127
с ними тягами 15 крестовины 16 с центральным стержнем 17 (С). С расположен по центральной оси крышки 2 и поджат к ней пружиной 18. На обращенных друг к другу сторонах основания 10 и поперечной перегородки 4 корпуса 1 смонтированы соответственно зубчатые полумуфты 22 и 8, взаимодействием которых крьшка 2 фиксируется от поворота относительно 1.При перемещении С вниз относительно осно760
вания через тяги 15 ползуны 13 сводятся к центру форм1)1. Их площадки 14 выходят из взаимодействия с замковой поверхностью а корпуса 1, и крьЕпка 2 отсоединяется,от корпуса, Лри перемещении С вверх относительно основания 10 под действием пр:/жины 18 ползуны
13перемещаются по лазам 11 от центра формы до взаимодействия площадок
14с опорной пове Х тостью а корпуса
и крышка 2 соединяется с корпусом.2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления кольцевых эластомерных изделий | 1990 |
|
SU1770138A1 |
| Форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1362636A2 |
| Форма для изготовления бесконечных зубчатых ремней | 1989 |
|
SU1733248A1 |
| Устройство для закатки резинокордного материала | 1987 |
|
SU1509281A1 |
| УНИВЕРСАЛЬНЫЙ АРТИЛЛЕРИЙСКИЙ КОМПЛЕКС ДЛЯ ТЕЛЕСКОПИЧЕСКОГО ПАТРОНА | 2018 |
|
RU2696949C2 |
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
| РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1988 |
|
RU2044608C1 |
| ЗАМОК | 1994 |
|
RU2075583C1 |
| Устройство для установки тензорезисторов в скважине | 1989 |
|
SU1714125A1 |
| Устройство для соединения шлангов | 1981 |
|
SU953350A2 |
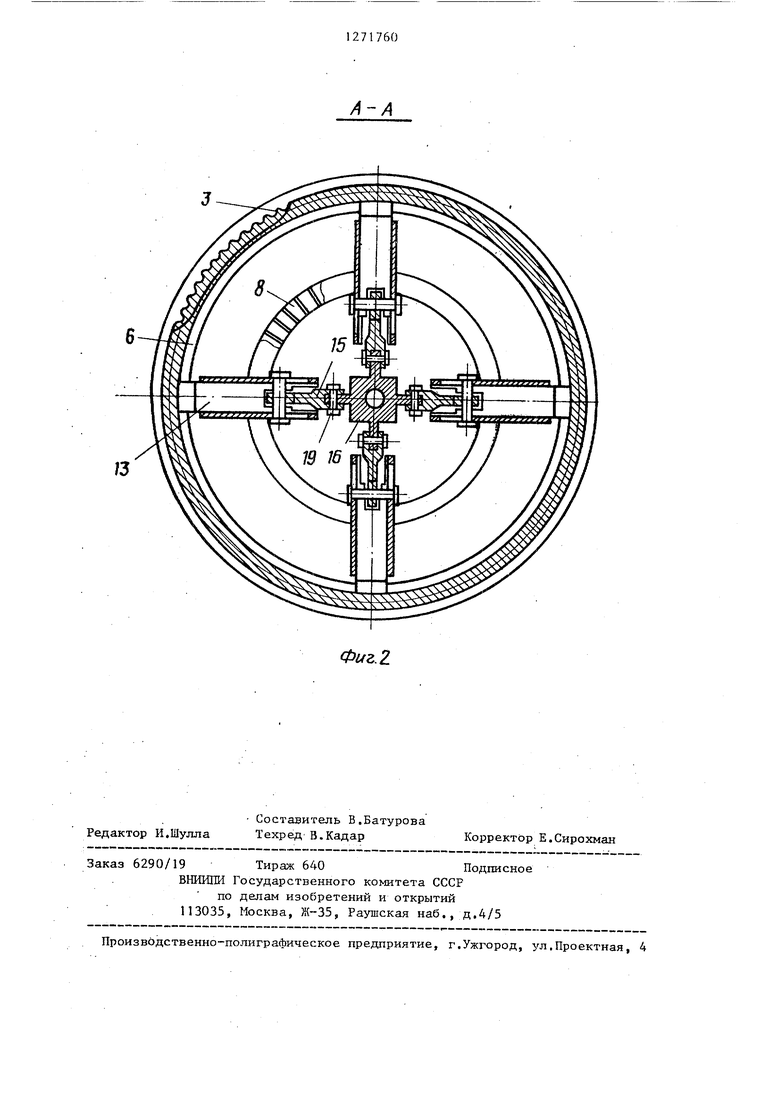
Изобретение относится к производству резинотехнических изделий и может быть использовано для изготовления бесконечных зубчатых ремней. Цель изобретения - повышение надежности и качества изделий. Для этого запорный элемент приспособления для соединения крышки 2 с корпусом 1 выполнен в виде установленных в радиальных пазах 11 основания 10 с возможностью aKCJianbHoro перемещения ползунов 13 и шарнирно связанной (Л 1C ч О5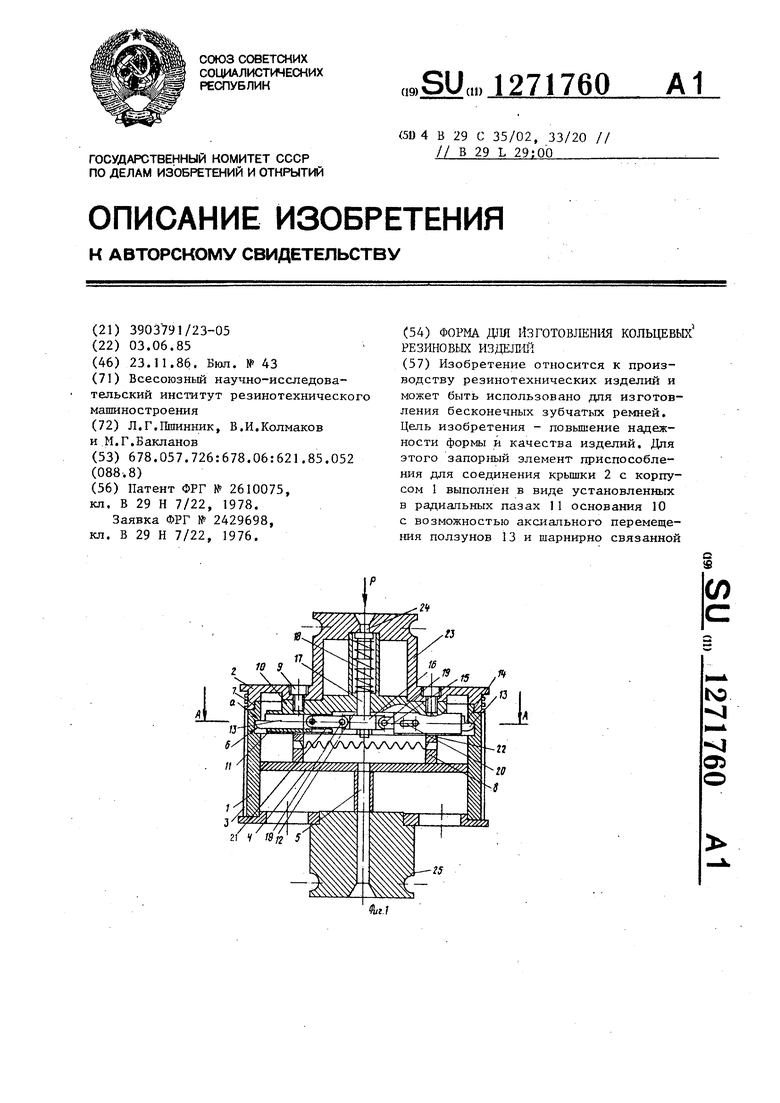
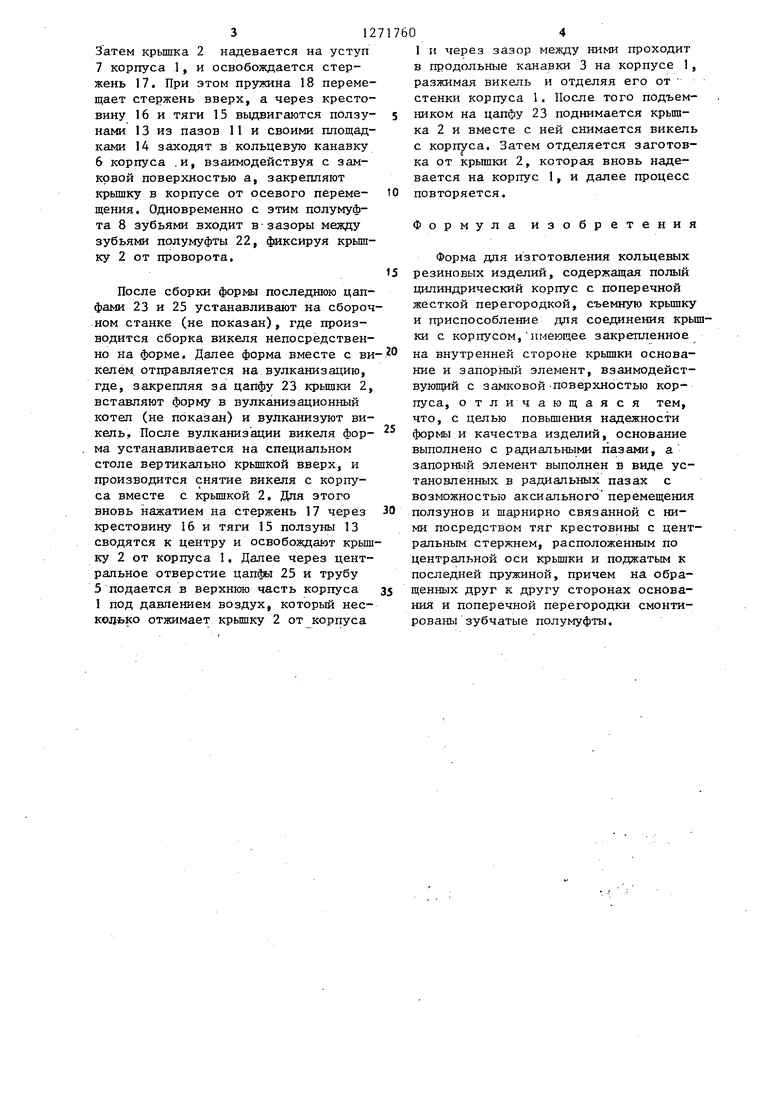
Изобретение относится к изготовлению резиновых технических изделий и может быть .использовано для изготовления плоскозубчатых и клиновых ремней с зубьями. Целью изобретения является повыше ние надежности формы и качества изделий. На фиг. изображена предлагаемая форма, продольт-гый разрез; на фиг. 2 разрез А-А на фиг,К Форма для изготовления кольцевых резино-вых изделий содержит полый цилиндрический корпус 1 и съемную крьш ку 2. Корпус 1 имеет снаружи продоль ные канавки 3, выполненные по профиjrno, изделия.Внутри корпуса 1 встроена жесткая поперечная перегородка 4 -с центральной трубой 5 для подвода дав ления под заготовку при ее снятии с корпуса 1. Вблизи от крышки 2 на внутренней стенке корпуса 1 выполнена кольцевая канавка 6 с замковой поверхностью а, а на наружной поверх ности - кольцевой уступ 7 для установки крьшкн 2, На перегородке 4 со стороны крьппки 2 закреплена зубчатая полумуфта 8. Форма имеет присгюсобл ние для соединения крышки с корпусом вьслючающее закрепленное на внутренней стороне крьшки 2 с- помощью винтов 9 основание 10 с радиальными пазами 11 и центральной расточкой 12 и запорный элемент. Запорный элемен выполнен в виде установленных в радиальных пазах:11 с возможностью аксиального перемещения ползунов 13 с площадками 14 для взаимодействия с замковой поверхностью а и шарнирно связанной с ползунами 13 тягами 15 крестовины 16 с центральным стержнем 17. Стержень 17 расположен по центральной оси крышки 2 и поджат к последней прулсиной 18. Концы осей 19, соединяющих крестовину 16 с тягами 15, расположены в прорезях 20, которые выполнены в стенках пазов И, ддя предотвращения проворота ползунов 13 относительно пазов 11. В нижней части стенок пазов 11 выполнены гнезда 21 для обеспечения линейного перемещения плутскеров в пазах 11 при перемещении стержня 17. На нижней части основания 10 закреплена зубчатая полумуфта 22, взаимодействующая с полумуфтой ,8.,,на перегородке 4 корпуса и предохраняющая крышку от проворота при сборке изделия, С наружной, стороны крышка 2 имеет цапфу 23 для.Установки формы при сборке изделия и транспортировки при вулканизации. Цапфа имеет центральное отверстие 24 для доступа к стержню 17 при его перемещении,Аналогич-ную цапфу 25 имеет также корпус 1. . Для изготовления кольцевогЪ изделия, например викел: я зубчатых рет-шей, сначала собирают форму. Для этого закрепляют на корпусе 1 крьшгку 2. С этой целью через отверстие 24 в цапфе 23 нажимают отверткой на стержень 17 и перемещают его вниз относительно основаш я 10, С7кимая при этом пружину 18. Через }фестовину 16 и шарнирные тяги 15 ползуны 13 сводятся к центру формы, что позволяет вставить основание 10 в корпус 1,
Затем крьшка 2 надевается на уступ 7 корпуса 1, и освобождается стержень 17. При этом пружина 18 перемещает стержень вверх, а через крестовину 16 и тяги 15 выдвигаются ползунами 13 из пазов 11 и своими площадками 14 заходят в кольцевую канавку 6 корпуса .и, взаимодействуя с замковой поверхностью а, закрепляют крышку в корпусе от осевого перемещения. Одновременно с этим полумуфта 8 зубьями входит в-зазоры между зубьями полумуфты 22, фиксируя крышку 2 от проворота,
После сборки формы последнюю цапфами 23 и 25 устанавливают на сборочном станке (не показан), где производится сборка викеля непосредственно на форме. Далее форма вместе с викелем. отправляется на вулканизацию, где, закрепляя за цапфу 23 крышки 2, вставляют форму в вулканизационный котел (не показан) и вулканизуют викель, После вулканизации викеля форма устанавливается на специальном столе вертикально крьшкой вверх, и производится снятие викеля с корпуса вместе с крышкой 2, Для этого вновь нажатием на стержень 17 через крестовину 16 и тяги 15 ползуны 13 сводятся к центру и освобождают крьшку 2 от корпуса 1. Далее через центральное отверстие 25 и трубу 5 подается в верхнюю часть корпуса 1 под давлением воздух, который несколько отжимает крьшку 2 от корпуса
1 и через зазор между ними проходит в продольные канавки 3 на корпусе 1, разжимая викель и отделяя его от стенки корпуса 1. После того подъемником на цапфу 23 поднимается крьппка 2 и вместе с ней снимается викель с корпуса. Затем отделяется заготовка от крьшки 2, которая вновь надевается на корпус 1, и далее процесс повторяется.
Формула изобретения
Форма для изготовления кольцевых резиновых изделий, содержащая полый цилиндрический корпус с поперечной жесткой перегородкой, съемную крышку и приспособление для соединения крьшки с корпусом,имеющее закрепленное на внутренней стороне крышки основакие и запорный элемент, взаимодействующий с замковойПоверхностью корпуса, отличающаяся тем, что, с целью повыше шя надежности формы и качества изделий, основание выполнено с радиальными пазами, а запорный элемент выполнен в виде установленных в радиальных пазах с возможностью аксиального перемещения ползунов и шарнирно связанной с ними посредством тяг крестовины с центральным стержнем, расположенным по центральной оси крышки и поджатым к последней пружиной, причем на обращенных друг к другу сторонах основания и поперечной перегородки смонтированы зубчатые полумуфты.
А-А
Фиг. 2
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ ПРОМЫВКИ ОБРАТНЫМ ПОТОКОМ | 2013 |
|
RU2610075C2 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ПРОИЗВОДСТВА ВАФЕЛЬ С КОФЕЙНЫМ АРОМАТОМ (ВАРИАНТЫ) | 2010 |
|
RU2429698C1 |
| Солесос | 1922 |
|
SU29A1 |
