Ю
ю
о
Изобретение относится к металлургии, химической технологии и может быть ис.мо, ьзовано для управления технологическими процессами в аппаратах с кипящим СоЮем.
Целью изобретения является увеличение выхода готового продукта.
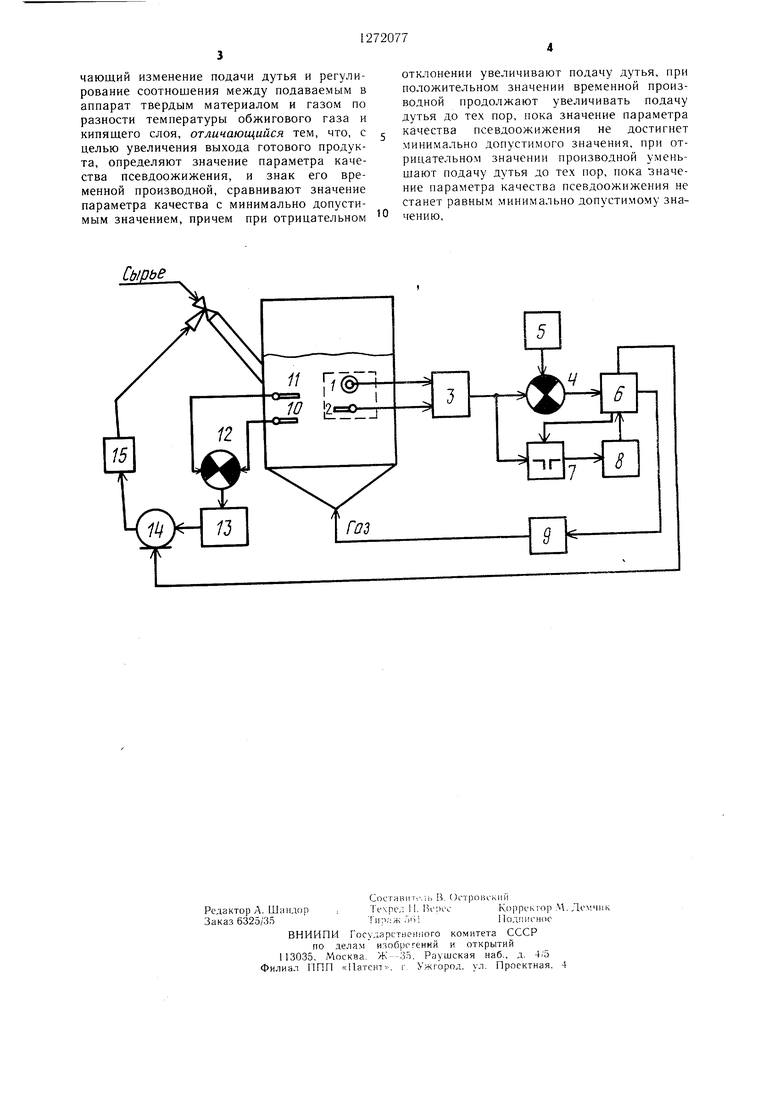
На чертеже представлена схема устройства для реализации способа управления процессом в аппаратах с кипящим слоем, в которых может осуществляться обжиг, сущка, сжигание.
Схема содержит датчик 1, измеряющий абсолютное значение и пульсации порозности слоя, датчик 2, измеряющий пульсации температуры слоя, блок 3 определения значения параметра качества псевдоожижения, сравнивающее устройство 4, устройство 5, задающее минимально допустимое значение параметра качества псевдоожижения, коммутирующее устройство 6, контактные группы 7 коммутирующего устройства, блок 8 вычисления временной производной от параметра качества псевдоожижения, исполнительный механизм 9 подачи дутья в аппарат, датчики 10 и 11 температуры, устройство 12, вычисляющее разность сигналов с датчиков 10 и 11, регулятор 13 скорости подачи твердого материала в слой, блок 14 запрета, исполнительный механизм 15 подачи сырья в аппарат.
Блок 6 представляет совокупность входных и выходных реле, а блок 8 - обычное дифференцирующее звено.
Сигналы с датчиков 1 и 2, изм.еряющих абсолютное значение порозности, пульсации температуры и порозности, поступают в блок 9 для определения значения параметра качества псевдоожижения по формуле
и(-) .Wg
2Je: /L
где -средняя порозность слоя материала;
g - ускорение свободного падения,
L-минимальный размер слоя материала, м;
Jf -качество псевдоожижения. Полученное значение параметра сравнивается в устройстве 4 с минимально допустимым, поступавощим с задатчика 5. Устройство 4 вычисляет разность между текущим и заданным значением параметра качества нсевдоожижения. Сигнал разности поступает в коммутирующее устройство 6 и если разность отрицательна, то коммутирующее устройство 6 выдает команду на исполнительный механизм 9 на увеличение подачи дутья. Одновременно устройство 6 своей контактной группой 7 подключает к выходу блока 3 блок 8 вычисления временной производной от параметра качества псевдоожижения. Вместе с этим коммутируюгцее устройство 6 выдает команду на блок 14 запрета на отключение регулятора 13 от исполнительного механизма Ьь подачи
сырья, т.е. при значении параметра качества псевдоожижения меньщем заданного, регулирование подачи сырья не производится-, подача сырья остается такой, какой она была в момент отрицательного отклонения параметра качества псевдоожижения от заданного.
По мере увеличения подачи дутья появляется значение временной производной от параметра качества псевдоожижения, на выходе блока 8 появляется сигнал, пропорциональный временной производной, и если сигнал положительный, то устройство 6 продолжает выдавать сигнал на исполнительный механизм 9 на увеличение подачи дутья,
если же сигнал на выходе устройства 8 отрицательный, то коммутирующее устройство б выдает сигнал на исполнительный механизм 9 на уменьщение подачи дутья. Одновременно с появлением сигнала производной от параметра устройство 6 отключает при помощи контактной группы 7 блок 8 от блока 3, так как знак производной определен. Продолжающееся изменением подачи дутья (уменьщение или увеличение) не прекратится до тех пор, пока разность текущего и
5 минимально допустимого значений параметра качества псевдоожижения не станет равной нулю.
В таком случае коммутирующее устройство 6 снимет сигнал с устройства 9, изменение подачи дутья прекратится. Одновре менно устройство 6 снимет сигнал с блока 14 запрет, регулятор 13 подключается к исполнительному механизму 15 подачи сырья. Регулирование процесса проводится путем изменения подачи сырья в аппарат. Сигналы с датчиков 10 и 11. измеряющих температуры, поступают на устройство 12 вычисления разности температур, сигнал разности поступает на регулятор 13 и далее через блок запрета 14 на исполнительный механизм 15 подачи сырья. Если разность тем0 ператур ниже заданной, то подачу сырья увеличивают, если разность те.мператур выще заданной, то загрузку сырья уменьшают. Если значение параметра качества нсевдоожижения становится меньше заданного (минимально допустимого), то процесс гогулирования повторяется.
Преимуществом изобретения я B.I/-и ...ч повышение качества управления з;: сК; того, что при управлении учитываете и режим движения и перемеливания частиц в
Q аппарате, что позволяет увеличить выход готового продукта, время межремонтного пробега установок и за счет этого улучшить технико-экономические показатели работы промыщленных аппаратов.
5Формула изобретения
Способ управления технологическим процессом в аппарате с кипящи.м слоем, вк.1ючающий изменение подачи дутья и регулирование соотношения между подаваемым в аппарат твердым материалом и газом по разности температуры обжигового газа и кипящего слоя, отличающийся тем, что, с целью увеличения выхода готового продукта, определяют значение параметра качества псевдоожижения, и знак его временной производной, сравнивают значение параметра качества с минимально допустимым значением, причем при отрицательном
отклонении увеличивают подачу дутья, при положительном значении временной производной продолжают увеличивать подачу дутья до тех пор, пока значение параметра качества псевдоожижения не достигнет минимально допустимого значения, при отрицательном значении производной уменьшают подачу дутья до тех пор, пока значение параметра качества псевдоожижения не станет равным минимально допустимому значению.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом двухстадийного восстановления алунитовой руды | 1982 |
|
SU1261906A1 |
| Способ автоматического регулирования процесса обжига в печах с кипящим слоем | 1978 |
|
SU894313A1 |
| Способ автоматического управления процессом классификации гранулированных удобрений | 1985 |
|
SU1286581A1 |
| Способ управления процессом распылительной сушки | 1988 |
|
SU1550306A1 |
| Способ управления каталитическим процессом в псевдоожиженном слое | 1979 |
|
SU925376A1 |
| Способ оценки качества псевдоожижения | 1983 |
|
SU1170329A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ОБЖИГА В ПЕЧАХ С КИПЯЩИМ СЛОЕМ | 1973 |
|
SU388186A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1988 |
|
SU1553519A1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТЕЙ НАГРЕВА ПАРОПЕРЕГРЕВАТЕЛЯ ОТ ПЕРЕГРЕВА ПРИ УВЕЛИЧЕНИИ ПОДАЧИ ТОПЛИВА В ТОПКУ ПАРОВОГО КОТЛА | 1999 |
|
RU2162191C1 |
| Устройство управления процессом восстановления алунитовой руды в печи кипящего слоя | 1980 |
|
SU932170A1 |
Изобретение относится к металлургии и может быть использовано для управления технологическими процессами в аппаратах с КИПЯШ.ИМ слоем. Цель изобретения - увеличение вы.хода готового продукта. Способ управления состоит в изменении подачи дутья и регулировании соотнои епия между подаваемы.м в аппарат твердым материалом и газом по разности температур обжигового газа и кипящего слоя. Согласно изобретению дополнительно определяют значение параметра качества псевдоожижения и знак его временной производной, сравнивают значение параметра качества с минимально допустимым значением, причем при отрицательном отклонении увеличивают подачу дутья, при положительном значении временной производной продолжают увеличивать подачу дутья до тех пор, пока значение параметра качества не достигнет минимально ю допустимого значения, при отрицательном (Л значении производной уменьшают подачу дутья до тех пор, пока значение параметра качества не станет равным минимально ДОПУСТИМОМУ значению. 1 ил.
Сырье
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ОБЖИГА В ПЕЧАХ С КИПЯЩИМ СЛОЕМ | 0 |
|
SU388186A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ автоматического регулирования процесса обжига в печах с кипящим слоем | 1978 |
|
SU894313A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
