Изобретение относится к изготовлениюустанавливается на корпусе 1. При этом
резиновых технических изделий, может бытьзубья 9 полумуфты 8, взаимодействуя с
использовано для изготовления плоскозубча-зубьями 7 полумуфты 6, совмещают протых и клиновых ремней и являетсядольные канавки 4 на крышке 2 с каусовершенствованием известного изобрете- навками 3 на корпусе 1. Стопоры 10 зания по авт. св. 1271760.ходят в кольцевую канавку 11 и закрепЦель изобретения - увеличение производительности и облегчение обслуживания формы за счет использования в качестве формующей всей боковой поверхности формы.
На фиг. 1 изображена предлагаемая форма, продольный разрез в верхней части; на фиг. 2 - то же.
Форма для изготовления кольцевых резиновых изделий содержит полый цилинд- j рический корпус 1 и счетную крыщку 2. Корпус 1 и крыщка 2 имеют снаружи продольные канавки 3 и 4, выполненные по профилю изделия.
Внутри корпуса 1 встроена жесткая поперечная перегородка 5, на которой зак- 20 деляется крыщка 2 от викеля. реплена зубчатая полумуфта 6 с зубьями 7. На нижнем основании крыщки 2 закреплена зубчатая полумуфта 8 с зубьями 9, взаимодействующими с зубьями 7 полумуфты 6.
В крыщке 2 встроены стопоры 10, взаимодействующие с кольцевой канавкой 11 на внутренней стенке корпуса 1.
Зубья 7 и 9 на полумуфтах корпуса и крыщки выполнены с угловым щагом
ляют крыщку 2 на корпусе 1.
После вулканизации викеля 12 его снимают вместе с крыщкой 2 с корпуса 1. Для этого конец его в месте прилега- НИН к крыщке 2 закрепляется зажимом, например металлической лентой 13 с натяжным замком 14. Возможно применение и других средств для закрепления конца викеля на крыщке.
После этого выключаются стопоры 10 и за цапфу крышка 2 вместе с викелем 12 снимается с корпуса 1. Далее отключается затяжной замок 14, снимается с конца викеля 12 металлическая лента 13 и отФормула изобретения
Форма для изготовления кольцевых резиновых изделий по авт. св. № 1271760, отличающаяся тем, что, с целью увеличения производительности и облегчения обслуживания формы, на наружной поверхности крыщки выполнены продольные
канавки, соответствующие продольным ка- кратным угловому щагу продольных кана- -jo навкам корпуса по профилю, а зубчатые БОК 3, 4 на корпусе и крыщке.полумуфты выполнены с угловым щагом.
Для изготовления кольцевого изделия сна- кратным угловому щагу продольных кана- чала собирается форма. Для этого крышка 2 вок корпуса и крышки.
j
ляют крыщку 2 на корпусе 1.
После вулканизации викеля 12 его снимают вместе с крыщкой 2 с корпуса 1. Для этого конец его в месте прилега- НИН к крыщке 2 закрепляется зажимом, например металлической лентой 13 с натяжным замком 14. Возможно применение и других средств для закрепления конца викеля на крыщке.
деляется крыщка 2 от викеля.
После этого выключаются стопоры 10 и за цапфу крышка 2 вместе с викелем 12 снимается с корпуса 1. Далее отключается затяжной замок 14, снимается с конца викеля 12 металлическая лента 13 и от20 деляется крыщка 2 от викеля.
Формула изобретения
Форма для изготовления кольцевых резиновых изделий по авт. св. № 1271760, отличающаяся тем, что, с целью увеличения производительности и облегчения обслуживания формы, на наружной поверхности крыщки выполнены продольные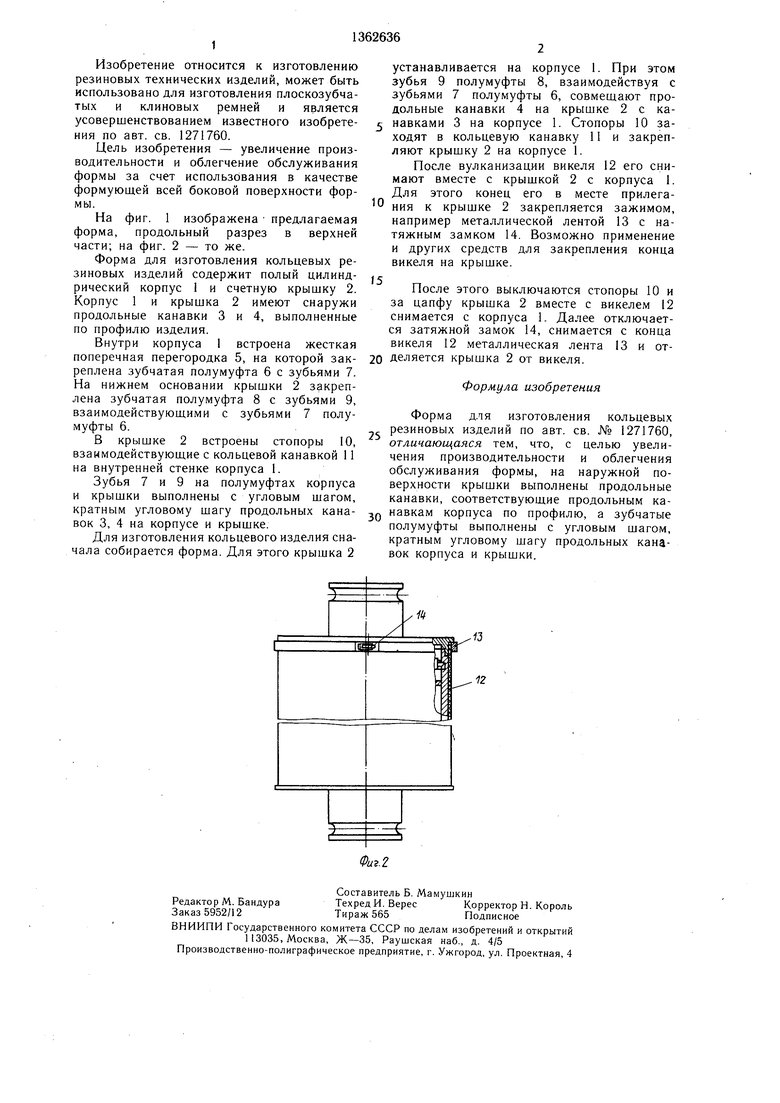
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления кольцевых резиновых изделий | 1985 |
|
SU1271760A1 |
| Форма для изготовления бесконечных зубчатых ремней | 1989 |
|
SU1728044A1 |
| Вулканизационное устройство | 1977 |
|
SU738894A1 |
| Форма для изготовления бесконечных зубчатых ремней | 1989 |
|
SU1733248A1 |
| Устройство для изготовления бесконечных ремней | 1987 |
|
SU1512782A1 |
| Устройство для проверки срабатывания центробежного реле ограничителя скорости шахтной подъемной установки | 1985 |
|
SU1252274A2 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| Устройство для формования и вулканизации клиновых ремней | 1988 |
|
SU1636235A2 |
| ДВУХДВИГАТЕЛЬНЫЙ ПРИВОД ЦЕМЕНТНОЙ МЕЛЬНИЦЫ | 1970 |
|
SU286481A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
Изобретение относится к изготовлению резиновых технических изделий, может быть использовано для изготовления плоскозубчатых и клиновых ремней и является усовершенствованием известного изобретения по авт. св. № 1271760. Цель изобретения - увеличение производительности и облегчение обслуживания формы. Для этого на наружной поверхности крышки 2 выполнены продольные канавки 4, соответ- ствуюш.ие продольным канавкам 3 корпуса 1 по профилю. Зубчатые полумуфты 8 и 6 выполнены с угловым шагом, кратным угловому шагу продольных канавок корпуса и крышки. При сборке формы полумуфты взаимодействуют зубья.ми 7 и 9 и совме- ш.ают продольные канавки на крышке и корпусе. 2 ил. (О 7 со о: rsD 05 со о:) o tPa.l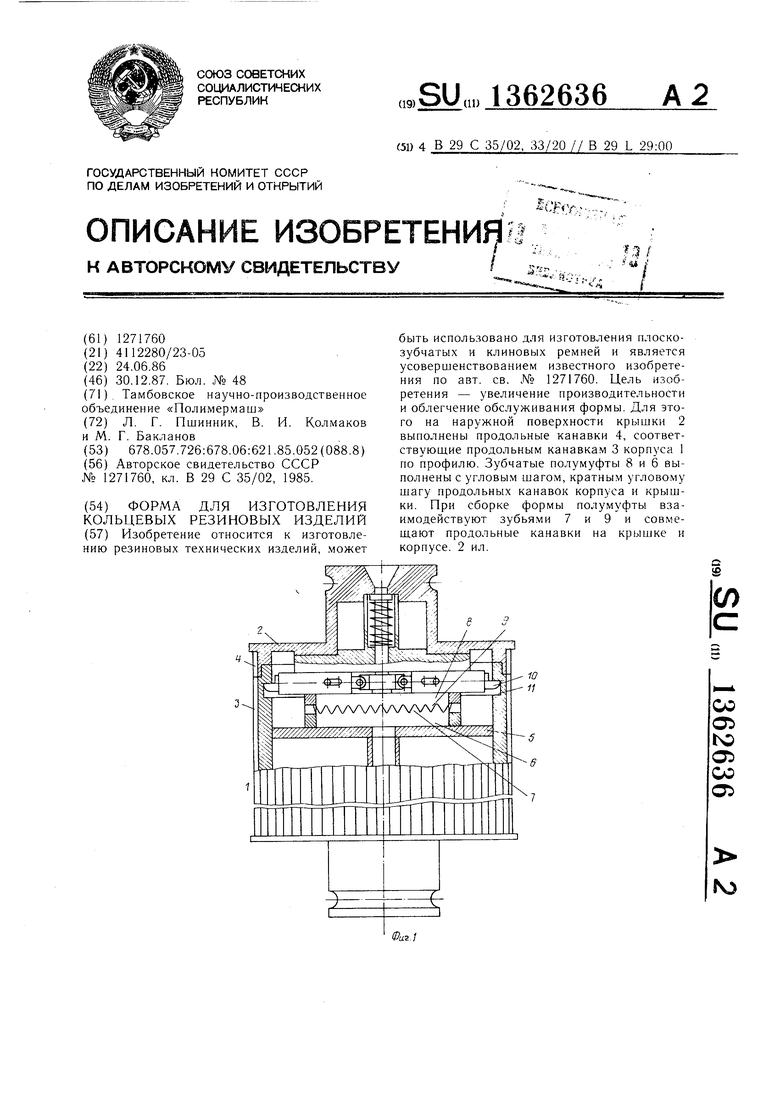
Редактор М. Бандура Заказ 5952/12
Составитель Б. Мамушкин Техред И. ВересКорректорН. Король
Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Форма для изготовления кольцевых резиновых изделий | 1985 |
|
SU1271760A1 |
| Солесос | 1922 |
|
SU29A1 |
