1
Изобретение относится к трубопрокатному производству, а именно к валкам для прокатки труб, и может быть использовано на станах холодной прокатки труб пильгерного типа, в особенности многониточпых.
Известны валки для пильгерной прокатки труб с кольцевыми калибрами (см., например, патент ФРГ № 1427978), содержащие установленные на оси валка один или несколько кольцевых калибров, а также подшипники и шестерни. Иедостаток таких валков состоит Б том, что для замены калибров необходимо извлечь валки из клети, распрессовать шестерни и подшипники и только после этого заменить калибры. Значительные затраты времени на перевалку приводят к суш,ественным простоям стана.
Известен также валок для пильгерпой прокатки, содержаший ось с буртами, установлеппый между ними калибр с разъемом и цилиндрическим посадочным местом и осевой фиксатор калибра в виде клиньев, размеш;енных в поперечных пазах буртов и калибра авт. св. 381434).
Известный валок имеет недостаточный угол разворота валка и сложен при смене калибра ввиду выбивания клиньев из пазов оси валка и калибра.
Целью изобретения является упрощение демонтажа калибра при увеличенном угле разворота валков.
Для достижения поставленной цели в предложенпом валке ось на участке между буртом и торцом калибра выполнена с параллельными лысками, расстояние между которыми соответствует ширине разъема калибра, и па этом участке смонтирован клиновой фпксатор в виде взаимодействующих клиповыми поверхностями разрезных колец, одно из которых неподвижно, а другое снабжено регулятором перемеп1,ения относительно первого.
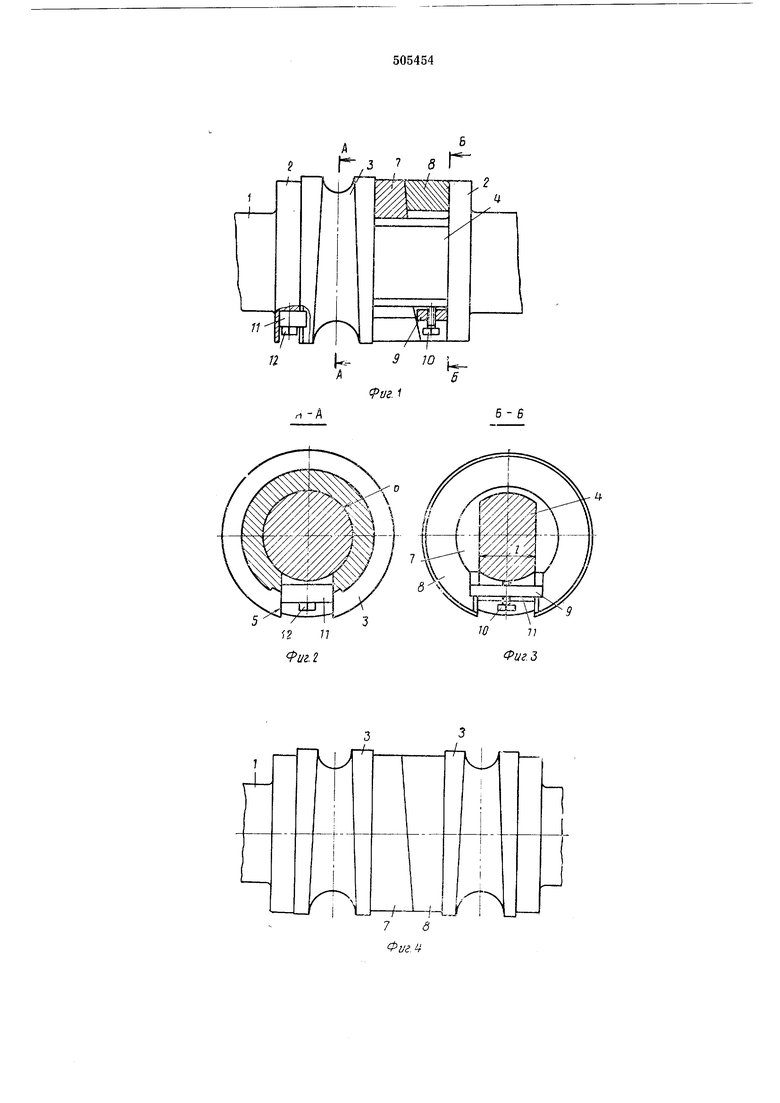
На фиг. 1 представлеп предложенный валок, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез но Б-Б па фиг. 1; на фиг. 4 - валок с двумя калибрами. Валок содержит ось 1 с буртами 2, которая
на участке между буртом и торцом калибра 3 выполнена с плоско параллельными лысками 4. Калибр имеет разъем 5, ширина которого соответствует расстоянию / между лысками, и цилиндрическое посадочное место, которым
он установлен на цилиндрическую опорную новерхность 6 оси 1.
Калибр в осевом направлении закреплен клиновым фиксатором, состоящим из взаимодействуюн1,их клиновыми поверхностями разрезных колец 7 и 8, установленных между
буртом 2 оси и торцом калибра на участке оси с параллелъЕЫМк лысками.
Кольцо 7 установлено неподвижно, а кольцо 8 снабжено регулятором перемещения относрттельно кольца 7, который выполнен в виде планки 9 и болта 10, взаимодействующего с поверхностью оси. От проворота калибр зафиксирован, шпонкой 11, размещенной в радиальных призматических назах бурта и закрепленной болтом 12.
При двухниточном исполнении (см. фиг. 4) па оси 1 симметрично первому устанавливают второй калибр, прижатый ко второму бурту.
Калибр устанавливают на валок следующим образом.
Разъем калибра совмещают с лысками оси валка, после чего калибр надвигают на ось и сдвигают на цилиндрическую опорную поверхность оси 1. Аналогично монтируют второй калибр при двухниточном исполпении. Калибр может устанавливаться на опорную поверхность валка и с натягом. Для этого перед установкой калибра на цилиндрическую опорную поверхность оси в его разъем вставляют домкрат или гидравлическую месдозу и калибр разводят. Затем его сдвигают на цилиндрическую опорную поверхность оси и домкрат или месдозу извлекают из разъема калибра. Далее устанавливают кольцо 7 и затягивают кольцо 8. После этого планку 9 заводят в разъем кольца 8, устанавливают на выступы и затягивают болтом 10. Демонтаж калибров
производится в обратном порядке. Шпонки при перевалке калибров не снимают; заменяют их только в случае износа.
Предложенный валок трубопрокатного стана в отличие от известных валков с кольцевыми калибрами позволяет значительно сократить время на перевалку калибров (до -1,5 час), а в отличие от валков с подковообразными калибрами дает возможность упростить изготовление опорных поверхностей калибра и валка, повысить производительность стана за счет угла разворота до 290° и надежность фиксации калибра на оси.
Формула изобретения
Валок для пильгерной прокатки труб, содержащий ось с буртами, установленный к торцу одного из них калибр с разъемом и
цилиндрическим посадочным местом и клиновый осевой фиксатор калибра, отличающийся тем, что, с целью упрощения демонтажа калибра при увеличепном угле разворота валка, ось на участке между буртом и торцом калибра выполнена с параллельными лысками, расстояние между которыми соответствует ширине разъема калибра, и на этом участке смонтирован клиновый фиксатор в виде взаим:одействующих клиновыми поверхностями разрезных колец, одно из которых неподвижно, а другое снабжено регулятором перемещения относительно первого.
НС
Г.З 7 5 Г
/;
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пильгерной прокатки труб | 1985 |
|
SU1271594A1 |
| Валок для пилигримовой прокатки труб | 1975 |
|
SU528967A1 |
| Клеть стана холодной прокатки труб | 1982 |
|
SU1137648A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ И ФИКСАЦИИ ВЕРХНЕГО И НИЖНЕГО ВАЛКОВ В КЛЕТИ ОБЖИМНОГО СТАНА | 2000 |
|
RU2183520C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| УЗЕЛ СОЕДИНЕНИЯ ПРОКАТНОГО ВАЛКА СО ШПИНДЕЛЕМ | 1989 |
|
SU1615962A1 |
| Валок для пилигримовой прокатки труб | 1976 |
|
SU598667A1 |
| ВАЛОК ПИЛЬГЕРНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU240559A1 |
иг.2
