Изобретение относится к механизации заготовительного производства и может быть использовано в установках для резки профильного проката.
Цель изобретения - повышение эксплуатационной надежности.
На фиг.1 показано предлагаемое устройство, общий вид; на фиг.2 - вид А на фиг,1; на фиг.З - разрез Б - Б на фиг.1; на фиг.4 - 7 - схемы работы устройства.
Устройство для поштучной выдачи длинномерных заготовок профильного проката содержит механизированный стеллаж 1 (фиг.1 и 2), наклонный накопитель 2 и расположенный за ним механизм 3 поштучной выдачи заготовок на подающий рольганг 4 с роликами 5.
На корпусе 6 стеллажа 1 смонтирован механизм предварительной выдачи нескольких заготовок, состоящий из цепей 7 и шарнирно связанных с ними шарнирно соединенных между собой элементов, свободным концом шарнирно закрепленных на корпусе 6, при этом цепи другим концом входят в зацепление с приводными звездочками 8 и несут контргрузы 9. Пакет проката 10 длинномерных заготовок размещается в приемном кармане 11, который образован шарнирно соединенными элементами в виде двух последовательно соединенных осью 12 планок 13 и 14. Планки 14 шарнирно присоединены посредством оси 15 к корпусу б со стороны отсекэтелей 16, приводимых в действие силовыми цилиндрами 17.
Планки 13 соединены со звеньями цепей 7 шарнирно посредством осей 18, на концах которых размещены ролики 19 (фиг.З), смонтированные с возможностью перемещения в вертикальных направляющих 20, размещенных с противоположной стороны крепления планок 14 к корпусу 6. Звездочки 8 установлены на валу 21 и посредством цепной передачи 22 связаны с приводом 23, обеспечивающим реверсивное вращение звездочек 8.
Устройство для поштучной выдачи длинномерных заготовок работает следующим образом.
В исходном положении планка 13 размещена горизонтально в крайнем нижнем положении (фиг.1).
Пакет проката 10 длинномерных заготовок укладывается в приемный карман 11 на планки 13. Включается привод 23 и через цепную передачу 22 воащение сообщается валу 21 со звездочками 8, которые, вращаясь против часовой стрелки, выбирают цепи 7. Последние, перемещая оси 18с роликами 19 по направляющим 20 вверх, перемещают конец планки 13 также вверх (фиг ). При этом пакет проката 10 опрокидыьаогс на планки 14. Происходит растягиагние и рассредоточение проката, верхнее его слои
смещаются вправо и заходят в спсекатель 16 под действием их сил тяжести (фиг.4),
Включают силовые цилиндры 17, которые поворачивают отсекатели 16 по часовой стрелке, и часть проката переносится
на наклонный накопитель 2, обеспечивая поштучную укладку на нем проката (фиг.5). Далее включается механизм 3 поштучной выдачи, который передает прокат поштучно на ролики 5 подающего рольганга 4.
По мере освобождения наклонного на- копитэля 2 отсекатели 16 выдают еще часть проката из приемного кармана 11 механизированного стеллажа 1 на наклонный накопитель 2.
При отсутствии захвата проката отсекз- телями 16 включают привод 23. Продолжается выборка цепей 7 звездочками 8 и планки 13 и 14 поднимаются выше, увеличивается угол наклона пакета проката 10, что
приводит к продолжению смещения верхнего слоя пакета под действием силы тяжести в сторону отсекателей 16 (фиг.6). Далее цикл передачи части проката на приводной рольганг 4 повторяется.
При дальнейшей выборке цепей 7 угол
между планками 13 и 14 увеличивается и достигает 180°, образуя единую наклонную поверхность в виде склиза (фиг,7). Планки 13 и 14 при этом образуют угол наклона к
горизонтальной плоскости, достаточный для перемещения оставшейся части проката под действием силы тяжести к отсекате- лям 16. Производят выдачу остатка проката на приводной рольганг 4,
Контгрузы 9 при этом играют роль противовеса и уменьшают нагрузку на привод 23.
После выдачи последней части пакета проката 10 включается привод 23 на реверс
и под действием своей силы тяжести планки 13 и 14 опускаются вниз в исходное положение, а контргруз 9 поднимается вверх.
Далее цикл работы устройства повторя- ется.
Формула изобретения 1. Устройство для поштучной выдачи длинномерных заготовок, включающее механизированный стеллаж, механизм пред- верительной выдачи нескольких заготовок, выполненный в виде приемного кармана, образованного шарнирно соединенными между собой элементами, шарнирно закрепленными одними концами на корпусе механизированного стеллажа, шарнирно
связанных с другими их концами цепей и приводных звездочек, смонтиров-чннчх ча корпусе механизированного стеллажа z возможностью зацепления с цепями, наклонный накопитель и расположенный за ним механизм поштучной выдачи, отличающееся тем, что, с целью повышения эксплуатационной надежности, оно снабжено сзр икальными направляющими, смон /роаанными на корпусе механизированного сгеллажа с противоположной стороны шарнирного крепления к нему шарВид А
мирно соединенных между собой элемен гон, пои этом каждый из элементов выпол- ,ц-н а виде двух планок, шарнир соединения которых с цепью установлен с возможностью перемещения в вертикальных направляющих.
2. Устройство поп.1,отличающее- с я тем, что шарнир соединения планок с цепями выполнен в виде оси и закрепленных на ней с возможностью взаимодействия с вертикальными направляющими двух роликов
ернутол
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи длинномерных изделий | 1985 |
|
SU1289770A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2031066C1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Устройство для поштучной выдачи длинномерных изделий | 1980 |
|
SU992364A1 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| Устройство для формирования пакетов длинномерного проката | 1985 |
|
SU1271604A1 |
| Механизированная линия для правки проката | 1975 |
|
SU513755A1 |
| Устройство для загрузки заготовок | 1986 |
|
SU1428522A1 |
| Устройство для поштучной выдачи длинномерных изделий из пакета | 1990 |
|
SU1768482A1 |


Изобретение относится к механизации заготовительного производства и позволяет повысить эксплуатационную надежность. Устройство содержит механизированный стеллаж 1, механизм предварительной выдачи нескольких заготовок в виде приемного кармана (К) 11, шарнирно связанных с одними его концами цепей 7 и приводных звездочек 8. Выполнен К 11 в виде шарнирно связанных между собой элементов, каждый из которых состоит из планок (П) 13, 14. Свободные концы П 14 шарнирно закреплены на корпусе 6 стеллажа 1, а свободные концы П 13 соединены с цепями 7 зацепления со звездочками 8 За К 11 установлены отсекатели 16, наклонный накопи тель 2 и механизм 3 поштучной выдачи На корпусе 6 с противоположной стороны крепления к нему концов П 14 установлены вертикальные направляющие (ВН)20 в которых расположены шарниры соединения П 13 с цепями 7. Пакет заготовок типа проката 10 подается в К 11, включается привод звездочек 8, которые через цепи 7 поднимают П 13, 14 перемещая шарнир соединения П 13 с цепью в ВН 20. После подьема П 13, 14 прокат 10 сходит с П 14 и выдается отсекателями 16 на накопитель до механиз ма 3. После выдачи проката 10 из К 11 шарнир П 13 перемещается вниз по ВН 20. 1 з.п. ф-лы, 7 ил ы |с 10 О hO Ю |oS /J /.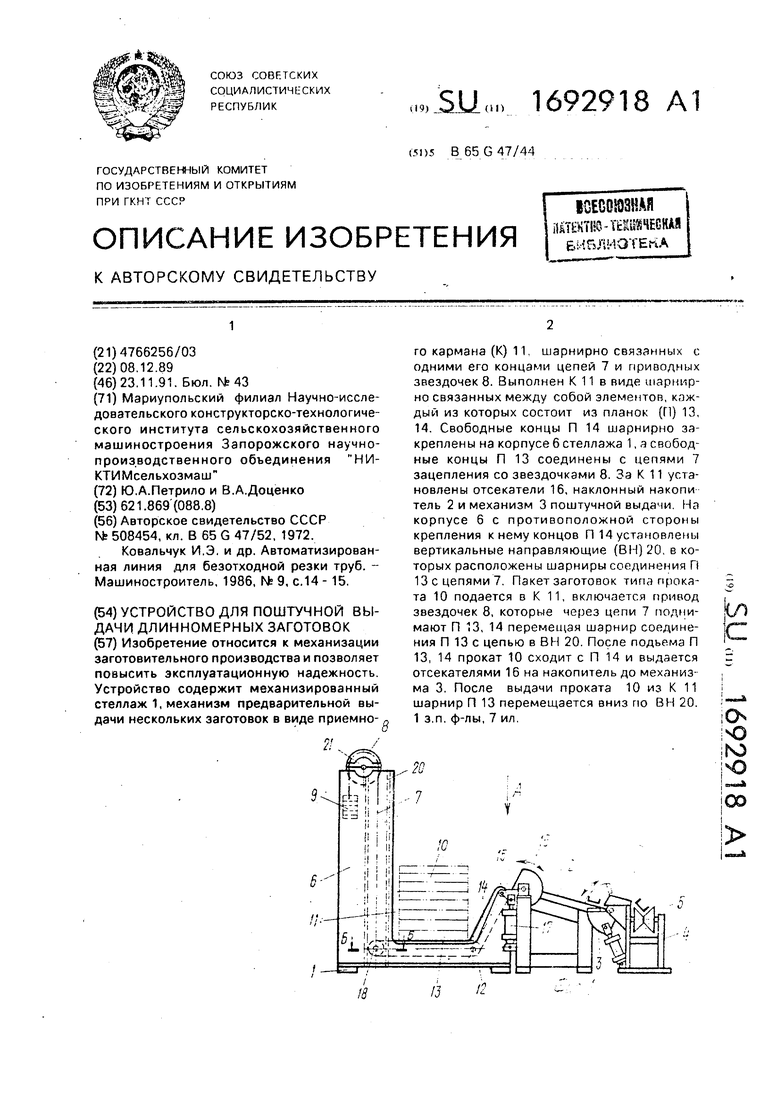
Фиг. 2
Y////////777777/, - / / . Фиг. 3
Фиг. б
/3
/4
Фиг, 7
| Подающее устройство для профильногопроката | 1972 |
|
SU508454A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Ковальчук И.Э | |||
| и др | |||
| Автоматизированная линия для безотходной резки труб | |||
| - Машиностроитель, 1986, № 9, с.14 - 15. | |||
