Изобретение относится к автоматизации процесса подготовки фосфатного сырья к электровочгонке, в частности процесса термообработки фосфоритных окатышей, и может быть использовано в химической промышленности.
Целью изобретения является увеличение выхода годных окатышей.
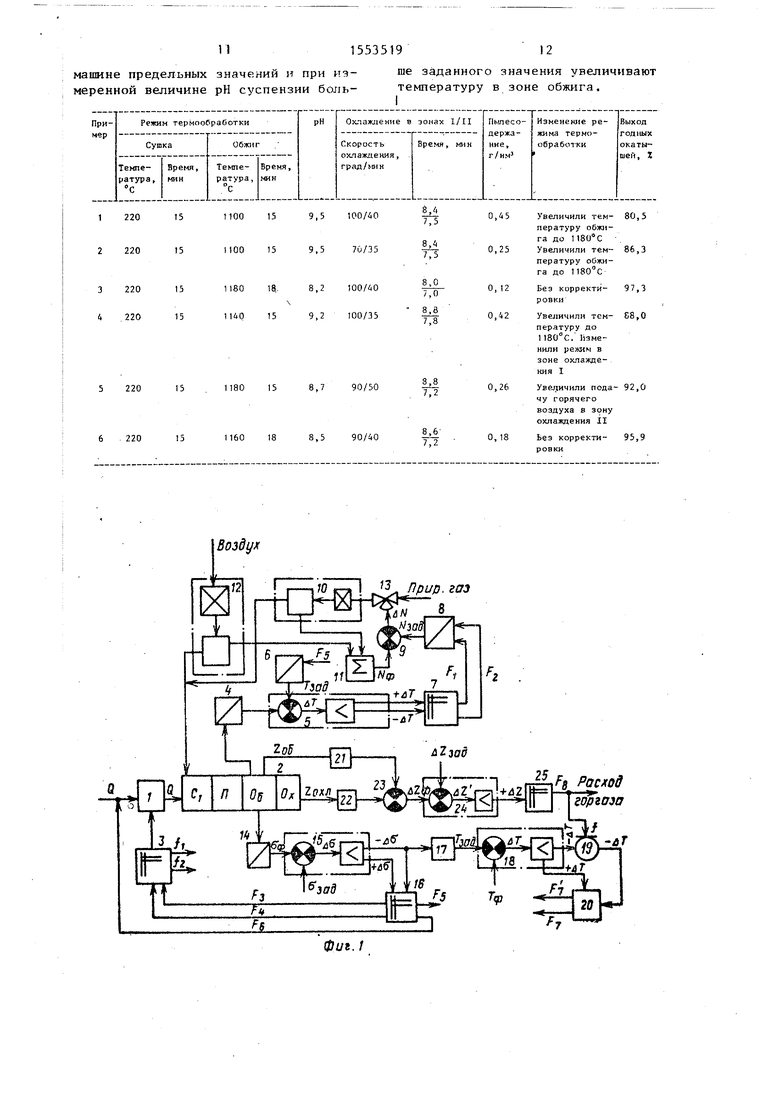
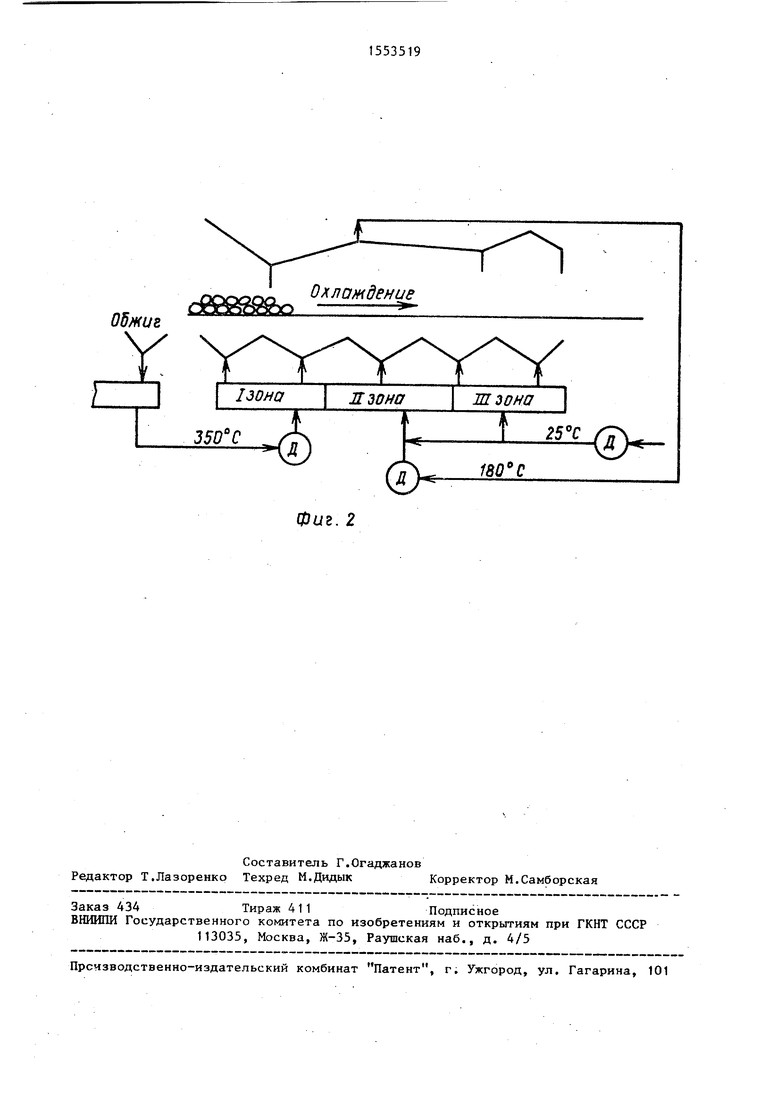
На фиг.1 приведена блок-схема устройства, реализующего данный способ управления} на фиг.2 - схема газопотоков, подаваемых в зоны охлаждения обжиговой машины.
Блок-схема устройства содержит (фиг.1) конвейер 1, обжиговую машину 2, привод 3 конвейера, датчик 4 температуры, блок 5 сравнения с усилителем, задатчик 6 температуры, блок 7 управления, блок 8 задания соотношения, блок 9 сравнения, расходомер 10, делитель 11, исполнительные устройства 12 и 13, блок 14 измерения рН, блок 15 сравнения, блок 16 управления, блок 17 садания, блок 18 сравнения, блок 19 запрета, исполнительный механизм 20, пробоотборел &л со
ЈЛ
ники 21 и 22, блок 23 вычисления, блок 24 сравнения и бло:; 25 управления .
Способ осуществляют следующим об разом,
В блоке 14 осуществляется измерение величины рН суспензии, приготовленной из обожженных окатышей, и определяют прочность их, в блоке 15 сравнения происходит сравнение фактической и заданной прочности окатышей, выход блока 15 через усилитель соединен с блоком 16 управления, который осуществляет отработку возму- щения по определенной программе, т.е. изменяет скорость передвижения паллет (сигналы Fq и F) или дозировку сырых окатышей (сигнал Fg)„
В случае невозможности примене- ния этих регулирующих воздействий изменяют температурный режим в зоне обжига (сигнал F5) .
Одновременно сигналы с выхода усилителя (- &G) поступают на вход блока 17 задания температурного режима в первой зоне охлаждения.
Входы блока 18 сравнения соединены с выходом задатчика 17 и датчи ка температуры (не показан), а вы- ходы через усилитель соединены с исполнительным механизмом 20 (подачи теплоносителя в первую зону охлаждения), причем если температура выше заданной, то сигнал об отклонении (+Д.Т) проходит в блок 20, а если температура меньше заданной, то сигнал (-&Т) проходит в блок 20 только через блок 19 запрета, только при отсутствии на запрещающем входе блока 19 сигнала f, который формируется на выходе контура контроля запыленности. Коьтур контроля запыленности состоит из пробоотборников 21 и 22, измеряющих пьшесодер жание соответственно на выходе зоны обжига и первой зоны охлаждения.
В блоке 23 вычисляется разность показаний обоих пробоотборников, которая сравнивается в блоке 24 сравнения с заданной (опорной)величинойь Если запыленность больше заданной, то на выходе усилителя появится сигнал Fg на корректировку температурного режима второй зоны охлаждения и он же (размноженный) является сигнало запрета (Ј), который поступает на запрещающий вход блока 19 запрета.
Q 5
0
5
Q ,Q .
5
0
Рассмотрим осуществление способа на примере работы обжиговой конвейерной машины. С тарельчатых гранулято- ров через систему конвейерных укладчиков сырые окатыши поступают на конвейер 1 обжиговой машины 2. Первоначальная подача осуществляется из расчета, чтобы высота слоя окатышей на паллете была 200 мм, Скорость продвижения паллет устанавливают посредством привода 3, например 18 п/ч.
Далее материал поступает в обжиговую машину, где последовательно проходит термообработку по стадиям: сушка, подогрев, обжиг и охлаждение. Стадии сушки и охлаждения разбиты на отдельные поддиапазоны. Так зона сушки имеет три подзоны, причем в каждой подзоне устанавливают свой температурный и аэродинамический режим, т.е. температуру сушки, скорость фильтрации и направление подачи теплоносителя .
Температурный режим в зависимости от конкретной зоны поддерживается путем изменения соотношения между природным газом и воздухом или количеством теплоносителя.
Пусть первоначально задатчиком 8 установлено соотношение количества вторичного воздуха к природному газу 1:1,15. С датчика 4 температуры (рассматриваем зону обжига, но система регулирования температуры имеется в каждой зоне и работает известным способом) сигнал, пропорциональный фактическому значению, например 1200°С, поступает в блок 5 сравнения, где сравнивается с сигналом, пропорциональным заданной температуре, например 1170°С. На выходе блока сравнения появляется сигнал рассогласования +ДТ, который через усилитель поступает в блок 7 управления, представляющий двухпозицион- ный регулятор. Регулятор 7 выдает в систему регулирования подачи теплоносителя, в частности на задат- чик 8, сигнал F4, который изменяет заданное соотношение с 1:1,15 на 1:1,12. Сигналы, пропорциональные фактическому расходу воздуха и природного газа, поступают п арифметическое устройство (блок 11), выполненное по схеме делителя, В этом блоке определяется фактическое отношение между компонентами теплоноси51
теля, которое сравнивается в блоке 9 сравнения с заданным значением (1: : 1,12)-и в случае отклонения сигнал поступает на исполнительный механизм 13 (регулирующий клапан), изменяющий подачу природного газа.
В случае отклонения температуры обжига, например 1120°С, на выходе блока 7 находится сигнал F2 на уве- личение подачи природного газа путем изменения заданного соотношения между вторичным воздухом и природным газом, т.е. в блоке 8 устанавливается соотношение 1:1,18, которое в бло ке 9 сравнения сравнивается с фактическим соотношением и так как оно меньше заданного (1:1,15), то на регулирующий клапан 13 поступает соответствующий сигнал на увеличение по- дачи природного газа.
Таким образом, отработка возмущений по каналу - регулирование температурного режима осуществляется известными способами.
Контроль качества обожженных окатышей осуществляют следующим образом После обжига отбирают 0,5 кг окатышей (куска и т.д.), дробят и истирают их, гидратируют в 1 л дистил- лированной воды при комнатной температуре и постоянном перемешивании в течение 15 мин.
Все эти операции реализуются в блоке 14, рН-метром измеряют рН полученной суспензии. В блоке 15 сравнения фактическое значение рН сравнивается с заданным значением или непог. средственно сравниваются соответствующие им значения прочности окаты- |шей. Заданное значение зависит от состава исходной шихты для окомкова- ния и находится в пределах 7-9,5.
Была установлена зависимость между величиной рН обожженных окатышей и их механической прочностью.
Конкретное заданное значение рН, с которым сравнивается полученное фактическое значение, зависит от ряда факторов, поэтому можно получить его непосредственно, подвергая термообработке фосфатную муку при температуре обжига, т.е. при 1150-1180°С, или пользуясь графиками, полученными для различного состава сырья и содержания оптимальной фракции - 0,074 мм в фосмуке.
Пусть на окомкование поступила руда с содержанием COj. в ней 7%, со
. Q 20
25
зд
.
дс
Q
35
5
19
держание оксидов щелочных металлов 0,7 и выход фракции - 0,074 - 70%. Исходя из полученных зависимостей, заданное значение рН обожженных окатышей должно быть в пределах 7,0 - 8,0.
Поэтому в блоке 15 сравнения фактическое значение рН 9 сравнивается с
заданным рН 8.
i
Наиболее оптимальной является прочность окатышей 180 кг/см2 и выше, а при рН 9 она несколько ниже и соответствует 130-140 кг/см2.
На выходе блока 15 сравнения появляется сигнал рассогласования, соответствующий рН 1,0, т.е. прочность ниже заданной, который через усилитель поступает в блок 16 управления. В зависимости от величины отклонения величины рН (т.е. прочности окатышей) на выходе блока 16 формируется сигнал сигнал F - на уменьшение скорости перемещения паллет, т.е. на увеличение времени пребывания окатышей в зоне обжига, если качество окатышей ниже нормы} сигнал F - на увеличение скорости перемещения паллет, если прочность окатышей более 200 кг/см2 (при отклонении ЛрН 1), т.е. уменьшение времени пребывания окатышей в зоне обжига.
Лимитирующими факторами для этих двух воздействий является соответственно минимально- и максимально допустимая скорость передвижения паллет.
В этом случае при отклонении качества окатышей формируют сигнал F6 на изменение количества сырых окатышей, но т.олько в меньшую сторону, т.е. при недостаточной прочности окатышей, поэтому лимитирующим фактором для этого сигнала является оптимальная производительность обжиговой машины.
Если прочность окатышей ниже нормы, а воздействия F и F6 применить нельзя, то на выходе блока 16 формируется сигнал F5 - на изменение температурного режима обжига, т.е. увеличение температуры.
На выходе управляющего блока 16 при отклонении качества обожженных окатышей от нормы имеется только один сигнал Ґ$ или . Обычно скорость охлаждения обожженньсх окатышей первоначально задается исходя из того, что процесс термообработки протекает нормально, поэтому обычно принимают на первой стадии охлаждения такой температурный режим, чтобы скорость охлаждения в зоне I была 100°С/мин, в зоне II - 40°С/мин, причем в зоне II охлаждение осуществляется за счет поддержания COOT- ношения между горячим воздухом с температурой 180 С.-и вторичным воздухом с температурой 250°С в пределах 1:2 (см. фиг.2).
В рассматриваемом примере качест- во (прочность) обожженных.окатышей меньше нормы и наблвдается большое рассогласование рН 1, поэтому необходимо скорость охлаждения в зоне I уменьшить с первоначально заданной скорости 100 С/мин до 70°С/мин. Так как прочность обожженных окатышей недостаточна, при большой скорости охлаждения возникает шоковое состояние, окатыши растрескиваются, и увеличивается выход мелочи.
Сигнал на корректировку задания в блок 17 задания температурного режима зоны охлаждения I поступает непосредственно от фазочувствительно- го усилителя блока 15.
Заданный температурный режим поддерживается известным способом путем изменения количества газа, имеющего температуру 350°С и поступающего че- рез дымосос в зону I. Регулирование осуществляется регулятором, включающим датчик температуры (не показан), блок 18 сравнения с выходным усилителем, причем, если скорость охлаж- дения меньше заданной (-&Т), то сигнал на исполнительный блок 20 поступает только в том случае, если на запрещающем входе блока запрета нет сигнала.
Это вызвано тем, что, если при уменьшенной скорости охлаждения количество образующейся пыли больше допутимой величины, то при восстановлении скорости охлаждения оно еще ста- нет больше, а выход годных окатышей уменьшится.
Контроль запыленности, таким образом, является дополнительным контролем за правильностью выбора режима охлаждения и осуществляется он следующим образом.
Одновременно с отбором пробы обожженных окатышей на выходе зоны
обжига отбирают пробу отходящего газа и определяют в нем содержание пыли (блок 21), Далее на выходе зоны охлаждения I измеряют содержание пыли в отходящих газах (блок 22).
Пусть, например, после зоны обжига содержание пыли в отходящих газах было 0,55 г/нм3, а после зоны охлаждения I - 0,80 г/нм3.
Эти сигналы сравниваются в блоке 23 сравнения, и на выходе его появляется сигнал AZ, который сравнивается в блоке 24 с заданным значением
За заданное значение принято UZ. п 0,3 г/нм3, так как по регламенту суммарное пыпесодержание в отходящих газах из всех зон не должно превышать 1 г/нм3 .
Учитывая, что образование пыли в основном происходит в зоне сушки («60%) и зонах охлаждения и зависит от прочности окатышей, приняты указанные значения.
Таким образом, в блоке 24 сравнивается сигнал пропорциональный &ZCp ci.Z3a(,, т.е. 0,25 с 0,30 г/нм3, а так как зона нечувствительности (срабатывания) усилителя выбрана пропорционально +0,1 г/нмэ, то на выходе блока 24 сигнала нет и, соответственно, на выходе блока 25 нет сигнала Fg, т.е. корректировка режима охлаждения во второй зоне не осуществляется .
Регулирование температурного режима производится следующим образом.
В блоке 18 сравнения сравнивается фактическая скорость охлаждения в зоне I, равная 60°С/мин, со скорректированной заданной 70°С/мин, и на выходе его появляется сигнал рассогласования, пропорциональный -/УГ 10°С/мин и, так как на запрещающем входе блока 19 запрета сигнал f отсутствует, то на входе исполнительного механизма появляется сигнал FT на увеличение скорости охлаждения в зоне I, т.е. уменьшение горячего воздуха с температурой 350 С через соответствующий- дымосос. Корректировка режима в зоне охлаждения не осуществляется, так как отклонение пыле содержания составляет 0,05 г/нмэ. Еспи скорость охлаждения в зоне I больше заданной, например 80°С/мин, то на выходе блока 18 появляется сигнал рассогласования +UTP который непосредственно поступает на вход ис91
полнительного механизма 20 (сигнал F) на уменьшение скорости охлаждения, т.е. увеличение подачи горячего воздуха в зону I.
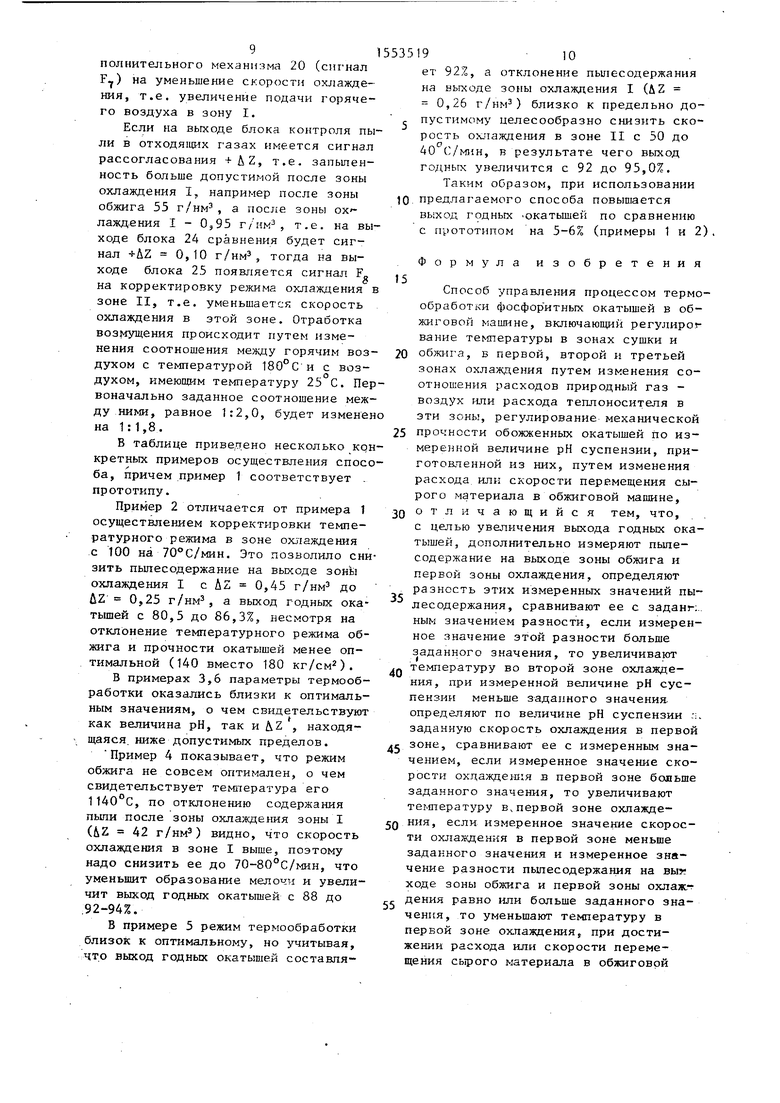
Если на выходе блока контроля пыли в отходящих газах имеется сигнал рассогласования +AZ, т.е. запыленность больше допустимой после зоны охлаждения I, например после зоны обжига 55 г/нм3 , а после зоны лаждения I - 0,95 г/нм3, т.е. на выходе блока 24 сравнения будет сигнал -J-AZ 0,10 г/нм3, тогда на выходе блока 25 появляется сигнал Р„ на корректировку режима охлаждения в зоне II, т.е. уменьшается скорость охлаждения в этой зоне. Отработка возмущения происходит путем изменения соотношения между горячим воз- духом с температурой 180°С и с воздухом, имеющим температуру 25 С. Первоначально заданное соотношение между ними, равное 1:2,0, будет изменен на 1: 1,8 .
В таблице привепено несколько KQH кретных примеров осуществления способа, причем пример 1 соответствует . прототипу.
Пример 2 отличается от примера 1 осуществлением корректировки температурного режима в зоне охлаждения с 100 на 70°С/мин. Это позволило снизить пылесодержание на выходе зоны охлаждения I с AZ 0,45 г/нм3 до UZ 0,25 г/нм3, а выход годных ока- тышей с 80,5 до 86,3%, несмотря на отклонение температурного режима обжига и прочности окатышей менее оптимальной (140 вместо 180 кг/см2).
В примерах 3,6 параметры термообработки оказались близки к оптимальным значениям, о чем свидетельствуют как величина рН, так и &Z , находя
щаяся ниже допустимых пределов.
Пример 4 показывает, что режим обжига не совсем оптимален, о чем свидетельствует температура его 1140°С, по отклонению содержания пыли после зоны охлаждения зоны I
(&Z 42 г/нм3) видно, что скорость охлаждения в зоне I выше, поэтому надо снизить ее до 70-80°С/мин, что уменьшит образование мелоч-i и увеличит выход годных окатышей с 88 до 92-94%.
В примере 5 режим термообработки близок к оптимальному, но учитывая, что выход годных окатышей составля
.Q .- 20 25
0
0
5
л
1910
ет 92%, а отклонение пылесодержания на выходе зоны охлаждения I (&Z 0,26 г/нм3) близко к предельно допустимому целесообразно снизить скорость охлаждения в зоне II с 50 до 40 С/мин, в результате чего выход годных увеличится с 92 до 95,0%.
Таким образом, при использовании предлагаемого способа повышается выход годных .окатышей по сравнению с прототипом на 5-6% (примеры 1 и 2)
Формула изобретения
Способ управления процессом термообработки фосфор итных окатышей в обжиговой машине, включающий регулирог вание температуры в зонах сушки и обжига, Б первой, второй и третьей зонах охлаждения путем изменения соотношения расходов природный газ - воздух или расхода теплоносителя в эти зоны, регулирование механической прочности обожженных окатышей по измеренной величине рН суспензии, при- готоапенной из них, путем изменения расхода или скорости перемещения сырого материала в обжиговой машине, отличающийся тем, что, с целью увеличения выхода годных окатышей, дополнительно измеряют пыпе- содержание на выходе зоны обжига и первой зоны охлаждения, определяют разность этих измеренных значений пы лесодержания, сравнивают ее с заданг. ным значением разности, если измеренное значение этой разности больше заданного значения, то увеличивают температуру во второй зоне охлаждения, при измеренной величине рН суспензии меньше заданного значения определяют по величине рН суспензии заданную скорость охлаждения в первой зоне, сравнивают ее с измеренным значением, если измеренное значение скорости охцаждення в первой зоне больше заданного значения, то увеличивают температуру в,первой зоне охлаждения, если измеренное значение скорости охлаждения в первой зоне меньше заданного значения и измеренное значение разности пыпесодержания на вы ходе зоны обжига и первой зоны охлаж,- дения равно или больше заданного значения, то уменьшают температуру в первой зоне охлаждения, при достижении расхода или скорости перемещения сырого материала в обжиговой
машине предельных значений и при измеренной величине рН суспензии больше заданного значения увеличивают температуру в зоне обжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом газоочистки при термообработке фосфоритных окатышей | 1990 |
|
SU1792439A3 |
| Способ управления термообработкой фосфоритных окатышей | 1986 |
|
SU1381182A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1987 |
|
SU1435633A1 |
| Способ управления процессом термообработки фосфатного материала | 1982 |
|
SU1258814A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ФОСФОРИТНЫХ ОКАТЫШЕЙ | 1991 |
|
RU2008253C1 |
| Способ управления процессом окомкования фосфатных материалов | 1988 |
|
SU1650736A1 |
| Способ управления процессом термообработки фосфатного материала | 1988 |
|
SU1579897A1 |
| Способ производства офлюсованных фосфоритных окатышей | 1990 |
|
SU1830379A1 |
| Способ окускования фосфатного сырья | 1981 |
|
SU1004261A1 |
| Способ подготовки обожженного окускованного фосфатного сырья к электровозгонке | 1989 |
|
SU1787935A1 |
Изобретение относится к области управления процесса подготовки фосфатного сырья к электровозгонке, в частности к способам управления термообработкой окатышей, полученных из тонкоизмельченного фосфатного сырья, может быть использовано в химической промышленности и позволяет увеличить выход годных окатышей. В соответствии с изобретением способ состоит в контроле и управлении процессом охлаждения фосфоритных окатышей, а в качестве косвенного параметра используют разность пылесодержания на выходе зон обжига и первой зоны охлаждения, которые должны находиться на уровне допустимого значения. Корректировку температурного режима (скорости охлаждения) первой зоны охлаждения производят в зависимости от величины PH обожженных окатышей. В случае превышения разностью допустимого значения корректируют скорость охлаждения во второй зоне охлаждения путем изменения подачи горячего газа. 2 ил. 1 табл.
.
Охлаждение
. 2
ДЬ
Ю0°С
| Монастырев А.В | |||
| Производство извести | |||
| М.: Высшая школа, 1973, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Способ управления процессом термообработки фосфатного материала | 1982 |
|
SU1258814A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
