кат поступает на цепи 17 кармапов и утапливает их до вырезов 10. При Этом балка 15, поворачиваясь вокруг вала приводной звездочки 16, цепью поднимается в верхнее положение. Двуплечий рычаг 26 поворачивается на оси-27 до соприкосновения упора 31 со стационарной частью кармана. Цепь вошла в зацепление с приводной звездочкой 16. При дальнейшем подъеме балки 15 ее поддерживающий ролик 29 отрьшается от свободного конца pibiчага, который не поворачивается в обратную сторону и его планки 30 не касаются цепи, так как он поднимается
к балке пружиной 28. Происходит заполнение карманов от наименьшего до наибольшего диаметра пакета. Для формирования пакета включается привод, который, воздействуя на коромысло 20 поворачивает стойку 5. Опорный ролик 21 устанавливает поворотную балку 15 и, несмотря на сближение направляющих звездочек 13, набранный пакет I1 поднимается над вырезами стенок 9. Включается привод механизма формовки и цепь поворачивает набранный пакет вокруг его продольной оси на п оборотов. Пакет вьгнимается из карманов краном. 1 з.п. 5 ил. ф-лы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Поточная линия обработки труб | 1977 |
|
SU901048A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1989 |
|
SU1692918A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для поштучной выдачи длинномерных изделий | 1986 |
|
SU1393730A1 |
| Устройство для поштучной выдачи длинномерных изделий | 1985 |
|
SU1289770A1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО СМЕЩЕНИЯ ПОДДОНА | 1991 |
|
RU2028442C1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пакета | 1979 |
|
SU872412A1 |
| Перекладыватель позиционный дляпЕРЕдАчи длиННОМЕРНОгО пРОКАТА | 1979 |
|
SU822941A1 |
| Устройство для формирования пачек длинномерного проката | 1989 |
|
SU1662909A1 |

Изобретение относится к прокатному производству и может быть использовано в отделочных линиях участков за пилами и ножницами после правильных машин сортопрокатных станов, в механизмах, где необходимо формирование проката в пакеты по форме, близкой к кругу. Цель изобретения исключение ручного труда и сокращение времени при настройке на различные диаметры набираемых пакетов. Про
Изобретение относится к прокатному производству и может быть использовано в частности в отделочных линиях участков за пилами и ножницами после правильных маишн сортопрокатных станов, в ус ройстззах, где необходимо формировать пакеты проката.
Цель изобретения - исключение ручного труда и сокращение времени при настройке на различные диаметры набираемых пакетов.
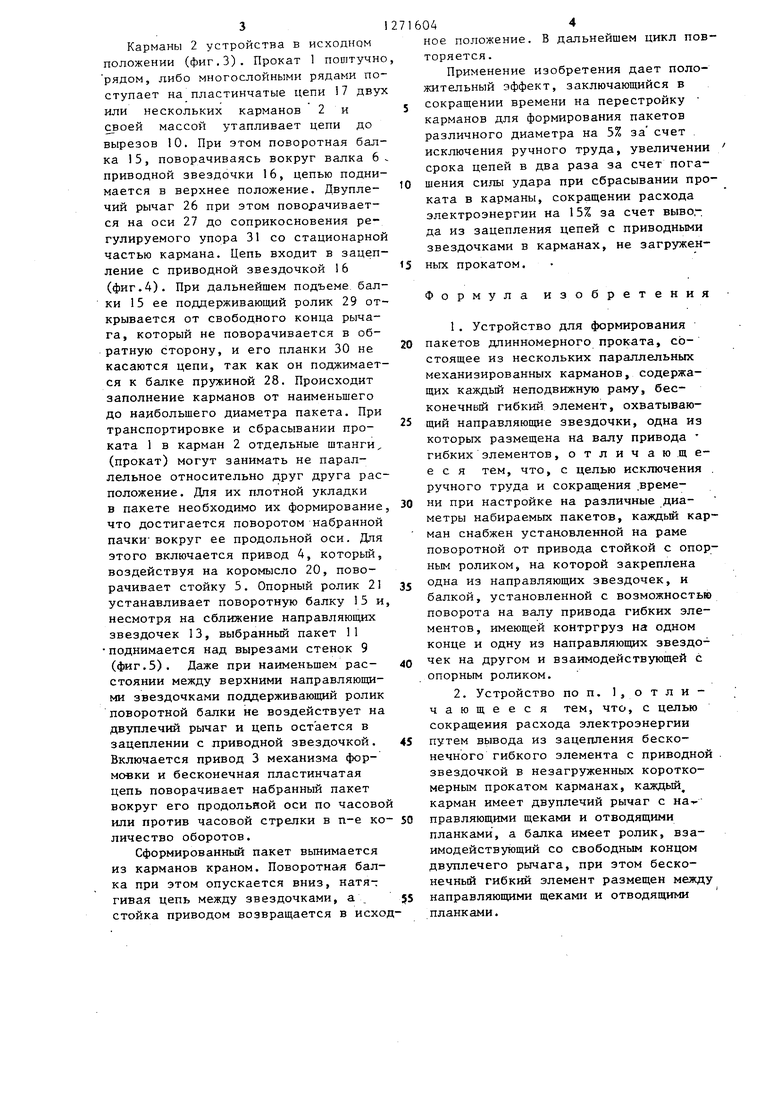
На фиг.1 представлено устройство состоящее из пяти карманов общий вид в плане; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б (вид сбоку на карман) на фиг.25 Hst фиг.4 и 5 - схема формирования пакета наименьшей и наибольшей масс.
. Устройство для формирования пакетов длинномерного проката 1 содержит несколько карманов 2, объединенных в секцию общим приводом 3 механизма формовки и приводом 4 поворота стоек 5 карманов. Приводные валы 6 и 7 соединены зубчатыми муфтами 8.
Карман содержит боковые стенки 9, в верхней части которых выполнены вырезы 10 по наибольшему .диаметру формируемого пакета 1 1 , на осях 2 расположены направляющие звездочки 13, одна из которых установлена на поворотной стойке 5, а другая - на
оси 14 поворотной балки 15. Поворотная балка установлена на верхний вал 6 с возможностью вращения вокруг его продольной оси, на этом валу по-.
сажена и приводная звездочка 16. Все звездочки охвачены цепью 17.
На поворотной балке с противоположной стороны звездочки 13 для уравновешивания -масс навешен контргруз
Поворотная стойка 5 закреплена на оси 19. На стойке закреплено коромысло 20, на одном конце которого
насажен на оси опорный ролик 21, а другой конец соединен с тягой 22. Тяга шарнирно связана с посаженным на приводной вал рычагом 23, через тягу 24 соединенным.с кривошипом 25
привода поворота.
В устройстве цепи не загруженных прокатом карманов выводятся из зацепления с приводной звездочкой двуплечим рычагом 26, закрепленным одним концом на оси 27 а другим концом поджатым пружиной 28 к поддерживающему ролику 29 поворотной балки. На щеках рычага крепятся планки 30 для отвода цепи и регулируемый упор 31, исключающий возможность трения планок о приводную звездочку. Ось 27 закреплена на стационарной раме 32.
Устройство работает следующим образом. 3 Карманы 2 устройства в исходном положении (фиг.З). Прокат 1 поштучн рядом, либо многослойными рядами по ступает на пластинчатые цепи 17 двух или нескольких карманов 2 и своей массой утапливает цепи до вырезов 10. При этом поворотная балка 15, поворачиваясь вокруг валка 6 приводной звездочки 16, цепью поднимается в верхнее положение. Двуплечий рычаг 26 при этом поворачивается на оси 27 до соприкосновения регулируемого упора 31 со стационарной частью кармана. Цепь входит в зацепление с приводной звездочкой 16 (фиг.4). При дальнейшем подъеме балки 15 ее поддерживающий ролик 29 открывается от свободного конца рычага, который не поворачивается в обратную сторону, и его планки 30 не касаются цепи, так как он поджимается к балке пружиной 28. Происходит заполнение карманов от наименьшего до наибольшего диаметра пакета. При транспортировке и сбрасывании проката 1 в карман 2 отдельные штанги, (прокат) могут занимать не параллельное относительно друг друга расположение. Для их плотной укладки в пакете необходимо их формирование что достигается поворотом набранной пачки вокруг ее продольной оси. Для этого включается привод 4, который, воздействуя на коромысло 20, поворачивает стойку 5. Опорный ролик 21 устанавливает поворотную балку 15 и несмотря на сближение направляющих звездочек 13, выбранный пакет 11 поднимается над вырезами стенок 9 (фиг.5). Даже при наименьшем расстоянии между верхними направляющими звездочками поддерживающий ролик поворотной балки не воздействует на двуплечий рычаг и цепь остается в зацеплении с лриводной звездочкой. Включается привод 3 механизма формовки и бесконечная пластинчатая цепь поворачивает набранный пакет вокруг его продольной оси по часовой или против часовой стрелки в п-е количество оборотов. Сформированный пакет вынимается из карманов краном. Поворотная балка при этом опускается вниз, натягивая цепь между звездочками, а стойка приводом возвращается в исход 044 нее положение. В дальнейшем цикл повторяется . Применение изобретения дает положительный эффект, заключающийся в сокращении времени на перестройку карманов для формирования пакетов различного диаметра на 5% за счет . исключения ручного труда, увеличении / срока цепей в два раза за счет погашения силы удара при сбрасывании проката в карманы, сокращении расхода электроэнергии на 15% за счет выво,да из зацепления цепей с приводными звездочками в карманах, не загруженных прокатом. Формула изобретения 1.Устройство для формирования пакетов длинномерного проката, состоящее из нескольких параллельных механизированных карманов, содержащих каждьй неподвижную раму, бесконечный гибкий элемент, охватывающий направляющие звездочки, одна из которых размещена на валу привода гибких элементов, отличающееся тем, что, с целью исключения . ручного труда и сокращения .времени при настройке на различные диаметры набираемых пакетов, каждьй карман снабжен установленной на раме поворотной от привода стойкой с опорным роликом, на которой закреплена одна из направляющих звездочек, и балкой, установленной с возможностью поворота на валу привода гибких элементов, имеющей контргруз на одном конце и одну из направляющих звездочек на другом и взаимодействующей с опорным роликом. 2.Устройство по п. 1,отличающееся тем, что, с целью сокращения расхода электроэнергии путем вывода из зацепления бесконечного гибкого элемента с приводной звездочкой в незагруженных короткомерным прокатом карманах, каждый карман имеет двуплечий рычаг с направляющими щеками и отводящими планками, а балка имеет ролик, взаимодействующий со свободным концом двуплечего рычага, при этом бесконечный гибкий элемент размещен между направляющими щекамт и отводящими планками.
Наибольшая длина проката 1 Моим.длина
Фиг.г прокатаг - j I Ось карманов
| Галкин-Д.П | |||
| и др | |||
| Механизация трудоемких работ в прокатных цехах,М.: Металлургия, 1979, с, 51, |
