(Л
со « ю
6. На цидиндрический вал надета несущая вставка 7, часть наружной поверхности которой вьшолнена цилиндрической, а противоположная ей часть вьшолнена с открытым прямоугольным поперечным пазом под рабочий калибр и утоненной снаружи стенкой у ее торцов на части париметра, протяженностью не менее угловой протяженности паза. Для крепления рабочего калибра клин устанавливается между рабочим калибром и плоскостью паза и затяги вается болтами. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок пильгерстана | 1984 |
|
SU1191129A1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
| СБОРНЫЙ ВАЛОК ПИЛЬГЕРСТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2056958C1 |
| Валок для пильгерной прокатки труб | 1985 |
|
SU1271594A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Валок для пилигримовой прокатки труб | 1976 |
|
SU598667A1 |
| Валковая кассета стана холодной про-КАТКи ТРуб | 1979 |
|
SU835542A1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
Изобретение относится к трубопрокатному производству, а точнее к валкам трубопрокатных станов, и наиболее эффективно может быть использовано в рабочих клетях станов холодной прокатки труб с опорным валком. Цель изобретения - увеличение нагрузочной способности валка и уменьшение веса калибра. Сборный валок стана холодной прокатки труб :одержят цилиндрический вал I с подиипниковыми опорами 2, шестерни 3 привода аращения валка, рабочий калибр 4 и элементы его крепления в виде клина 5 и болтов
1
Изобретение относится к трубопрокатному производству, а точнее к валкам трубопрокатных станов и может быть использовано в рабочих клетях станов холодной прокатки труб ,с опорным валком.
Целью изобретения является увеличение нагрузочиой способности валка и уменьшение веса калибра.
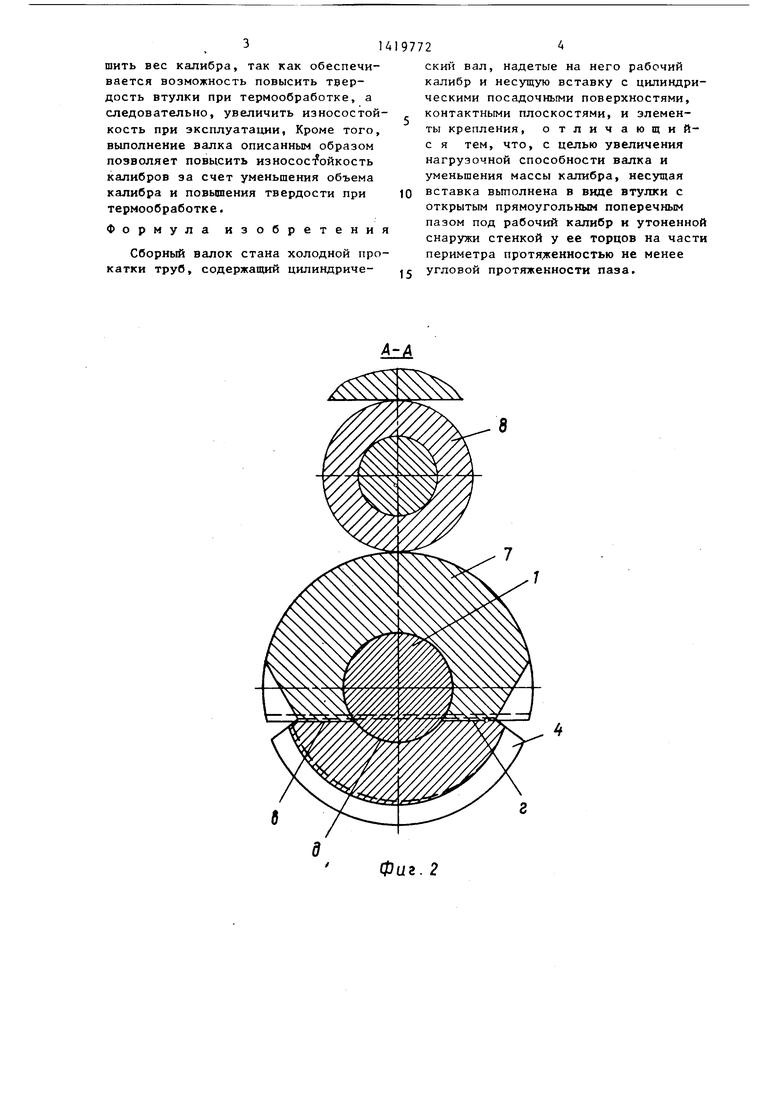
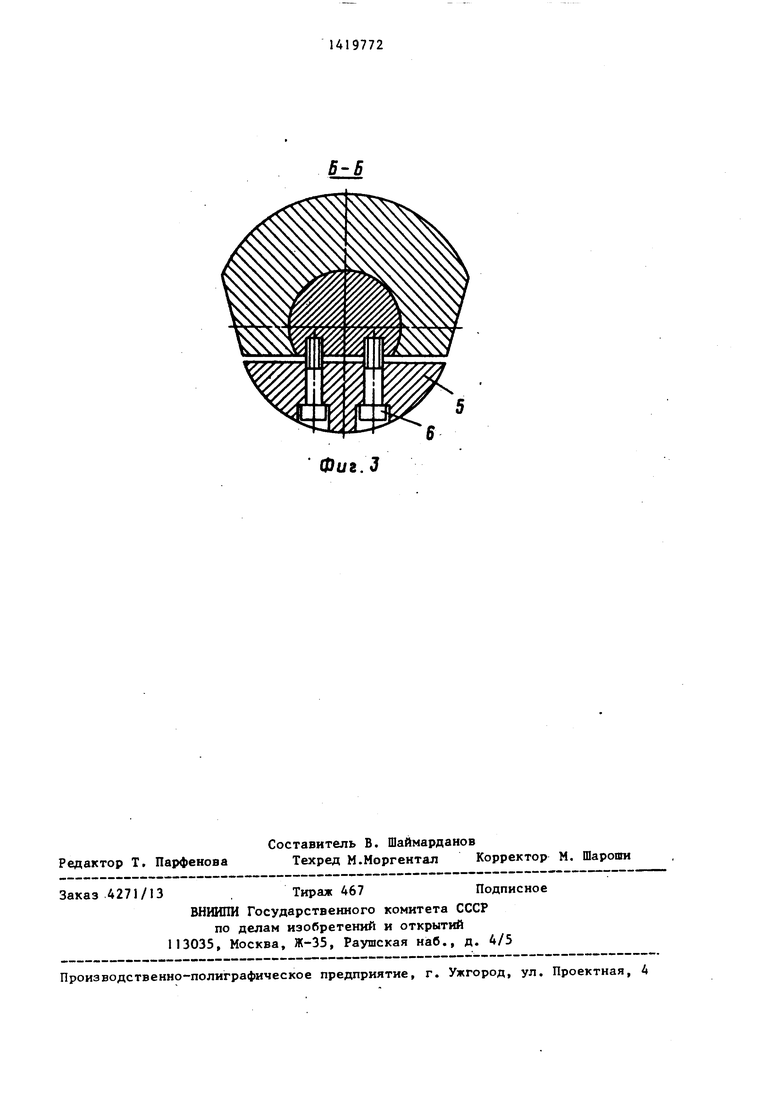
На фиг. I изображена схема установки в клети с опорным валком обор- ного валка, продольный разрезу на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Сборный валок стана холодной прокатки труб содержит цилиндрический вал 1 с подшипниковыми опорами 2, шестерни 3 привода вращения валка, калибр 4 и элементы его крепления в виде клина 5 и болтов 6. На цилиндрический вал надета несущая вставка 7, часть наружной поверхности которой выполнена цилиндрической и является опорной, а противоположная ей часть выполнена с открытым прямоуголным попе ечным пазом под рабочий калибр, образованным перпендикулярными к оси вала плоскостями а и б, и уто- неииой снаружи стенкой у ее торцов на части периметра, протяженностью не менее угловой протяженности паза. При этом, посадочная поверхность под рабочий калибр образована плоскостями виг этого паза и цилиндрической поверхностью д, выступающей в пазу части цилиндрического вала, на который надета несущая вставка. Расстояние от плоскости паза до оси цилиндрического вала составляет 0,5-0,7 радиуса вала в месте посадки на него несущей вставки. Не0
5
0
5
0
5
0
сущая вставка устанавливается на цилиндрическом валу по посадке с натягом, при этом часть вала выступает над плоскостью паза в несущей вставке. Для крепления рабочего калибра клин устанавливается между рабочим калибром и плоскостью б паза и затягивается болтами.
Устройство работает следующим образом.
При сборке валка рабочий калибр 4 устанавливают в паз, выполненный в несущей вставке, при этом опорная поверхность рабочего калибра контактирует с ПЛОСКОСТЯМИ; в и а паза несущей вставки и выступающей цилиндрической поверхностью д вала 1. Затем между рабочим калибром и плоскостью б паза устанавливается клин 5, который затягивается болтами 6. Кпин при этом прижимает рабочий калибр к противоположной вертикальной стенке плоскости а паза в несущей вставке. Затяжкой болтов обеспечивается беззазорная установка рабочего калибра f фиксация его в радиальном и тангенциальном направлениях и передача усилий прокатки от рабочего калибра на несущую вставку и далее на взаимодействующие с ней опорные валки 8 рабочей клети (опорные валки изображены тонкими линиями)
При демонтаже сменного рабочего калибра вывинчивают болты и извлекают клин из гнезда между рабочим калибром и плоскостью б паза, освобождая тем самым рабочий калибр.
Предлагаемый сборный валок стана холодной прокатки труб по сравнению с известными позволяет увеличить нагрузочную способность валка и умень314
шить вес калибра, так как обеспечивается возможность повысить твердость втулки при термообработке, а следовательно, увеличить износостойкость при эксплуатации, Кроме того, выполнение валка описанным образом позволяет повысить износос- ойкость калибров за счет уменьшения объема калибра и повьш1ения твердости при термообработке.
Формула изобретения
Сборный валок стана холодной прокатки труб, содержащий цилиндриче2
ский вал, надетые на него рабочий калибр и несущую вставку с цилиндрическими посадочными поверхностями, контактными плоскостями, и элементы крепления, о тличающи й- с я тем, что, с целью увеличения нагрузочной способности валка и уменьшения массы калибра, несущая
вставка вьтолнена в виде втулки с открытым прямоугольным поперечным пазом под рабочий калибр и утоненной снаружи стенкой у ее торцов на части периметра протяженностью не менее
угловой протяженности паза.
Фиг. 2
Фиг. J
| Авторское свидетельство СССР 193697, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валок пильгерстана | 1984 |
|
SU1191129A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
