7 М / //
Изобретение относится к прокатному производству и может быть использовано на сортопрокатных станах при пакетировании длинномерного проката, например лифтовых направляющих таврового сечения.
Цель изобретения - повышение сохранности рабочих поверхностей проката.
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг, 5 - разрез Г-Г на фиг. 4; на фиг. 6 - узел i на фиг. 2,
Устройство содержит подающий механизм 1, включающий в себя подводящий рольганг 2, виммлерное приспособление 3 и перекладчик 4, приемную площадку 5, формирующий механизм 6, приспособление 7 для подачи формирующих стержней 8, механизм 9 обвязки пачки.
Виммлерное приспособление 3 состоит из трех пар линеекЮ, каждая из которых одним своим концом опирается на ролик 11, закрепленный на конце рычага 12, вторым концом через подшипник качения связана с эксцентриком трансмиссионного вала 13. Эксцентрики каждой линейки 10 развернуты один относительно другого на 180 . Трансмиссионный вал 15 виммлерного приспособления 3 связан с электроприводом 14.Рычаги 12 посажены на трансмиссионный вал 15, связанный с электроприводом. Приемная площадка 5 имеет опорные ребра 16, установленные консольно на стойках и образующие профилированный ложемент.
Перекладчик 4 состоит из подъемных балок 17, тележек 18 и приводов подъема балок 17 и перемещения тележек 18. Приспособление 7 для подачи формирующих стержней 8 представляет собой бункер 19, ось которого смонтирована на подшипниках качения в корпусах, закрепленных на эстакаде 20. Бункер 19 снабжен крышкой 21 и подпружиненной стенкой 22 на оси 23, дозатором 24 и диффузором 25. Дозатор 24 имеет два ролика 26, подпружиненный шток 27 с выталкивателями 28, пневмопривод 29. Формирующий механизм 6 состоит из по меньшей мере двух пар кантующих рычагов 30, установленных на осях 31, закрепленных на опорных ребрах 16 приемной площадки 5.
Рычаги 30 выполнены в виде L-образ- ных двуплечих рычагов, одно из плеч каждого рычага выполнено профилированным, а другое плечо каждого рычага через рычажную систему 32 связано с трансмиссионным валом 13. На профилированных плечах рычагов 30 установлены магниты 33. Опускающийся упор 34выполнен в виде двуплечего рычага, закрепленного на оси приемной
площадки 5. Одно его плечо выполнено профилированным, при этом выступ профиля служит упором, а на конце второго плеча смонтирован ролик 35. Для останова проката на рольганге 2 установлен упор 36.
Устройство снабжено датчиком наличия металла, например фотореле 37, счетным устройством 38 и датчиками, фиксирующими крайние положения механизмов, напри0 мер командоаппаратами 39 и 40 и конечными выключателями 41-46.
Командоаппарат 39 установлен на трансмиссионном валу приспособления 7, а командоаппарат 40 - на трансмиссионном
5 валу 13.
Конечные выключатели 41 и 44 установлены на эсстакаде 20, а конечные выключатели 42 и 43 - на стойке пневмопривода 29. Конечные выключатели 45 и 46 установлены
0 с возможностью взаимодействия с рычажной системой 32.
Устройство работает следующим обра- зом.
Прокат, например, лифтовые направля5 ющие, подводящим рольгангом 2 направляются в зону действия виммлерного приспособления 3 до упора 36, что фиксируется датчиком наличия проката, например фотореле 37. По его команде включается
0 виммлерное приспособление 3, перемещающее лифтовую направляющую к опускающемуся упору 34. ОдновременнофоторелеЗ дает сигнал (импульс) в счетное устройство 38, отсчитывающее заданное количество
5 штанг и число ходов виммлерного приспособления. После набора заданного числа лифтовых направляющих счетным устройством 38 выдается команда на подъем балок 17 перекладчика 4, при этом опускающийся
0 упор 34, взаимодействующий своим роликом 35 с балкой 17, поворачивается, утапливая плечо, служащее упором.
В верхнем крайнем положении, которое фиксируется датчиком положения, напри5 мер командоаппаратом 39, последний выдает команду на включение привода перемещения тележек 18. В переднем положении тележек 18 датчик положения, например командоаппарат 40, подает команду на
0 включение привода подъема балок 17 на опускание, При опускании балок 17 ряд направляющих укладывается на опорные ребра 16 приемной площадки 5, образуя при этом три группы лифтовых направляющих,
5 средняя из которых, состоящая, например, их трех лифтовых направляющих, образует своими основаниями три стороны многогранника, а две периферийные группы устанавливаются в зоне действия кантующих рычагов 30 формирующего механизма 4, Поеле прихода балок 17 в крайнее нижнее положение, что фиксируется командоаппара- том 38, последний дает команду на возврат тележек 18 в исходное положение и одновременно на опускание приспособления 7 в рабочее положение. Исходное положение тележек 18 фиксируется датчиком положения, например командоаппаратом 40, который одновременно дает разрешение на набор нового ряда лифтовых направляю- щих.
При опускании приспособления 7 его бункеры 19 занимают рабочее положение, поворачиваясь вокруг осей, закрепленных на эстакаде 20. Рабочее положение приспо- собления 7 фиксируется датчиком положения, например конечным выключателем 41, который дает команду на включение пневмопривода 29 на ход вперед.При этом подпружиненный шток 27 с выталкивателями 28 совершает ход вперед, выталкивая формирующие элементы 8 из дозатора 24, сжимая одновременно пружину штока 27. Формирующие элементы 8 укладываются в желобок, образованный средней группой лифтовых направляющих.
Под действием пружины шток 27 с выталкивателями 28 после получения команды от датчика 42 положения, фиксирующего крайнее переднее положение штока, воз- вращается в исходное положение, которое фиксируется датчиком 43. По команде датчика 43 приспособление 7 занимает исходное положение, что фиксируется датчиком 44, при этом под действием подпружинен- ной стенки 22 через диффузор 25 и дозатор 24 подаются очередные формирующие стержни 8. По команде датчик-а 45 с выдержкой времени включается пневмопривод поворота кантующих рычагов 30 и произво- дят окончательную формовку пачки. Крайние положения кантующих рычагов 30 контролируются датчиками 45 и 46. При кантовке частей пакета лифтовые направляющие удерживаются магнитами 33. По команде датчика 45 уплотненная пачка, сжатая кантующими рычагами 30, обвязывается механизмом 9 обвязки.
Кантующие рычаги 30 возвращаются в исходное положение и датчик 46 дает разрешение на начало нового цикла формирования пакета.
Формула изобретения
1.Устройство для формирования пачек длинномерного проката, содержащее станину и закрепленные на ней подающий механизм, приемную площадку, механизм обвязки и формирующий механизм, включающий в себя поворотные в вертикальной плоскости навстречу друг другу приводные рычаги, установленные в зоне приемной площадки с возможностью размещения их рабочих
поверхностей под рабочей поверхностью приемной площадки в исходном положении, отличающееся тем, что. с целью повышения сохранности рабочих поверхностей проката, рабочие поверхности приемной площадки и рычагов выполнены профилированными для ориентации укладываемого проката, над приводными рычагами формирующего механизма установлено приспособление для подачи в центральную часть пакета формирующих стержней, а рабочие поверхности уг.омяну- тых рычагов снабжены удерживающими магнитами.
2.Устройство поп. 1,отличающее- с я тем, что приспособление для подачи формирующих стержней содержит бункер с закрепленным на нем дозатором, поворотный в вертикальной плоскости и установленный на станине с возможностью размещения его выдачного отверстия в зоне рабочей поверхности приемной площадки в исходном положении рабочих рычагов и вне этой зоны в конечном положении упомянутых рычагов.
/4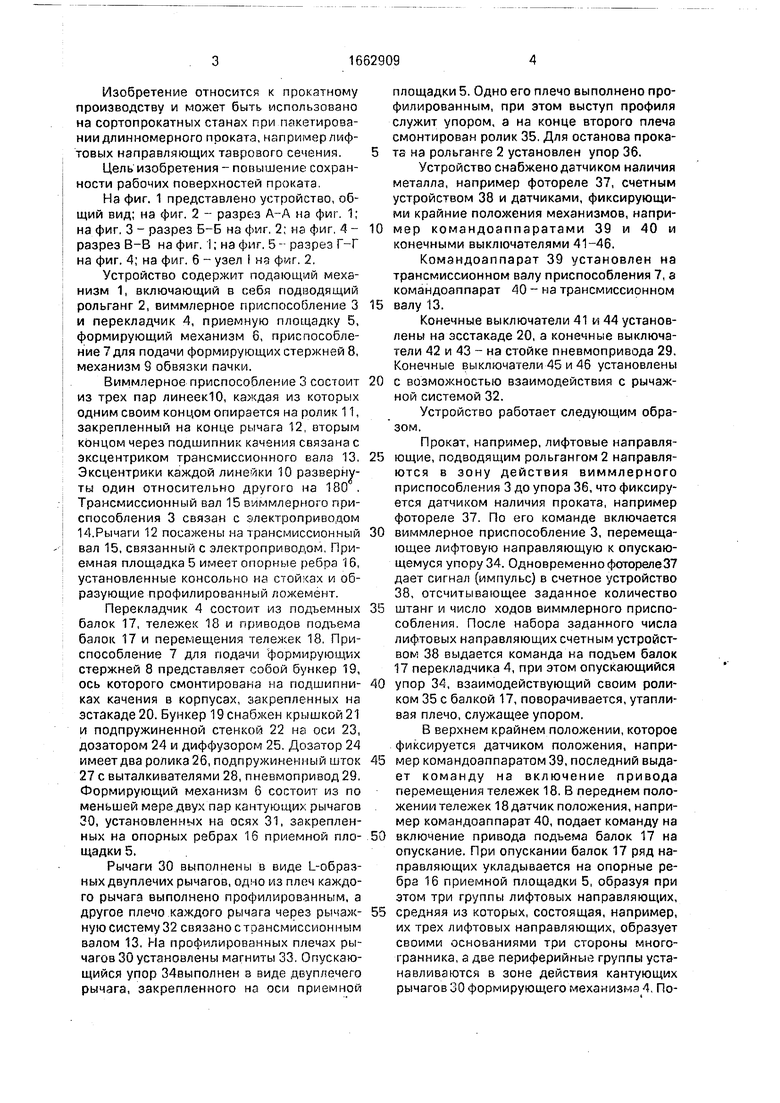

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для перемещения и вращения круглого проката | 1991 |
|
SU1816238A3 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ ПОЛОСОВОГО ПРОКАТА | 1973 |
|
SU367919A1 |
| Автоматический комплекс для резки листового проката | 1981 |
|
SU984733A1 |
| Устройство для резки проката | 1990 |
|
SU1791080A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Устройство для перемещения изделий | 1979 |
|
SU866380A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ ТРУБ ИЛИ ПРОКАТА | 1972 |
|
SU349431A1 |
| Устройство для перемещения проката в линии отделки | 1990 |
|
SU1713704A1 |
| Наматывающее устройство для мелкосортного проката | 1987 |
|
SU1447470A1 |


Изобретение относится к прокатному производству и может быть использовано на сортопрокатных станах при пакетировании длинномерного проката, например таврового сечения. Цель изобретения - повышение сохранности рабочих поверхностей проката. Рабочие поверхности приемной площадки 5 и рычагов 30 выполнены профилированными для ориентации укладываемого проката, а над ними размещено приспособление 7 для подачи формирующих стержней 8, установленное с возможностью выведения из зоны формирования пачки проката. Изделия укладывают на профильную поверхность приемной площадки 5, подводят приспособление 7, на центральную группу изделий укладывают формирующие стержни, после чего приспособление 7 отводят. Крайние группы изделий фиксируют магнитами на рабочих поверхностях рычагов 30 и, поворачивая последние навстречу друг другу, формируют пачку вокруг формирующего стержня 8. Пачку обвязывают механизмом 9 и после возвращения рычагов 30 в исходное положение удаляют. 1 з.п.ф-лы, 6 ил.
фцг.З
. Т-ид
СЗ
дгпф
угли
16
(риг. 6
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПАЧЕК К ОБВЯЗОЧНЫМ МАШИНАМ | 0 |
|
SU391013A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
