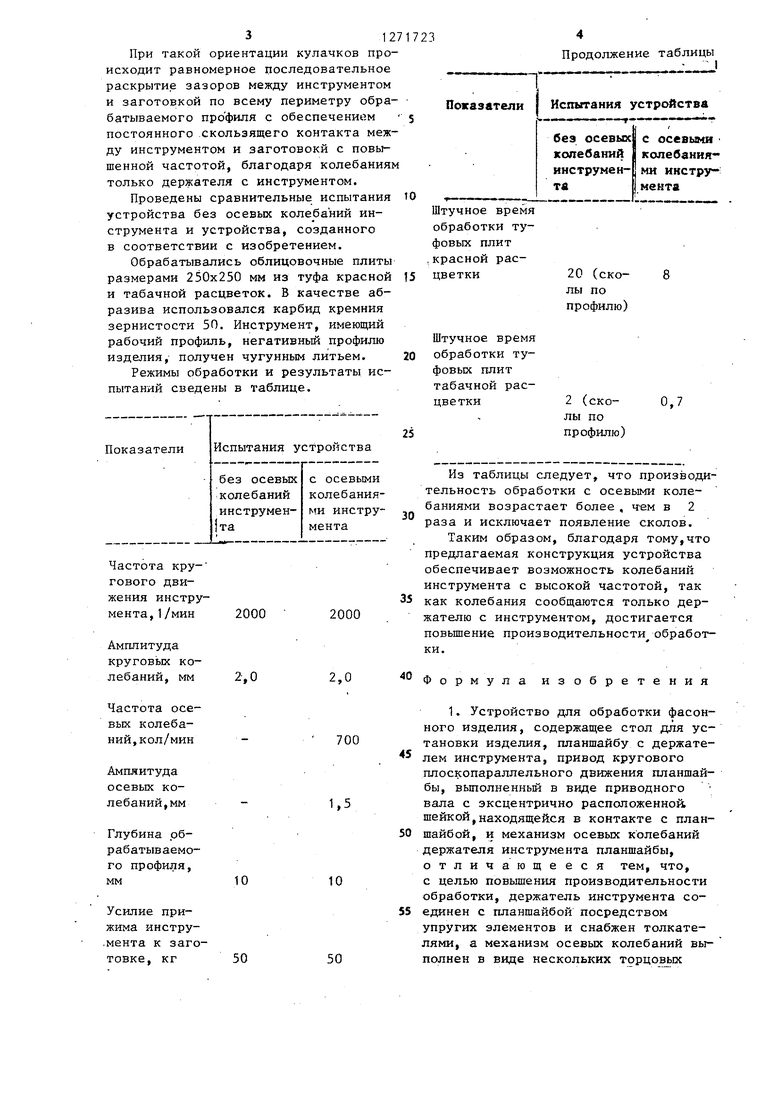
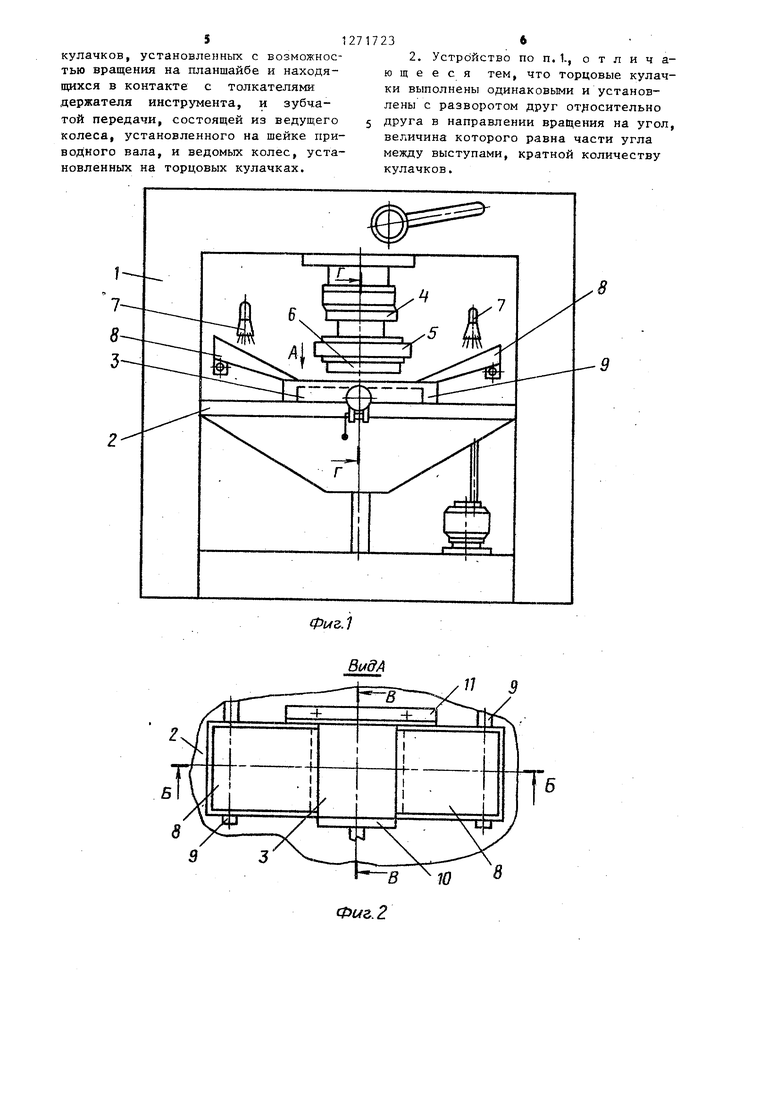
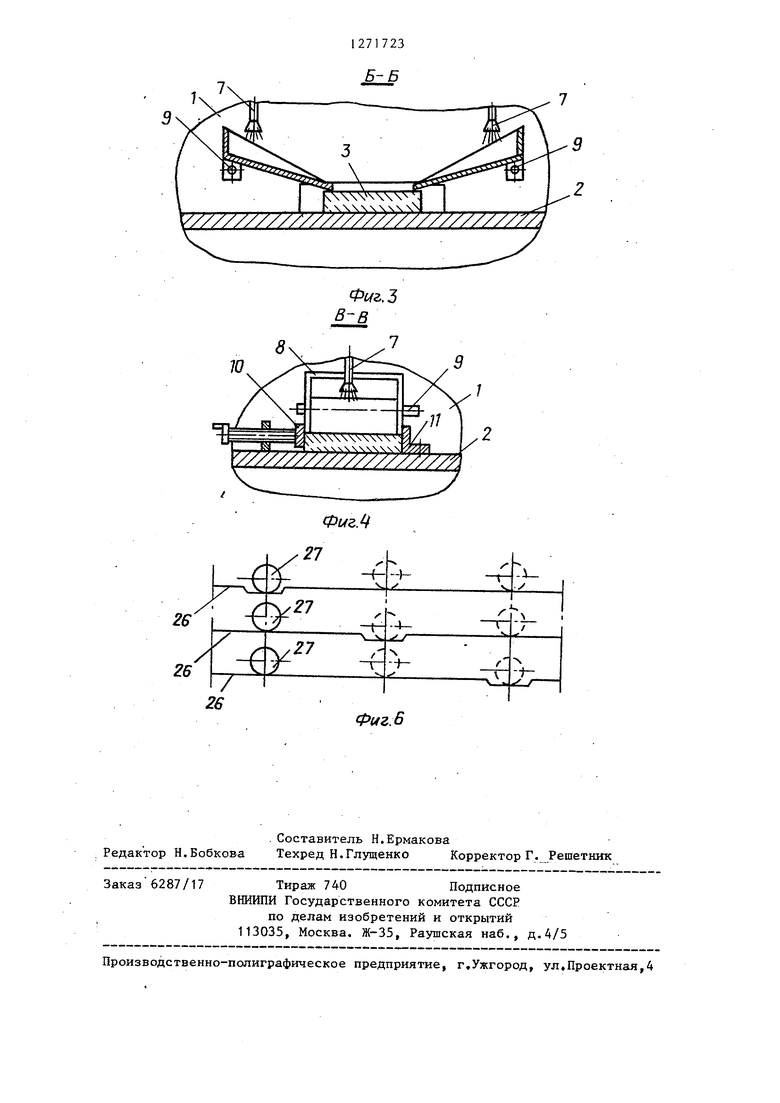
Изобретение относится к станкостроению и может быть использовано при создании оборудования для обработки фасонных изделий сложной формы. Цель изобретения - повышение производительности обработки за счет создания благоприятных условий для попадания абразивной суспензии в зону обработки при осевых колебаниях инструмента. На фиг.1 приведено предлагаемое устройство, .общий вид; на фиг.2 вид А на фиг.1; на фиг.З - сечений Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг.2; на фиг,5 - сечение Г-Г на фиг.1; на фиг.6 - схема ориентации профилей торцовых кулачков. Устройство содержит станину 1, стол 2, на который устанавливается обрабатываемое изделие 3. На станине 1 закреплена головка 4 с планшайбой 5, на которую крепится инструмент 6. станине закреплены также два соп7 для подачи абразивной суспензии Станина 1 снабжена двумя желобами 8, сидящими на осях 9, образующими в сочетании с зажимной планкой 10 и упором 11, а также обрабатываемой поверхностью изделия 3 корыто,, В кор пусе 12 головки 4 на подщипниках 13 установлен приводной вал 14 с эксцен трично расположенной шейкой 15. С шейкой 15 соединена планшайба 5 посредством подшипников 16 и 17, Планшайба 5 соединена с корпусом 12 посредством опоры 1-8 качения и устройства 19, предотвращающего поворот планщайбы относительно корпуса 12 (для простоты это устройство показано в виде резинового пояса, допускающего круговое поступательное движение планшайбы). С планшайбой 5 соединен держатель 2С инструмента 6 посредством упругих элементов 21 и 22. На шейке 15 закреплено зубчатое колесо 23, находящееся в зацеплении с колесами 24, сидящими на осях 25, закрепленных в планшайбе 5. На торцах колес 24 установлены торцовые кулачки 26, в которые упираются посредством подщипни ков 27 толкатели 28, установленные на держателе 20. Устройство работает -следующим образом. Обрабатываемую заготовку 3 устанавливают на стол 2 станка, прижима23ют к упору 11, фиксируют прижимной планкой 10 и подводят желоба 8 к обрабатываемой поверхности. Далее приводят во вращение приводной вал 14, который шейкой 15 сообщает планшайбе 5 плоскопараллельное круговое движение. Одновременно вращательное движение от вала14 через зубчатое колесо 23 передается колесам 24, снабженным торцовьмикулачками 26. Вращательное движение торцовых кулачков через толкатели 28 создает держателю 20 с инструментом 6 осевые колебательные движения частотой, равной ЧИСЛО оборотов шпинделя; число зубьев колес 23 и 24; число выступов профиля кулачка- 26. Амплитуда осевых колебаний предопределяется перепадами высот профиля торцового кулачка. Наличие корыта обеспечивает постоянное присутствие равномерной абразивной прослойки между инструментом и заготовкой. Абразивная суспензия из сопел 7 подается на желоба 8, откуда благодаря осевым колебаниям инструмента свободно растекается по всей поверхности обрабатываемой заготовки. Излишки абразива вместе с отходами обработки из рабочей зоны выносятся водой. При совпадении профилей кулачков 26 и их одинаковой установки периодически происходит полный отрыв инструмента от заготовки с последующим жестким ударом инструмента о заготовку. Это отрицательно сказывается на динамических показателях устройства. С целью предотвращения этого явления и обеспечения постоянного контакта между инструментом и заготовкой разворачивают в направлении их вращения кулачки 26 таким образом (фиг.6), что выступы профиля каждого кулачка в процессе работы последовательно входят в контакт со своим толкателем, обеспечивая непрерывный контакт инструмента с деталью. Это достигается при развороте кулачков друг относительно друга на угол, величина которого равна части угла мелдцу выступами, кратной количеству кулачков. При такой ориентации кулачков происходит равномерное последовательное раскрытие зазоров между инструментом и заготовкой по всему периметру обрабатываемого профиля с обеспечением постоянного скользящего контакта между инструментом и заготовокй с повышенной частотой, благодаря колебаниям только держателя с инструментом. Проведены сравнительные испытания устройства без осевых колебаний инструмента и устройства, созданного в соответствии с изобретением. Обрабатывались облицовочные плиты размерами 250x250 мм из туфа красной и табачной расцветок. В качестве абразива использовался карбид кремния зернистости 50. Инструмент, имеющий рабочий профиль, негативный профилю изделия, получен чугунным литьем. Режимы обработки и результаты испытаний сведены в таблице. 2000
2000
2,0
2,0
700
1,5
10
10
50
50
Из таблицы следует, что производительность обработки с осевыми колебаниями возрастает более , чем в 2 раза и исключает появление сколов.
Таким образом, благодаря тому,что предлагаемая конструкция устройства обеспечивает возможность колебаний инструмента с высокой частотой, так как колебания сообщаются только держателю с инструментом, достигается повьшение производительности обработки.
40
Формула изобретения
1. Устройство для обработки фасонного изделия, содержащее стол для установки изделия, планшайбу с держателем инструмента, привод кругового плоскопараллельного движения планшайбы, выполненньй в виде приводного вала с эксцентрично расположенной шейкой,находящейся в контакте с планшайбой, и механизм осевых колебаний держателя инструмента планшайбы, отличающееся тем, что, с целью повышения производительности обработки, держатель инструмента соединен с планшайбой посредством
упругих элементов и снабжен толкателями, а механизм осевых колебаний выполнен в виде нескольких торцовых Продолжение таблицы Испытания устройства Показатели без осевых с осевыми колебаний колебанияинструменми инструтамента Штучное время обработки туфовых плит красной рас20 (скоцветкилы по профилю) Штучное время обработки туфовых плит табачной рас2 (скоцветкилы по профилю)
5127
кулачков, установленных с возможностью вращения на штаншайбе и находящихся в контакте с толкателями: держателя инструмента, и зубчатой передачи, состоящей из ведущего колеса, установленного на шейке приводного вала, и ведомых колес, установленных на торцовых кулачках.
1723
2. Устройство по п. 1., о т л и ч аю щ е е с я тем, что торцовые кулачки выполнены одинаковыми и установлены с разворотом друг относительно
5 друга в направлении вращения на угол, величина которого равна части угла между выступами, кратной количеству кулачков.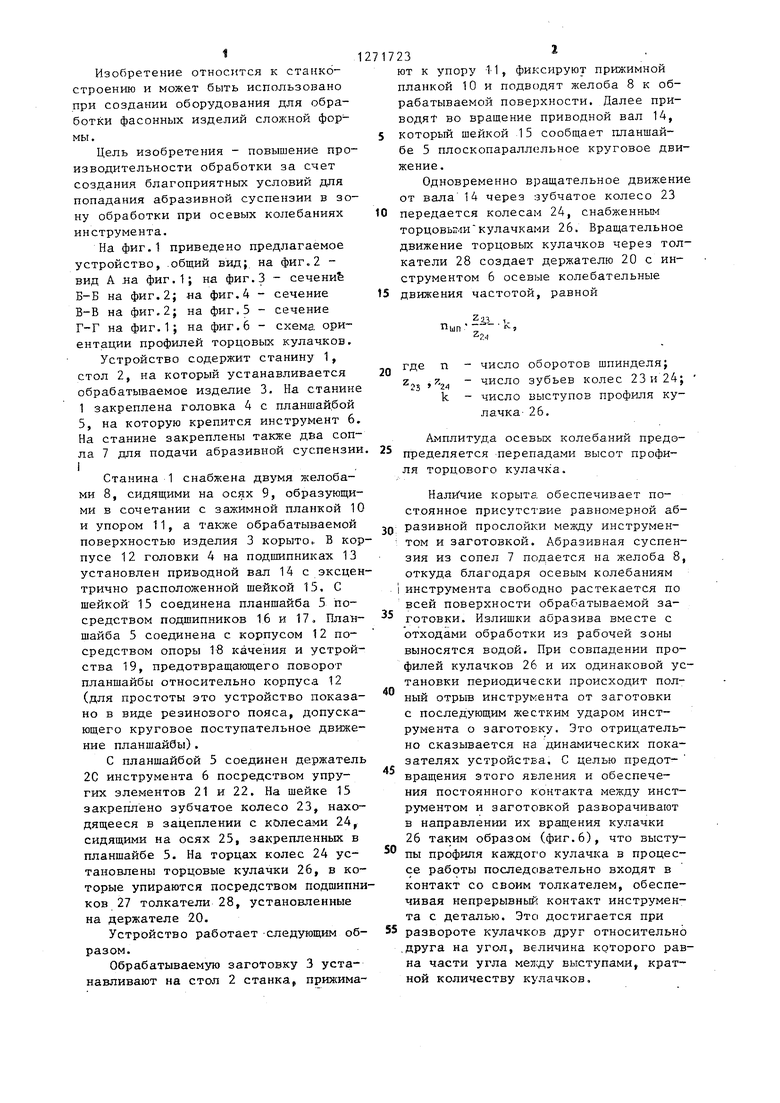
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки неметаллических материалов | 1982 |
|
SU1110052A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2203171C2 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| Универсальный многопозиционный шлифовальный станок | 1986 |
|
SU1404281A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| ПРИВОД ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2121423C1 |
Предложенный станок предназначен для обработки сложнопрофильных изделий из неметаллических материалов. Он содержит стол для установки изделия, планшайбу 5 с держателем 20 инструмента б, привод кругового плоскопараллельного движения планшайбы, выполненный в виде приводного вала 14с эксцентрично расположенной шейкой 15, а также механизм осевых колебаний, выполненный в виде нескольких торцовых кулачков 26, установленных на планшайбе 5 и находящихся в контакте с толкателями 28 держателя инструмента, и зубчатой передачи, состоящей из ведущего колеса 23, установленного на шейке 15 приводногр вала, и ведомых колес ,24, соединенных с торцовыми кулачками 26. Обработка изделия осуществляется за счет круго1 вого плоскопараллельного движения н осевых колебаний инструмента 6 при W обильной подаче абразивной суспензии в зону обработки. 1 с.п. и 1 з.п. ф-лы-. 6 йл.
В(дА
11 9
8
В Ю
Фиг. 2
ФигМ
26
Ь
.у
Фигб
| Способ обработки замкнутых профилей | 1972 |
|
SU476139A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
