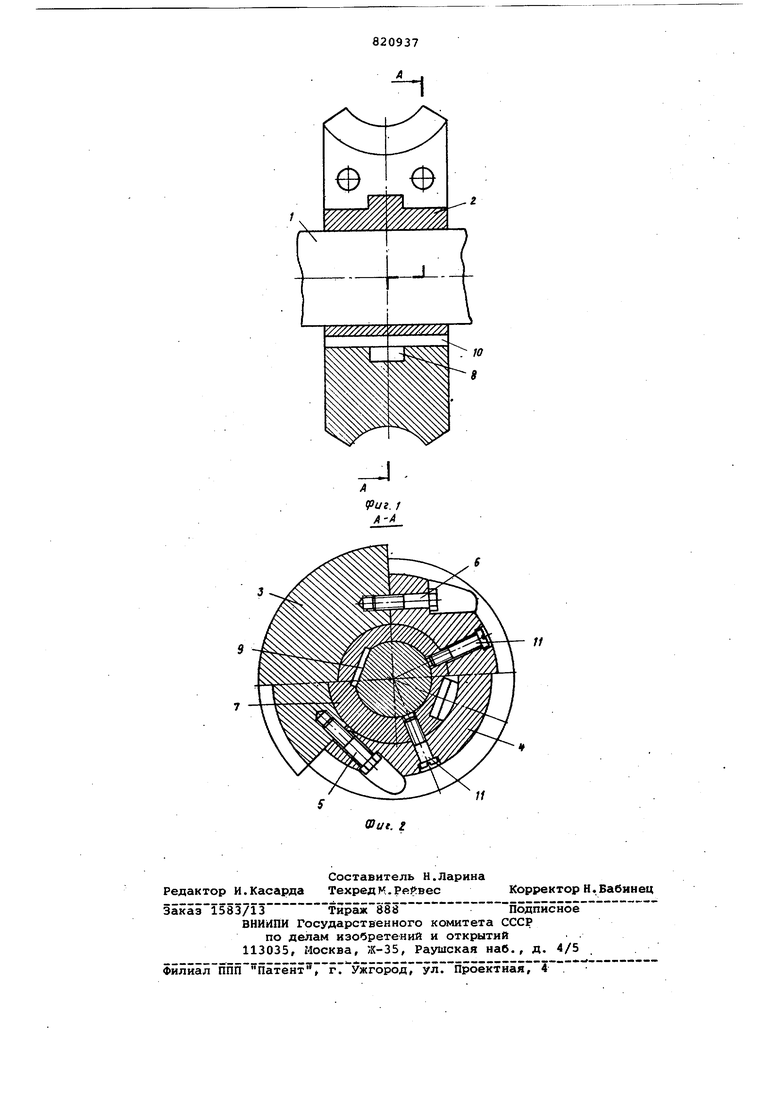
На фиг. 1 показан предлагаемый валок; на фиг. 2 - то же, разрез на фиг. 1.
Валок для пилигримовой прокатки труб содержит несущий вал 1, надетую на него втулку 2, установленные на втулке рабочий калибр 3 и нерабочий калибр 4 и элементы крепления калибров в виде болтов 5 и 6. Втулка 2 для предотвращения осевого сме дения калибров выполнена с центральным кольцевым выступом 7, под который на внутреннихповерхностях рабочего и нерабочего калибров выполнены пазы 3. Втулка снабжена фиксаторами ее от пов.орота от.лосительно вала 1 и нерабочего калибра 3. Фиксаторы выполнены в виде шпонок 9 и 10. Лпон ка 9 соединяет вал 1 со втулкой, а шпонка 10 - нерабочий калибр со втулкой. Нерабочий калибр кроме того крепится к втулке шпильками 11.
При сборке сначала затягивают первый по ходу прокатки болт 6, чтобы обеспечить плотное прилегание торца рабочего калибра 3 к посадочному 1 1есту на торце нерабочего калибра 4 и тем самым исключить люфт рабочего калибра во время прокатки.
Процесс деформации металла осуществляется рабочим калибром 3 при повороте вала 1. Для смены калибра необходимо открутить болты 5 и 6 и с.нять калибр. В- случае затруднений в сверление вставляется медная выколотка и калибр выбивается. На его место ставится новый.
Предлагаемый валок позволяет повысить его жесткость и эксплуатационность, увеличивает срок слуХсбы наиболее сложной в изготовлении и дорогостоящей детали - вала, так как при данной конструкции наиболее интенсивному износу подвергаются рабочие калибры и втулки, которые легко заменяются, а нерабочий калибр при этом не меняется.
Формула изобретения
Валок для пилигримовой прокатки труб содержащий рабочий и нерабочи калибры, несущий их вал и элементы крепления калибров, отличающийся тем, что, с целью повышения жесткости валка, он снабжен втулкой, имеющей на наружной поверхности центральный кольцевой выступ, под который на внутренних поверхностях рабочего и нерабочего калибров выполнены пазы, и фиксаторами от ПЕЮВорота втулки относительно вала и нерабочего калибра.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
W 409Т46, кл. В 21 В 21/02, 1977.
2.Авторское свидетельство СССР № 273135, кл. В 21 в 21/02, 1973.
Л 10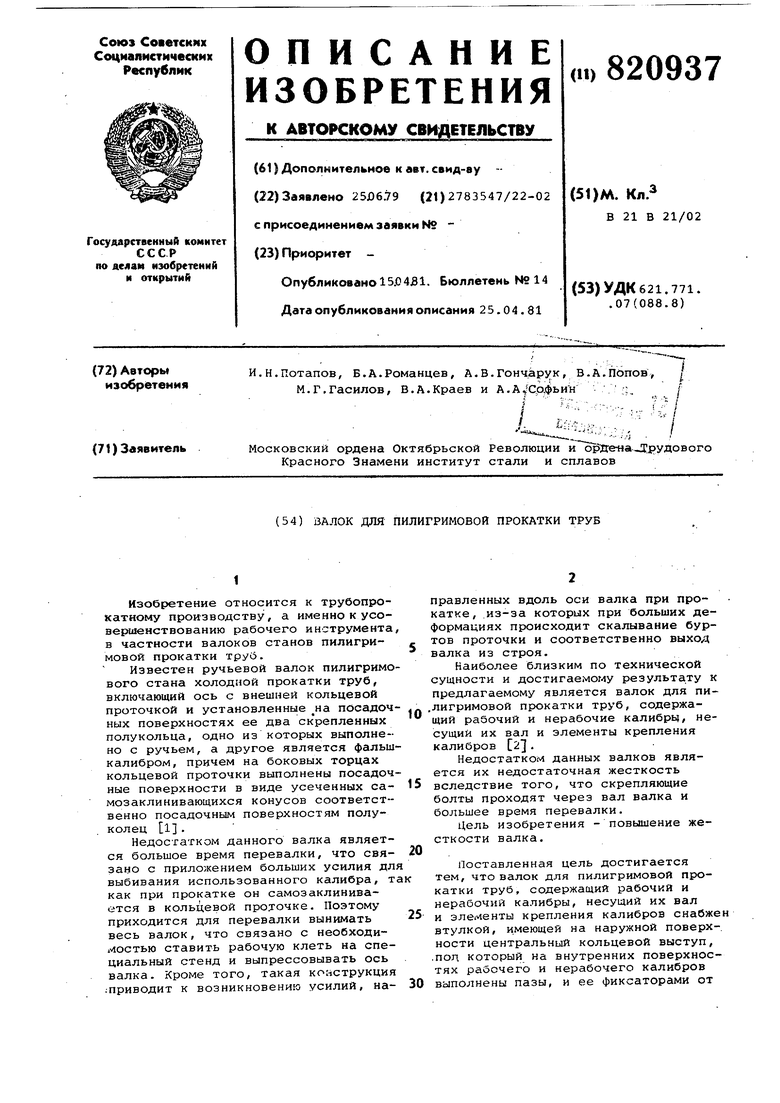
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной пилигримовой прокатки труб | 1976 |
|
SU615964A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430800C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2264270C2 |
| Валок для холодной прокатки труб | 1975 |
|
SU615963A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |